Изобретение относится к трубопроводному транспорту и может быть применено при изготовлении труб для магистрального трубопровода.
Известен способ изготовления транспортного трубопровода, заключающийся в том, что внутри внешней силовой трубы соосно устанавливают податливую тонкостенную трубу, пространство между которыми заполняют газообразной средой под давлением. В процессе эксплуатации жидкую или газообразную рабочую среду транспортируют по внутреннему трубопроводу под давлением не менее 1,01 давления в межтрубном пространстве (см. патент RU 2097647, кл. F 17 D 1/00, 1996). Этот способ выбран в качестве прототипа.
Применение таких способов соединения тонких деталей с массивными, как импульсная, электронно-лучевая сварка и др. (см. Сварка и резка материалов: Учеб. пособие / М.Д. Банов, Ю.В. Казаков, М.Г. Козулин и др./ Под ред. Ю.В. Казакова. - М. : Издательский центр "Академия", 2000, 400 с.) при изготовлении вышеописанного трубопровода нерационально. Недостатком известных способов является высокая себестоимость изделий вследствие применения дорогого и нетранспортабельного вида энергии и высоких затрат на организацию производства.
Задача изобретения - снижение себестоимости изготовления труб за счет использования недорогого и транспортабельного вида энергии и невысоких затрат на организацию производства.
Указанная задача решается за счет того, что в способе изготовления трубы для магистрального трубопровода, при котором внутри внешней силовой трубы соосно устанавливают податливую тонкостенную трубу, пространство между которыми заполняют газообразной средой под давлением, внутренний трубопровод закрепляют по периметру к торцу и к концу внутренней поверхности внешней трубы посредством энергии взрыва.
Для исключения искажения геометрических размеров трубы по периметру в процессе сварки взрывом используют массивный технологическую опору с кольцевым вырезом, одновременно служащую для повышения безопасности работ.
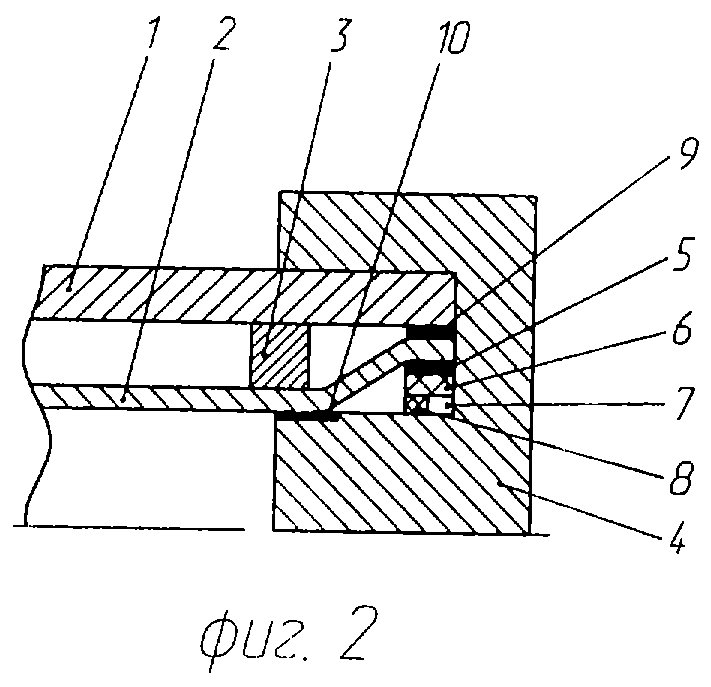
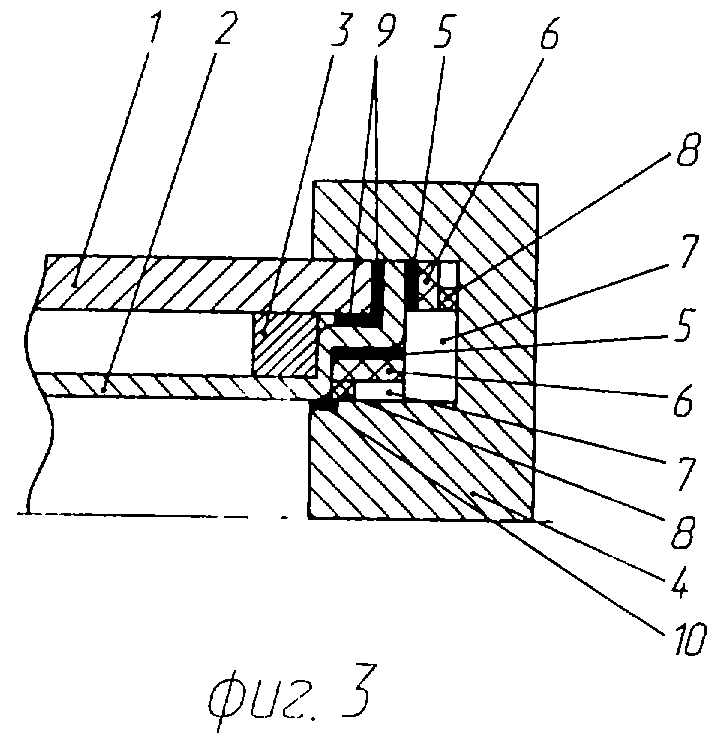
Сущность изобретения поясняется чертежами, где на фиг.1 показан способ соединения внутренней податливой тонкостенной трубы с торцом внешней силовой трубы посредством сварки взрывом с использованием массивной технологической опоры, на фиг. 2 - тот же способ соединения труб, но по периметру на конце внутренней поверхности внешней трубы, а на фиг.3 - объединенный способ соединения труб по периметру торца и конца внутренней поверхности внешней трубы.
