Изобретение относится к разработкам средств индивидуальной защиты, а именно к защитным шлемам, и может быть использовано в конструкциях их корпусов.
Известна конструкция составного шлема, в котором заготовка выполнена в виде зубчатой ленты-препрега, которую обертывают вокруг пуансона, укладывая зубцы с нахлестом на купольной части пуансона с последующим формованием в матрице пресс-формы (см. заявку ЕПВ №0184902, МПК F 41 H 1/08, опуб. 18.06.86 г., №25).
Недостатком этой конструкции является наличие нахлестов на купольной части, что приводит к увеличению толщины в этом месте по сравнению с лобной, затылочной и боковыми частями шлема.
Известна конструкция защитной каски, имеющей несколько перекрывающихся слоев препрега из ткани, расположенных вокруг центра. Каждый из слоев представляет собой треугольную деталь, различные слои образуют конфигурацию в виде цветка с радиально направленными лепестками (см. заявку Франции №2501851, МПК F 41 H 1/08, опуб. 17.09.82 г., №37).
Недостатком этой конструкции является наличие перекрывающихся слоев препрега, что приводит к непроклею слоев в окрестности перегибов и нарушению монолитности структуры корпуса защитной каски.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому решению, как для способа, так и устройства, является «Способ изготовления каски для защиты от пуль и каска, изготовленная этим способом» (см. заявку Франции №2606133, МПК F 41 H 1/4, опуб. 06.05.88 г., №18). Способ-прототип предусматривает раскрой шестиугольных заготовок из ткани, обладающей высокой прочностью, с разрезами в радиальном направлении. Заготовки ткани с нанесенной на них смолой располагают в форме друг на друга, чередуя заготовки меньших размеров с заготовками больших размеров. Во избежание совмещения участков двойной толщины слегка поворачивают каждую заготовку относительно предыдущей. Затем при нагреве и давлении прессуют заготовки в пресс-форме. Каска-прототип имеет оболочку из последовательно расположенных слоев ткани шестиугольной формы. Каждая заготовка разрезана в радиальном направлении по линиям, которые выходят из вершин углов шестиугольника и определяют центральную круглую зону и наружные сегменты. Заготовки скреплены между собой связующим.
Недостатками известной конструкции шлема и способа его изготовления является наличие большого числа радиальных разрезов на заготовке, снижающих монолитность изделия, большой вес из-за применения заготовок одинаковой формы, большой расход материала для заготовок и неоптимальный их раскрой.
Задачей создания изобретения является разработка конструкции корпуса защитного шлема, которая обеспечивала бы эффективную защиту головы, была бы легче известной при заданном уровне защиты и долговечной при стабильности обеспечения защиты от динамического воздействия ударных нагрузок, а также создание способа, позволяющего экономить материал и улучшить качество корпуса защитного шлема за счет оптимального раскроя заготовок и равномерного размещения заготовок в пресс-форме.
Поставленная задача решается с помощью признаков, указанных в пункте 1 формулы изобретения, общих с прототипом, таких как корпус защитного шлема, включающий оболочку из последовательно расположенных слоев ткани многоугольной формы, скрепленных связующим, и отличительных существенных признаков, таких как один из каждой пары слоев ткани выполнен с разрезами в виде фигуры "Y," исходящими из углов многоугольника к центру, а последующий слой имеет форму в виде «звезды», оси симметрии каждого луча которой размещены между соседними разрезами многоугольника.
Выполнение разрезов на листе ткани в форме многоугольника в виде фигуры "Y" позволяет уложить без складок многоугольник на поверхности любой кривизны, по этой линии образуются нахлесты.
Выкладка «звезды» на поверхности многоугольника на формообразующей поверхности шлема двойной кривизны таким образом, что оси симметрии каждого луча «звезды» размещены между соседними разрезами многоугольника, позволяет заполнить на вогнутом многоугольнике места между нахлестами, что повышает качество изделий за счет равномерного распределения материала перед формовкой в пресс-форме.
