Предлагаемое устройство относится к технике нанесения полимерных порошковых покрытий, которые широко используются в различных отраслях производства.
Эта технология основана на использовании полимерных порошковых красок, которые наносятся на поверхность окрашиваемого изделия за счёт придания электростатического заряда частицам порошковой краски и их удержания за счёт этого заряда на изделии. Для окончательного формирования покрытия изделие с нанесённой порошковой краской должно быть установлено в термокамеру, где под действием заданной температуры (120-200°С) происходит оплавление и полимеризация порошковой краски. Для получения высококачественного покрытия необходимо, чтобы температура прилегающих к изделию слоев краски была равна заданной для данного типа краски температуре полимеризации и время полимеризации было также равно заданному времени полимеризации для этой краски. Только при выполнении этих условий возможно получение высококачественного полимерного порошкового покрытия, обладающего высокой адгезией, высокой стойкостью к внешним воздействиям и высокой декоративностью.
В настоящее время процесс полимеризации порошкового покрытия изделий производится в термокамерах, температура воздуха в которых контролируется термодатчиком (термопарой, пирометром и другими). При достижении температуры воздуха, равной температуре полимеризации порошковой краски, начинается отсчёт времени полимеризации. Такой метод полимеризации покрытия нередко приводит к снижению качества полимерного порошкового покрытия, а в отдельных случаях к полному браку покрытия. Это обусловлено тем, что нагрев воздуха в термокамере значительно опережает нагрев окрашиваемого изделия, а следовательно, и температуры порошковой краски, расположенной тонким слоем на окрашиваемом изделии. Отставание нагрева окрашиваемого изделия будет непосредственно зависеть от массы и теплоёмкости материала изделия. Но так как отсчёт времени полимеризации в настоящее время производится от времени достижения температуры полимеризации воздухом в термокамере, а окрашиваемое изделие и нанесённая на него порошковая краска к этому времени ещё не достигли температуры полимеризации, то процесс полимеризации проводится с нарушением временного интервала, а часто и с нарушением требуемой температуры.
В результате этого ухудшается адгезия и другие эксплуатационные свойства порошкового покрытия: снижаются стойкость покрытия к механическим воздействиям, противокоррозионная стойкость и т.д.
Известна термокамера (патент США 4788775, МКИ F 26 B 19/00, 06.12.1988). Термокамера состоит из термоизолированного корпуса, датчика температуры, измеряющего температуру воздуха в камере, терморегулятора, управляющего работой нагревателей и таймера, с помощью которого оператор задаёт время нагрева. Регулирование температуры состоит в том, что устройство для циркуляции воздуха включается в момент, когда в камере достигается минимальный уровень температуры, и работает в течение времени, выбранного оператором. Нагреватели отключаются только тогда, когда температура становится близкой к заданной максимальной температуре или превышает её.
В такой термокамере начало отсчёта времени технологического процесса нагрева производится по данным датчика, контролирующего температуру не самого изделия, а температуру воздуха в рабочем объёме термокамеры, то есть объёме, где размещены нагреваемые изделия, но время нагрева воздуха для заданной температуры может значительно отличаться от времени нагрева изделия, поэтому время технологического процесса нагрева изделия в этой термокамере определяется и устанавливается недостаточно точно, что не может обеспечить высокого качества технологического процесса нагрева полимерного порошкового покрытия изделия.
Известна термокамера по патенту США № 4587743, МКИ F 26 B 21/10. В камере задают температуру, по сигналу датчика, установленного в камере и измеряющего температуру воздуха в камере, регулируют подачу тепла в камеру от источника нагрева. Когда температура воздуха в камере, зарегистрированная датчиком, не укладывается в заданный температурный диапазон и изменение температуры в единицу времени равно или ниже заданного значения, включают подачу тепла от источника нагрева. Длительность подачи тепла определяют в соответствии с величиной погрешности между эталонным сигналом, соответствующим заданному температурному диапазону, и сигналом датчика. Когда в следующий период времени регулируемая датчиком температура воздуха в камере не укладывается в заданный температурный диапазон, а изменение температуры в единицу времени выше заданного значения, подачу тепла отключают.
В этом аналоге не учитывается температура изделия, нагреваемого в камере. Поэтому аналог не может обеспечить высокого качества выполнения порошкового покрытия.