Способ осуществляют следующим образом.
Обе свариваемые трубы 1 и 2 сначала зачищают металлическими щетками или травлением, удаляя окалину, ржавчину и жировые пленки. Внутреннюю трубу 2 вставляют во внешнюю трубу 1 и для сохранения постоянного зазора между ними используют кольцевую прокладку 3. Внутреннюю трубу опирают на нижнюю поверхность кольцевого выреза в массивной технологической опоре 4. У внутренней трубы 2 развальцовывают конец, причем ширина получаемого борта должна превышать длину привариваемой части этой трубы, совпадающей по размерам с толщиной стенки внешней силовой трубы (фиг.1 и 3) и/или предварительно расширяют конец внутренней трубы 2, причем длина расширенного конца должна совпадать с длиной привариваемых частей обеих труб 1 и 2 (фиг.2 и 3). По той части поверхности внешней силовой трубы 1, которая будет соединяться с частью внутренней податливой тонкостенной метаемой трубы 2, устанавливают прокладку 5 и заряд(ы) 6 взрывчатого вещества, для чего используют кольцевую подставку 7 и массивную технологическую опору 4. После подрыва детонатором(ами) 8 заряд(ы) 6, имеющий(ие) форму кольца заданной толщины, взрывается(ются), и по нему (ним) распространяется фронт детонационной волны. Образующиеся газообразные продукты взрыва расширяются, давят на конец метаемой внутренней трубы 2, который соударяется с торцом (фиг.1) и/или концом внутренней поверхности неподвижной внешней силовой трубы 1 (фиг.2, 3). В окрестностях соударения развивается очень высокое давление, под действием которого окисные пленки и загрязнения, разрушаясь, выносятся с поверхности труб 1 и 2 кумулятивной струей. Очищенные поверхности труб 1 и 2, соударяясь, образуют сварное соединение. Подобным образом одновременно сваривают трубы 1 и 2 на другом конце.
Скорость контактирования свариваемых труб выбирают меньше скорости звука, чтобы свариваемые концы труб 1 и 2 "закрылись" не раньше завершения очистки кумулятивной струей. Параметры процесса сварки взрывом регулируют, подбирая взрывчатое вещество, меняя толщину слоя заряда(ов) 6 и зазор между трубами, где устанавливается(ются) прокладка(и) 9, при этом учитывают плотность и толщину стенки метаемой внутренней податливой тонкостенной трубы 2. Для исключения ее деформации при установке на опору 4 используется прокладка 10. Для безопасности работ сварку взрывом производят на полигонах или в полевых условиях по месту соединения встык отдельных труб, изготовленных вышеописанным способом, в магистральный трубопровод. Подготовленную к сварке трубу погружают в бетонированную яму (или помещают в специально изготовленный портативный блиндаж). Перед взрывом яму (или блиндаж) закрывают крышкой, а рабочие удаляются в укрытие. Одновременно можно сваривать несколько труб. Межтрубное пространство готовых труб заполняют газообразной средой (например, инертным газом) под давлением.
