Изобретение относится к системе управления работой различных транспортировочных устройств для транспортировки и перемещения стеклянных сосудов из формующей машины типа отдельной секции (О.С.) к печи для отжига.
Многие, если не большинство, стеклянные сосуды, включая широкий выбор бутылок и кувшинов, выпускаются и в течение многих лет выпускались машинами типа О.С., в которых используется множество установленных смежно секций, каждая из которых образует сосуды в двухступенчатом формовочном процессе. В процессе формования стеклянного сосуда данного типа пресс-форма сосуда, обычно называемая баночкой или заготовкой, формируется при первой формовке в пункте формования заготовок секции О.С. машины, либо путем прессования или выдувания, и затем заготовка перемещается путем операции, поворота на 180° в вертикальное положение для второго формования в секции О.С. машины, часто называемой формованием дутьем, для получения готового сосуда путем выдувания. Для современных О.С. машин типично одновременное формование в каждой секции О.С. машины множества сосудов, например двух или трех, или даже четырех сосудов, и такие машины обычно включают довольно большое число секций, например шесть или восемь, или даже десять секций. В патенте США № 4427431 (Mumford at al.), который принадлежит данному заявителю и является прототипом настоящего изобретения, в целом описывается стеклоформующая машина такого типа.
Сосуды, выходящие из форм для выдувания О.С. машины, являются достаточно горячими и должны быть охлаждены до приемлемой степени, прежде чем они могут быть подвергнуты различным стадиям механической обработки и воздействию устройств, которые необходимы для перемещения таких сосудов в печь для отжига для термической обработки, чтобы убрать излишние остаточные внутренние напряжения, которые могут возникнуть на стадиях формовки. Так, обычная О.С. машина имеет охлаждаемый воздухом приемный стол, на который сосуды перемещаются из форм для дутья О.С. машины с помощью механизмов выдвигающегося захвата, которые являются частью О.С. машины. Сосуды остаются на приемном столе в течение определенного времени, в течение которого они частично охлаждаются до температуры, при которой они могут быть подвержены дальнейшей обработке. Затем сосуды перемещаются на движущийся конвейер, обычно называемый машинным конвейером, т.е. осуществляется операция, требующая поворота сосудов на 90° сдвигающей головкой. Перемещение сосудов из форм для дутья О.С. машины на приемный стол и с приемного стола на машинный конвейер с помощью сдвигающих головок в целом описано в вышеуказанном патенте США № 4427431, а также в патенте США № 4162911 (Mallory) и в патенте США № 4222480 (Perry), каждый из которых также принадлежит данному заявителю, упоминание о каждом из которых также включено здесь для ссылки.
Сосуды из О.С. машины, которые перемещаются от О.С. машины с помощью машинного конвейера, перемещаются на другой конвейер, обычно называемый перекрестным конвейером, который расположен перпендикулярно машинному конвейеру и направляет сосуды на вход в печь для отжига. Устройство для перемещения сосуда предназначено осуществлять перемещение сосудов с машинного конвейера на перекрестный конвейер. Такое устройство описано в патенте США № 4193784 (Mumford), который также принадлежит данному заявителю, который также упомянут здесь для ссылки. На практике, устройства перемещения, выполняющие функцию устройства перемещения в вышеуказанном патенте США № 4193784, часто имеют дугообразную или серповидную форму. Сосуды на перекрестном конвейере на входе в печь для отжига перемещаются группами, каждая из которых состоит из множества сосудов, к движущемуся конвейеру печи с помощью устройства перемещения, которое часто называется транспортером печи или укладчиком. В патенте США № 4290517 (Halferhamp), который также принадлежит данному заявителю, упоминание о котором также включено здесь для ссылки, описан ранее известный транспортер для перемещения сосудов на перекрестном конвейере к конвейеру печи для отжига вышеописанным образом.
Многие стадии обработки сосудов и устройства, применяемые при перемещении сосудов с приемных столов О.С. машины на конвейер печи для отжига, как описано, должны тщательно контролироваться относительно друг к другу, как в отношении скоростей таких стадий обработки, так и их времени относительно друг к другу. Далее, О.С. машины, как описано, используются для производства сосудов различных конфигураций и размеров, и каждое изменение режима работы О.С. машины часто требует изменений в системе управления операциями устройств по обработке сосудов, часто требующее изменений в расстоянии между сосудами на машинном конвейере и на перекрестном конвейере. До сих пор изменения режима работы таких О.С. машин включают изменения коробки передач и/или соотношение цепных передач приводов, применяемых для движения машинного конвейера, перекрестного конвейера и механизмов цепных передач для перемещения сосудов с машинного конвейера на перекрестный конвейер. Конечно, такие изменения ведут к существенной потере времени в работе О.С. машины, которые снижают общую производительность машины. Более того, даже при стабильной работе, могут возникнуть изменения в работе устройств по обработке сосудов, как, например, при растяжении конвейерной ленты, используемой в некоторых из таких устройств.