Поставленная задача решается с помощью признаков, указанных в пункте 2 формулы изобретения, общих с прототипом, таких как способ изготовления корпуса защитного шлема, включающий раскрой заготовок из ткани, прессование последовательно уложенных слоев ткани со связующим при нагреве и давлении в пресс-форме, и отличительных существенных признаков, таких как слои выкладывают попарно, первый в форме многоугольника с разрезами в виде фигуры "Y," исходящими из его углов к центру, а второй на него - в виде «звезды», оси симметрии каждого луча которой размещают между соседними разрезами многоугольника, причем при раскрое площадь заготовки в виде «звезды» определяют по формуле:

где Sз - площадь заготовки в виде звезды;
Sм - площадь многоугольника с разрезами;
Sн - площадь нахлеста при перегибе многоугольника по разрезам при выкладке;
n - количество лучей заготовки в виде звезды.
Указанные выше отличительные признаки, каждый в отдельности и все совместно, направлены на решение поставленной задачи и являются существенными. Использование предлагаемого сочетания существенных отличительных признаков в известном уровне техники не обнаружено, следовательно, предлагаемое техническое решение (способ и устройство) соответствует критерию патентоспособности «новизна».
Единая совокупность новых существенных признаков с общими, известными обеспечивает решение поставленной задачи, является не очевидной для специалистов в данной области техники и свидетельствует о соответствии заявленного технического решения (способ и устройство) критерию патентоспособности «изобретательский уровень».