Известны термокамеры по патентам: США № 5235757, МКИ F 26 B 7/00, 1995; № 5377428, МКИ F 26 B 3/00, 1996; № 5655312, МКИ F 26 B 3/34, 1999; Канада № 2170708, МКИ F 27 B 9/00, 2000; ФРГ № 4330675, МКИ F 26 B 11/04, 1997; Япония № 61-23469, МКИ F 26 B 17/14, 1986; Россия № 1059387, МКИ F 26 B 21/10, 1984; № 1118839, МКИ F 26 B 21/06, 1984; № 1142713, МКИ F 26 B 25/22, 1985; № 1281848, МКИ F 26 B 21/10, 1987; № 1576819, МКИ F 26 B 1/25, 1990; № 1615507, МКИ F 26 В 21/00, 1990; № 2116595, МКИ F 26 B 25/12, 1999.
В известных аналогах производится только регистрация температуры воздуха в термокамере.
Из известных термокамер наиболее близкой является камера полимеризации порошковых покрытий (GB 1488749, кл. F 26 B 21/10, 12.10.1977), содержащая теплоизолированный корпус, внутри которого расположена рабочая камера, в которой размещаются окрашиваемые изделия, датчик температуры, который подсоединен к блоку управления, соединенному с нагревателем, который нагревает воздух в рабочей камере до заданной температуры полимеризации, введенной в терморегулятор.
Недостатком известной камеры полимеризации порошковых покрытий является то, что в ней не учитывается фактическая температура нагреваемого изделия.
Техническим результатом, на достижение которого направлено изобретение, является устранение указанных недостатков и создание камеры, позволяющей получить качественное порошковое покрытие.
Технический результат достигается тем, что в камере полимеризации порошковых покрытий, содержащей теплоизолированный корпус, внутри которого расположена рабочая камера, в которой размещаются окрашиваемые изделия, датчик температуры, который подсоединен к блоку управления, соединенному с нагревателем, который нагревает воздух в рабочей камере до заданной температуры полимеризации, введенной в терморегулятор, установлен дополнительный датчик температуры, который измеряет температуру поверхности окрашиваемого изделия и который соединен с температурно-пороговым устройством, выход которого подсоединен ко входу таймера, соединенного с блоком управления и задающего время полимеризации.
Камера полимеризации порошковых покрытий, как показано на фиг. 1, содержит рабочую камеру 1, в которой располагаются для полимеризации окрашиваемые изделия. Рабочая камера покрыта теплоизоляцией 2. Теплоизоляция закрыта наружным корпусом 3. Рабочая камера закрыта дверью (на фиг. 1 не показана). Вентилятор 4 продувает воздух через нагреватели 5. Далее воздух, проходя по каналам 6, обдувает окрашиваемое изделие 7, которое заведено в термокамеру по транспортной системе 8. Внутри рабочей камеры 1 установлен датчик температуры 9, создающий электрический сигнал, пропорциональный температуре воздуха в рабочей камере. Этот датчик температуры подсоединён ко входу терморегулятора 10. В терморегулятор вводится значение температуры, равное заданной температуре полимеризации порошковой краски. В терморегуляторе производится сравнение электрического сигнала, пропорционального текущей температуре воздуха в термокамере, снимаемого с датчика 9, и сигнала, пропорционального заданной температуре полимеризации, заведённой в терморегулятор. Выход терморегулятора соединён со входом блока управления нагревателями. Выход блока управления нагревателями непосредственно соединён с нагревателями 5, которые нагревают воздух, циркулирующий в рабочей камере.
В рабочей камере имеется дополнительный датчик температуры 12, который подсоединяется непосредственно к поверхности окрашиваемого изделия 7 и который вырабатывает электрический сигнал, пропорциональный температуре поверхности окрашиваемого изделия. Место подсоединения датчика 12 должно быть свободно от порошковой краски. Датчик 12 подсоединён к температурно-пороговому устройству 13. Выход температурно-порогового устройства соединён со входом таймера 14 (реле времени). В таймер вводится заданное время полимеризации порошковой краски. Выход таймера соединён со вторым входом блока управления нагревателями 11.
Камера полимеризации работает следующим образом.