В соответствии с данным изобретением представлена система управления для контролирования работы различных операций по обработке сосудов и устройств, которые обеспечивают перемещение сосудов с приемных столов О. С. машины на движущийся конвейер печи для отжига. Система обработки данного изобретения использует центральный управляющий пункт, который одновременно управляет работой О.С. машины по перемещению сосудов, машинного конвейера, устройства цепной передачи, перекрестного конвейера и транспортера печи, каждый из которых предпочтительно приводится в движение серводвигателем переменного тока для точного контроля над ее работой. Центральный управляющий пункт также контролирует работу привода конвейера печи, который обычно является двигателем переменного тока, но не серводвигателем переменного тока. Центральный управляющий пункт данного изобретения запрограммирован так, чтобы позволить оператору обеспечивать необходимое расстояние между сосудами при перемещении в печь, и каждое устройство для обработки, управляемое центральным управляющим пунктом, будет настроено в своей работе так, чтобы обеспечивать такое расстояние между сосудами. Далее, управляющая система данного изобретения включает мониторы для мониторинга линейных скоростей машинного конвейера и перекрестного конвейера, которые могут изменяться даже во время стабильной работы вследствие растяжения конвейерной ленты, и будет изменять линейную скорость каждой такой ленты, как это потребуется для согласования ее работы с соответствующими устройствами обработки. Дополнительно операционная информация для различных обрабатывающих устройств, используемых для обработки сосудов любой особой конфигурации и размера, может быть записана электронным способом, например, на гибком диске, и управляющая система может очень быстро приводить различные обрабатывающие устройства к их надлежащим операционным условиям, когда линия вновь приспосабливается к обработке сосудов этой конфигурации и размера. Управляющая система данного изобретения может также использоваться для управления работой устройства по выдуванию сосуда такого типа, который используется для разгрузки сосудов в случае остановки линии.
Соответственно технической задачей данного изобретения является создание улучшенной управляющей системы для контролирования работы различных устройств по обработке сосудов, применяемых при перемещении стеклянных сосудов с приемных столов О.С. формующей машины на конвейер печи отжига. Более точно, задачей данного изобретения является создание управляющей системы вышеупомянутого типа, которая может быстро изменять работу устройств, контролируемых ею, когда происходит изменение конфигурации или размера сосудов, формируемых на соответствующей О.С. машине.
Задачей данного изобретения также является создание системы управления, способной контролировать работу конвейеров, используемых при перемещении сосудов из О.С. машины в печь отжига, учитывая любые изменения в линейной скорости любого такого конвейера вследствие растяжения.
Для дальнейшего понимания данного изобретения и его задач предлагаются чертежи и их краткое описание, подробное описание предпочтительного воплощения изобретения и приложенная формула изобретения, причем на чертежах
фиг.1 – частичный вид в плане, частично схематичный, показывающий систему обработки стеклянного сосуда для перемещения стеклянных сосудов с О.С. формующей машины на движущийся конвейер печи отжига и включающий систему управления в соответствии с предпочтительным воплощением данного изобретения;
фиг.2 - схематический вид системы для настройки опорной точки, при которой контроллер управляет работой электрического двигателя, используемого в обрабатывающей системе с фиг.1.