Объединение двух технических решений в одну заявку связано с тем, что они объединены одним изобретательским замыслом - создать корпус защитного шлема способом, обеспечивающим экономию материала и повышающим качество готового изделия.
Изобретение поясняется описанием конкретного, но не ограничивающего его примера реализации и прилагаемыми чертежами.
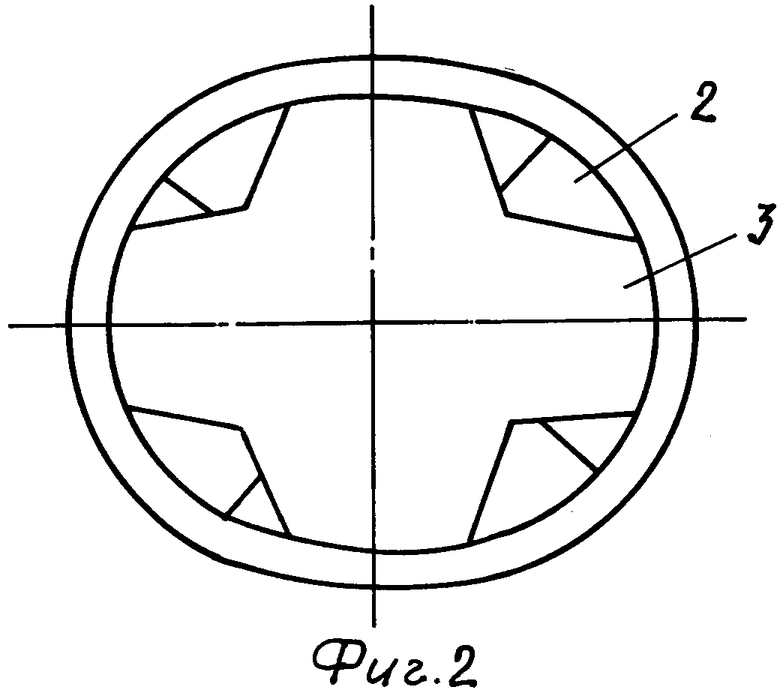
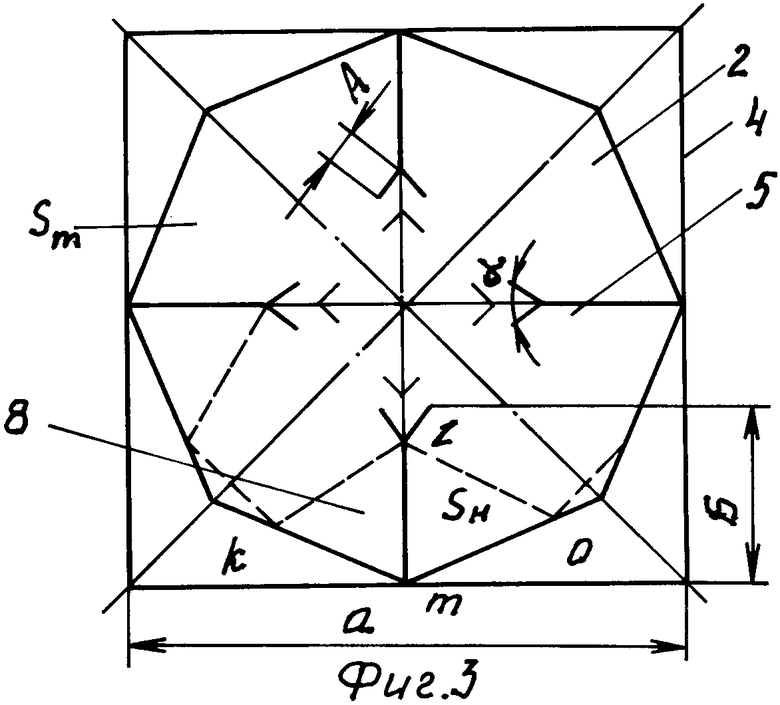
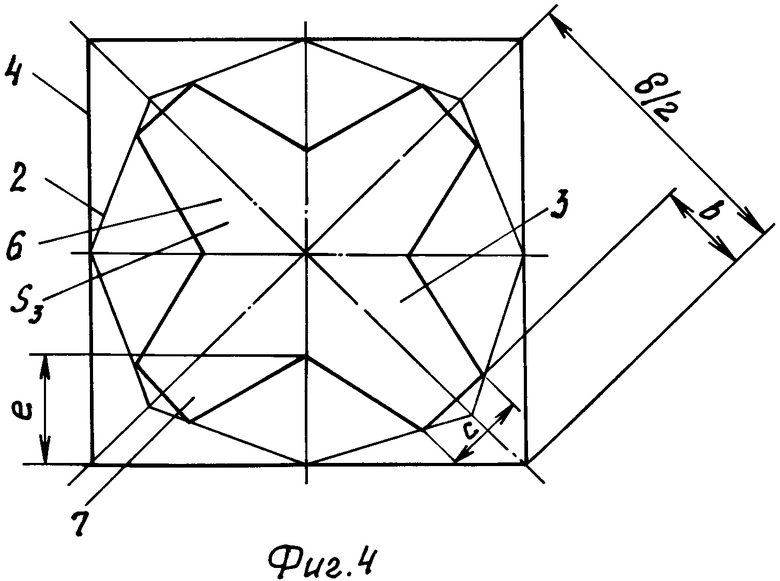
На фиг.1 представлен общий вид корпуса защитного шлема; на фиг.2 - корпус, вид снизу; на фиг.3 - раскрой листа ткани в форме восьмиугольника; на фиг.4 - раскрой листа ткани в форме «звезды» с четырьмя лучами.
Корпус защитного шлема содержит оболочку 1 (фиг.1, 2) из последовательно расположенных слоев ткани 2, 3 многоугольной формы, скрепленных связующим (на чертеже не показано). Один из слоев ткани 2 (фиг.3) выполнен в форме восьмиугольника, вписанного в квадрат 4, имеющего разрезы 5, выполненные в виде фигуры "Y," исходящими из углов восьмиугольника к центру.
Последующий слой 3 (фиг.4) имеет форму в виде «звезды» 6, вписанной в восьмиугольник 2, оси симметрии каждого луча 7 которой размещены между соседними разрезами 5 восьмиугольника 2.
Пример изготовления корпуса шлема
Корпус защитного шлема 1 формуют из слоев препрега «Кевлар 258 НРР» различной конфигурации. Один слой 2 имеет форму восьмиугольника, вписанного в квадрат 4 со стороной а=0,5 м, площадью Sм=0,2 м2. Слой 2 имеет разрезы 5 в виде фигуры, имеющей размеры: lm=е=0,15 м, α=90°, А=0,02 м. Разрезы 5 вырезаны по осям симметрии квадрата 4.