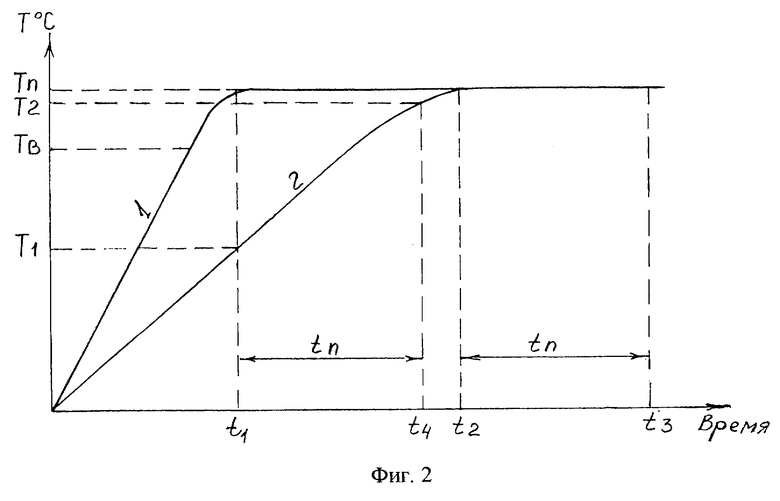
В рабочую камеру 1 по транспортной системе 8 загружаются окрашиваемые изделия 7 с напыленной порошковой краской Датчик температуры 12 подсоединяется к этой части окрашиваемого изделия, которая не покрыта порошковой краской. Если окрашиваемое изделие не имеет поверхности, на которую не нанесена порошковая краска, то возможно завести в рабочую камеру еще одно неокрашенное изделие и к нему присоединить дополнительный датчик. Закрывается дверь камеры полимеризации. В терморегулятор 10 и температурно-пороговое устройство 13 заводится заданная температура полимеризации порошковой краски Тп, напыленной на окрашиваемое изделие. Подаётся электропитание на блоки 11, 12, 14 и 15, а также на вентилятор 5, который создаёт циркуляцию воздуха в рабочей камере. На фиг. 2 показаны кривые изменения температуры воздуха в термокамере (кривая 1) и температуры окрашиваемого изделия с нанесённой на него порошковой краской (кривая 2). Пока температура воздуха в рабочей камере (Тв) меньше температуры полимеризации (Тп), заведённой в терморегулятор 11, с выхода терморегулятора будет поступать электрический сигнал на вход блока управления 11, который обеспечит подачу питания на нагреватели 5.
Воздух, циркулирующий в рабочей камере, будет нагреваться от нагревателей до тех пор, пока через время t1 (см. кривую 1 на фиг. 2) его температура не станет равной заданной температуре полимеризации (Тп). При Тв≥Тп прекращается подача сигнала с терморегулятора на блок управления. В результате этого прекращается подача тока питания на нагреватели 6 и приостанавливается нагревание воздуха и его температура начинает медленно уменьшаться. Однако при Тв≤Тп с выхода терморегулятора 11 возобновится поступление электрического сигнала на вход блока управления 12, который подаёт питание на нагреватели 6. Таким образом в рабочей камере поддерживается температура воздуха, равная температуре полимеризации Тв=Тп.
Температура нагрева окрашиваемого изделия (кривая 2 на фиг. 2) до времени Т2 будет отставать от температуры нагрева воздуха Тв в рабочей камере за счёт большей теплоёмкости материала окрашиваемого изделия и большей его массы по сравнению с воздухом. Температура окрашиваемого изделия достигнет температуры полимеризации только через время t2, при этом с выхода порогового устройства подаётся электрический сигнал на вход таймера, который начинает отсчёт времени полимеризации. Через время t3 таймер зафиксирует время, равное введённому в него времени полимеризации tп, и с выхода таймера поступит электрический сигнал на вход блока управления нагрева. В результате этого отключится ток, поступивший от блока управления на нагреватели, и процесс полимеризации порошковой краски на окрашиваемом изделии прекращается.
Таким образом, в предложенной камере полимеризация порошковой краски, наносимой на окрашиваемое изделие, будет происходить строго в течение времени, требуемого для применяемой порошковой краски и задаваемого на таймере. Весь этот период времени температура поверхности окрашиваемого изделия и нанесённой на нее порошковой краски будет иметь температуру, равную температуре полимеризации. Следовательно, будет выполнено условие получения полимеризационного покрытия с повышенной стойкостью к внешним воздействиям.
Благодаря этому предложенная камера полимеризации обеспечивает получение высококачественного порошкового покрытия в отличие от прототипа и аналогов, в которых время полимеризации начинает отсчитываться от времени t1, то есть от времени нагрева воздуха до температуры полимеризации Тп. При этом в аналогах ни в момент времени t1, ни через время, соответствующее времени полимеризации tп (точка t4), температура окрашиваемого изделия с нанесённой на него порошковой краской может быть равна соответственно Т1 и Т2, что ниже температуры полимеризации. Поэтому только в предложенной термокамере на качество покрытия не оказывают влияния ни масса, ни теплоемкость, ни конфигурация окрашиваемого изделия, поскольку камера автоматически адаптируется по отношению к этим параметрам окрашиваемого изделия за счёт контроля температуры поверхности окрашиваемого изделия и отсчёта начала времени полимеризации от времени достижения заданной температуры полимеризации на окрашиваемом изделии.