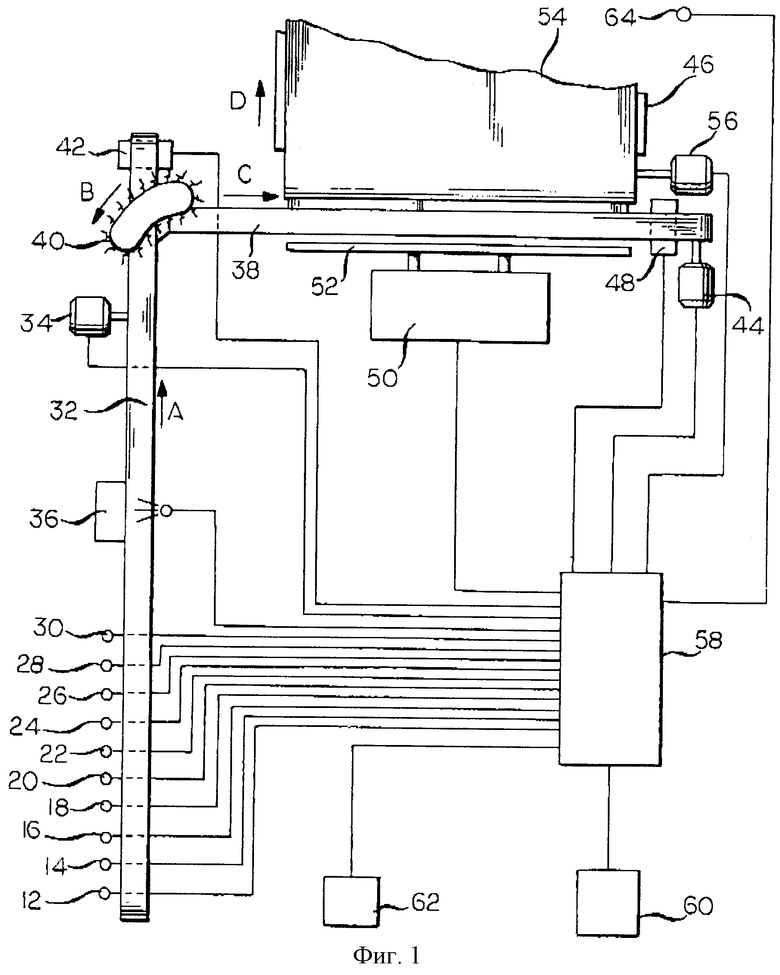
Позиции 12, 14, 16, 18, 20, 22, 24, 26, 28, 30 обозначают сдвигающие устройства, и такие сдвигающие устройства установлены для перемещения стеклянных сосудов с приемных столов О.С. машины, причем число таких сдвигающих устройств указывает, что О.С. машина, как показано, относится к десятисекционному типу. Бесконечный машинный конвейер установлен для перемещения сосудов с приемных столов О.С. машины на верхнюю плоскость бесконечного машинного конвейера 32, который непрерывно приводится в движение двигателем 34 переменного тока, который предпочтительно является серводвигателем переменного тока, для движения верхней поверхности конвейера 32 снизу вверх, в направлении, показанном на чертеже, как отмечено стрелкой А. Пункт 36 выдувания сосудов размещен в месте, прилегающем к конвейеру 32, чтобы обеспечить пневматическую разгрузку сосудов на конвейере 32 для вторичного использования или удаления в случае остановки любого устройства по обработке сосудов, размещенного после конвейера 32, как будет описано ниже.
Сосуды перемещаются с машинного конвейера 32, на котором они транспортируются в один ряд, на перекрестный конвейер 38, который расположен перпендикулярно машинному конвейеру 32. Перемещение сосудов с машинного конвейера 32 на перекрестный конвейер 38 осуществляется с помощью бесконечного транспортирующего устройства 40, которое выполнено в виде изогнутой цепи, и также приводится в движение мотором переменного тока (не показан), который предпочтительно является также серводвигателем переменного тока. Направление движения цепного транспортирующего устройства 40 показано стрелкой В на чертеже. Монитор 42 скорости ленты предназначен для непрерывного измерения скорости машинного конвейера 32, и монитор 42 предпочтительно расположен вдоль машинного конвейера 32 в месте вниз по потоку от цепного транспортирующего устройства 40. Перекрестный конвейер 38 является бесконечным конвейером, который приводится в движение мотором 44 переменного тока, который предпочтительно также является серводвигателем переменного тока. Перекрестный конвейер 38 имеет верхнюю поверхность, которая движется слева направо в направлении, показанном на чертеже и отмеченном стрелкой С, и используется для доставки сосудов в один ряд перед входом в печь 46 для отжига. Монитор 48 скорости ленты предназначен для непрерывного измерения линейной скорости перекрестного конвейера 38, и монитор 48 предпочтительно расположен вдоль перекрестного конвейера в положении после печи для отжига 46.