Использование изобретения позволит получать особо надежные, долговечные трубы для магистрального трубопровода в полевых условиях и снизить экологический ущерб при аварии. За счет использования недорогого и транспортабельного вида энергии и невысоких затрат на организацию производства, быстрого и качественного процесса сварки взрывом трубы будут иметь себестоимость ниже себестоимости труб, полученных в условиях промышленного производства каким-либо другим способом сварки. Сварное соединение будет отличаться высокой прочностью, пластичностью и герметичностью. Взрывом свариваются практически все сочетания металлов, поэтому внутренняя податливая тонкостенная метаемая труба может быть изготовлена, например, из нержавеющей стали или цветных металлов (алюминия, меди и др.) и их сплавов, которые обычно трудно поддаются другим способам сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ТРУБ | 2003 |
|
RU2251045C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРАНСПОРТНОГО ТРУБОПРОВОДА | 2002 |
|
RU2239745C2 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ СОЕДИНЕНИЯ ТРУБ | 2003 |
|
RU2253793C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДА ДЛЯ ВОДО- И/ИЛИ ТЕПЛОСНАБЖЕНИЯ | 2005 |
|
RU2305814C2 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ | 2004 |
|
RU2305813C2 |
| ГЛУШИТЕЛЬ | 2004 |
|
RU2270347C2 |
| СОСУД С ГОРЛЫШКОМ | 2003 |
|
RU2263061C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОГО ИЗДЕЛИЯ | 2011 |
|
RU2492977C2 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ТРУБОПРОВОДА, НАХОДЯЩЕГОСЯ ПОД ДАВЛЕНИЕМ | 2007 |
|
RU2352854C2 |
| СПОСОБ ИСПОЛЬЗОВАНИЯ ВТОРИЧНЫХ ТЕПЛОНОСИТЕЛЕЙ | 2004 |
|
RU2298733C2 |
Изобретение может быть использовано при изготовлении труб для магистрального трубопровода. Внутри внешней силовой трубы соосно устанавливают податливую тонкостенную трубу. Пространство между трубами заполняют газообразной средой под давлением. Внутренний трубопровод закрепляют по периметру к торцу и к концу внутренней поверхности внешней трубы посредством энергии взрыва. Изобретение позволяет снизить себестоимость изготовления труб, получить соединение высокой прочности и герметичности. 3 ил.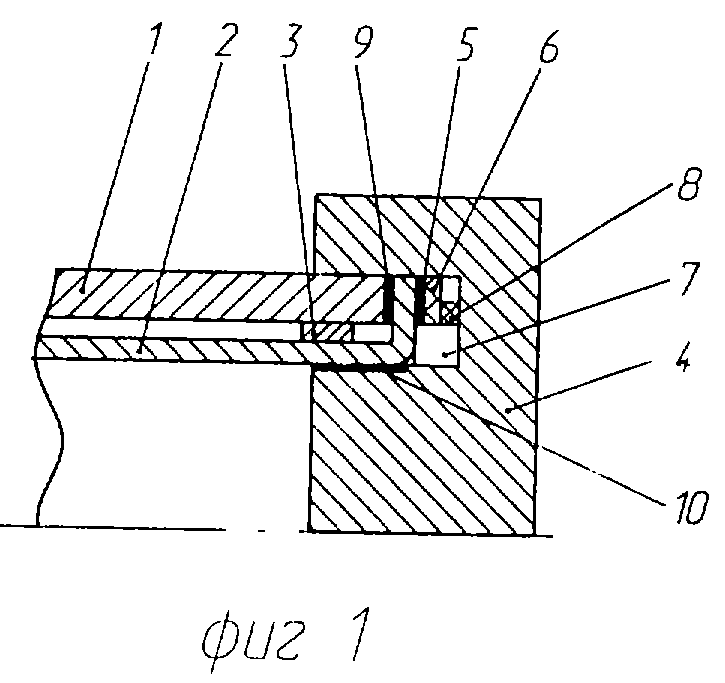
Способ изготовления трубы для магистрального трубопровода, при котором внутри внешней силовой трубы соосно устанавливают податливую тонкостенную трубу, пространство между которыми заполняют газообразной средой под давлением, отличающийся тем, что внутренний трубопровод закрепляют по периметру к торцу и к концу внутренней поверхности внешней трубы посредством энергии взрыва.
| ТРУБОПРОВОДНЫЙ ТРАНСПОРТ | 1996 |
|
RU2097647C1 |
| Трубопровод для транспортировки газов и жидкостей | 1979 |
|
SU777319A1 |
| SU 1185766 А, 20.07.1999 | |||
| УСТРОЙСТВО ДЛЯ СВАРКИ ВЗРЫВОМ ТРУБ | 1988 |
|
SU1580695A1 |