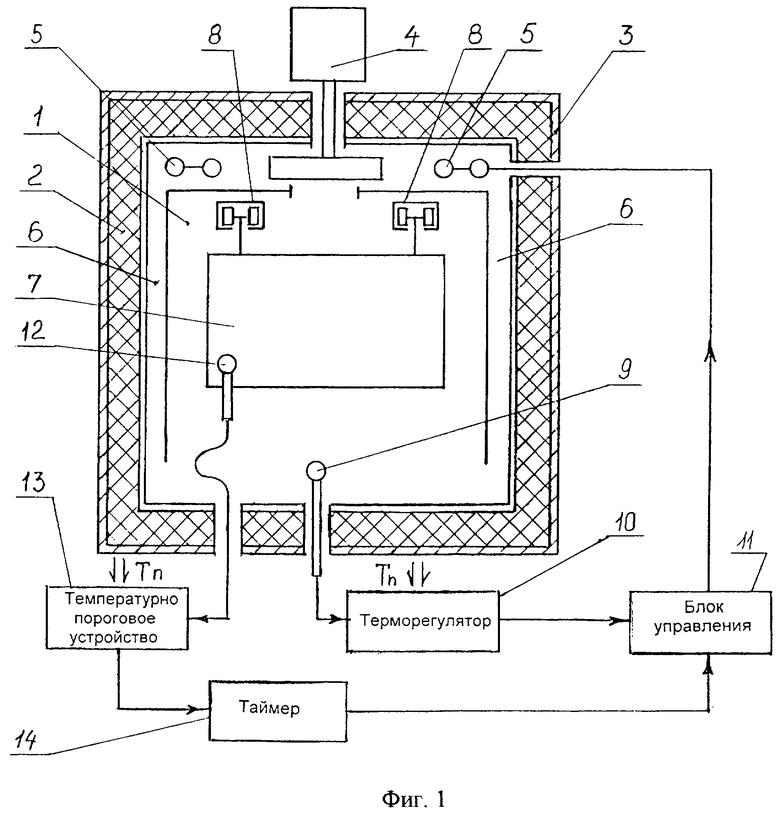
Изобретение относится к технике нанесения полимерных порошковых покрытий и может быть использовано в различных отраслях производства. Устройство состоит из рабочей камеры, покрытой теплоизоляцией, которая в свою очередь закрыта наружным корпусом. Рабочая камера закрыта дверью. Воздух, продуваемый вентилятором через нагреватели, проходит по каналам и обдувает окрашиваемое изделие, которое заведено в термокамеру по транспортной системе. Внутри рабочей камеры установлен датчик температуры, подсоединенный ко входу терморегулятора и создающий электрический сигнал, пропорциональный температуре воздуха в рабочей камере. В терморегуляторе производится сравнение электрического сигнала, пропорционального текущей температуре воздуха в термокамере, и сигнала, пропорционального заданной температуре полимеризации, установленной в терморегуляторе. Терморегулятор соединен с блоком управления нагревателями, которые нагревают воздух, циркулирующий в рабочей камере. В рабочей камере дополнительно установлен датчик температуры, который измеряет температуру поверхности окрашиваемого изделия и который соединен с температурно-пороговым устройством, выход которого подсоединен ко входу таймера. Изобретение позволяет получить высококачественное полимерное порошковое покрытие, на качество которого не оказывают влияния ни масса, ни теплоемкость, ни конфигурация окрашиваемого изделия, которое также обладает высокой адгезией, стойкостью к внешним воздействиям и отличными декоративными качествами. 2 ил.
Камера полимеризации порошковых покрытий, содержащая теплоизолированный корпус, внутри которого расположена рабочая камера, в которой размещаются окрашиваемые изделия, датчик температуры, который подсоединен к блоку управления, соединенному с нагревателем, который нагревает воздух в рабочей камере до заданной температуры полимеризации, введенной в терморегулятор, отличающийся тем, что в рабочей камере установлен дополнительный датчик температуры, который измеряет температуру поверхности окрашиваемого изделия и который соединен с температурно-пороговым устройством, выход которого подсоединен ко входу таймера, соединенного с блоком управления и задающего время полимеризации.
| GB 1488749 A, 12.10.1977.GB 1577300 A, 22.10.1980.US 4788775 A, 06.12.1998.US 4483082 A, 20.11.1984.US 4418271 A, 29.11.1983.SU 1153215 A, 30.04.1985.SU 1276889 A, 15.12.1986. |