Группы сосудов перемещаются в унисон в печь 46 при помощи возвратно-поступательного транспортера 50 печи, возвратно-поступательное движение которого к и от печи 46 осуществляется посредством двигателя переменного тока (не показан), который предпочтительно также является серводвигателем переменного тока. В действительности, транспортер 50 печи должен перемещаться по трем осям, вертикальной оси и горизонтальным осям по координатам X и У, и имеет три (3) таких двигателя переменного тока, которые синхронизированы друг с другом для осуществления таких перемещений. В любом случае транспортер 50 печи установлен для перемещения с перекрестного конвейера 38 на бесконечную проволочную сетку конвейера 54, который приводится в движение двигателем переменного тока 56. Конвейер 54 печи 46 имеет верхнюю поверхность, на которой размещаются сосуды с перекрестного конвейера 38, и верхняя поверхность конвейера 54 движется снизу вверх в направлении, показанном на чертеже, как показано стрелкой P, для перемещения сосудов через печь 46. Монитор 64 скорости ленты предназначен для непрерывного мониторинга линейной скорости конвейера 54 печи.
Снабжаемый энергией центральный контроллер 58 установлен для одновременного измерения и контроля за работой каждого сдвигающего устройства 12, 14, 16, 18, 20, 22, 24, 26, 28, 30, пункта 36 для выдувания бутылок, двигателя 34 переменного тока для машинного конвейера 32, двигателя переменного тока для цепного транспортирующего устройства 40, двигателя 44 переменного тока для перекрестного конвейера 38, двигателя переменного тока для транспортера 50 печи и двигателя 56 переменного тока для конвейера 54 печи 46 для отжига, как показано сплошными линиями от контроллера 58 к каждому такому устройству. Контроллер 58 получает инструкции от оператора пункта 60 в отношении заданных рабочих скоростей каждого из устройств, контролируемого им, как описано, основанных, например, на конфигурации или размере производимых сосудов в любое заданное время. Контроллер 58 после этого автоматически контролирует каждое из контрольных устройств для работы в режимах, которые координируются один с другим и являются подходящими для конфигурации и размера производимых сосудов. Работа контроллера 58 вместе с работой всех устройств, контролируемых им, как описано, активизируется главным старт/стоп пунктом 62, и вся контрольная система, включая контроллер 58, может быть деактивизирована старт/стоп пунктом 62.
Рабочие скорости машинного конвейера 32 и перекрестного конвейера 38, управляемые центральным контроллером 58, могут время от времени нуждаться в изменениях даже во время стабильной работы вследствие растяжения машинного конвейера 32 и/или перекрестного конвейера 38, если машинный конвейер 32 и перекрестный конвейер 38 выполнены в виде лент, которые являются обычными устройствами. Монитор 42 скорости ленты машинного конвейера 42 подает контроллеру 58 сигнал, указывающий на линейную скорость машинного конвейера 32, которая будет изменяться при растяжении машинного конвейера 32, и тогда контроллер 58 даст команду двигателю 34 переменного тока работать на другой скорости, чтобы компенсировать изменение линейной скорости машинного конвейера 32 вследствие растяжения ленты. Таким же образом монитор 48 скорости ленты перекрестного конвейера будет подавать контроллеру 58 сигнал, указывающий на линейную скорость перекрестного конвейера 38, которая будет изменяться при растяжении перекрестного конвейера 38, и контроллер 58 затем будет выдавать команду двигателю 34 переменного тока работать на другой скорости, чтобы компенсировать изменение линейной скорости перекрестного конвейера 38 вследствие растяжения ленты. Аналогично, монитор 64 скорости ленты подает контроллеру 58 сигнал, указывающий линейную скорость конвейера 54 печи, которая будет изменяться при растяжении конвейера 54 печи, и затем контроллер 58 будет выдавать команду двигателю 56 переменного тока работать на другой скорости, чтобы компенсировать изменение линейной скорости конвейера 54 печи вследствие растяжения ленты.
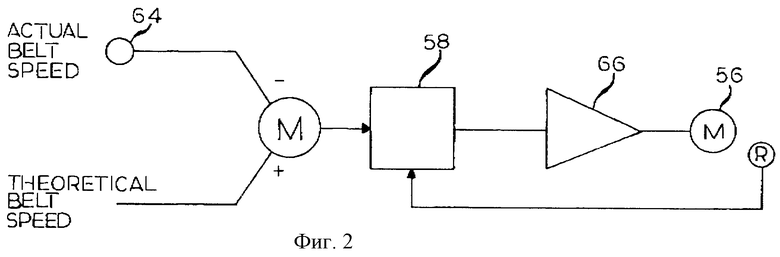
Фиг.2 иллюстрирует систему настройки установочной точки, при которой контроллер 58 контролирует работу двигателя 56 переменного тока, который используется для контроля скорости работы конвейера 54 печи. Понимается, что подобные устройства (не показаны) предназначены для контроля за работой двигателя 34 переменного тока для машинного конвейера 32 и двигателя 44 переменного тока для перекрестного конвейера 38. В системе, показанной на фиг.2, предпринято суммирование действительной скорости, измеренной монитором 64 скорости ленты, в качестве негативной величины, теоретической скорости в качестве позитивной величины. Идеально, суммирование будет нулевым, и в этом случае не требуется производить настройку установочной точки, при которой контроллер 58 контролирует работу двигателя 56 переменного тока. Однако, когда действительная скорость ленты отличается от теоретической скорости ленты, разница между такими скоростями будет определенной величиной, и эта определенная величина будет передана на контроллер 58 для подстройки установочной точки, при которой он контролирует работу двигателя переменного тока. В любом случае сигнал от контроллера 58 довольно слабый, и усилитель 66 предназначен для усиления величины такого сигнала, прежде чем он будет передан на двигатель 56 переменного тока.
Хотя лучший метод, избранный изобретателем для осуществления данного изобретения на дату подачи, был показан и описан здесь, будет очевидно для специалиста в данной области, что подходящие модификации, вариации и эквиваленты могут быть выполнены без отхода от сущности изобретения, такая сущность единственно ограничена следующими пунктами формулы изобретения и ее эквивалентами.
Изобретение относится к системе управления работой транспортировочных устройств для транспортировки и перемещения стеклянных сосудов из формовочной машины типа индивидуальной секции к печи для отжига. Изобретение позволит улучшить управляющую систему для контролирования различных устройств по обработке сосудов, применяемых при перемещении стеклянных сосудов с приемных столов отдельной секции формующей машины на конвейер печи обжига. Способ перемещения стеклянных сосудов с множества неподвижных плит формующей стеклянные сосуды машины, состоящей из индивидуальных секций, включает установку машинного конвейера, примыкающего к указанной машине, приведение в действие машинного конвейера с помощью первого двигателя переменного тока, установку множества сдвигающих на 90° устройств для перемещения сосудов с множества неподвижных плит на машинный конвейер, приведение в действие каждого из сдвигающих на 90° устройств с помощью второго двигателя переменного тока, установку перекрестного конвейера, расположенного перпендикулярно машинному конвейеру, приведение в действие перекрестного конвейера с помощью третьего двигателя переменного тока, установку бесконечного цепного транспортирующего устройства для перемещения сосудов с машинного конвейера на перекрестный конвейер, приведение в действие цепного транспортирующего устройства с помощью четвертого двигателя переменного тока, установку печи для отжига с конвейером, приведение в действие конвейера печи для отжига с помощью пятого двигателя переменного тока, установку транспортера печи с возвратно-поступательным толкающим стержнем для перемещения групп сосудов с перекрестного конвейера на конвейер печи для отжига и приведение в действие возвратно-поступательного толкающего стержня транспортера в направлении, проходящем поперечно перекрестному конвейеру с помощью шестого двигателя переменного тока. Он дополнительно включает одновременное измерение и управление скоростями работы двигателей переменного тока для сдвигающих на 90° устройств, машинного конвейера, перекрестного конвейера, цепного транспортирующего устройства, толкающего стержня транспортера печи и конвейера печи для отжига. Способ перемещения стеклянных сосудов с множества неподвижных плит формующей стеклянные сосуды машины, состоящей из индивидуальных секций, включает установку и приведение в действие каждого конвейера и сдвигающих на 90° устройств для перемещения сосудов с множества неподвижных плит на конвейер, первый, второй, третий, четвертый, пятый и шестой двигатели переменного тока. Скорости действия каждого из первого, второго, третьего, четвертого, пятого и шестого двигателей переменного тока регулируют, не меняя передаточного отношения коробки передач или приводов на ведущую звездочку, для обеспечения быстрого изменения действия формующей стеклянные сосуды машины при изменении конфигурации или размера формуемых на ней сосудов. 2 с. и 23 з.п. ф-лы, 2 ил.
| US 4193784 A, 18.03.1980.US 4427431 A, 24.01.1984.US 4222480 A, 16.09.1980.US 4162911 A, 31.07.1979.SU 1194853 A, 30.11.1985. |