Второй слой 3 имеет форму в виде «звезды» 6 с четырьмя лучами 7, вписанной в восьмиугольник 2. «Звезда» строится по размерам: δ, в, с, е, где δ - диагональ квадрата; а - сторона квадрата в=δ:6; е=а:4; с=а:6. Оси симметрии каждого луча 7 размещают между соседними разрезами 5 восьмиугольника 2 (между нахлестами 8). При раскрое площадь заготовки в виде «звезды» 6 определяют по формуле:
Sз=Sм-n(Sн · 2), где
Sз - площадь заготовки в виде звезды;
Sм - площадь многоугольника 2 с разрезами 5;
Sн=Sм:16 - площадь нахлеста 8 при перегибе многоугольника 2 по разрезам 5 при выкладке; Sн=0,2:16=0,0125 м2;
n=4 количество лучей заготовки в виде звезды.
Sз=0,2-4(0,0125·2)=0,1 м2.
Слои выкладывают попарно.
Количество слоев и тип ткани (например, из высокомодульного высокопрочного волокна) в оболочке зависит от требуемого уровня защиты, в данном случае использовано 17 слоев ткани. В качестве связующего используют термореактивные или термопластичные смолы. Прессование последовательно уложенных слоев ткани со связующим в пресс-форме производят при температуре 175°С, давлении 5 кгс/см2 в течение 15 минут.
Вышеприведенный конкретный пример свидетельствует о промышленной применимости предлагаемого технического решения.
Были проведены испытания готового шлема динамической нагрузкой. Деформации шлема не наблюдалось.
Таким образом, предлагаемая конструкция корпуса защитного шлема обеспечивает надежную защиту головы от ударных нагрузок, он легок и удобен в эксплуатации и прост в изготовлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИТНОГО ШЛЕМА | 2002 |
|
RU2224207C1 |
| ЗАЩИТНЫЙ ШЛЕМ | 2003 |
|
RU2238507C1 |
| КОРПУС ЗАЩИТНОГО ШЛЕМА | 2002 |
|
RU2229088C2 |
| КОРПУС ЗАЩИТНОГО ШЛЕМА | 2003 |
|
RU2235963C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕШЛЕМА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БРОНЕШЛЕМ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2423059C1 |
| ЗАЩИТНЫЙ ШЛЕМ | 2003 |
|
RU2250432C1 |
| ШЛЕМ ЗАЩИТНЫЙ | 2004 |
|
RU2260164C1 |
| ПРЕПРЕГ И СТОЙКОЕ К УДАРУ И БАЛЛИСТИЧЕСКОМУ ВОЗДЕЙСТВИЮ ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2005 |
|
RU2304270C1 |
| Безлонжеронная лопасть винта вертолёта и способ её изготовления | 2018 |
|
RU2683410C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕШЛЕМА ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИТОВ И БРОНЕШЛЕМ ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2006 |
|
RU2328193C2 |
Изобретение относится к разработке защитных шлемов. Корпус защитного шлема включает оболочку из последовательно расположенных слоев ткани многоугольной формы, скрепленных связующим. Один из каждой пары слоев выполнен с разрезами в виде фигуры «Y», исходящими из углов многоугольника к центру, а последующий слой имеет форму звезды, оси симметрии каждого луча которой размещены между соседними разрезами многоугольника. Способ изготовления корпуса защитного шлема включает раскрой заготовок из ткани, прессование последовательно уложенных слоев со связующим при нагреве и давлении в пресс-форме. Слои выкладывают попарно. При раскрое площадь заготовки в виде «звезды» определяют по формуле: Sз-Sм-n(Sн·2), где Sз - площадь заготовки в виде звезды; Sм - площадь многоугольника с разрезами; Sн - площадь нахлеста при перегибе многоугольника по разрезам при выкладке; n - количество лучей звезды. Техническим результатом является обеспечение надежной защиты головы от ударных нагрузок при небольшом весе шлема. 2 н.п. ф-лы, 4 ил.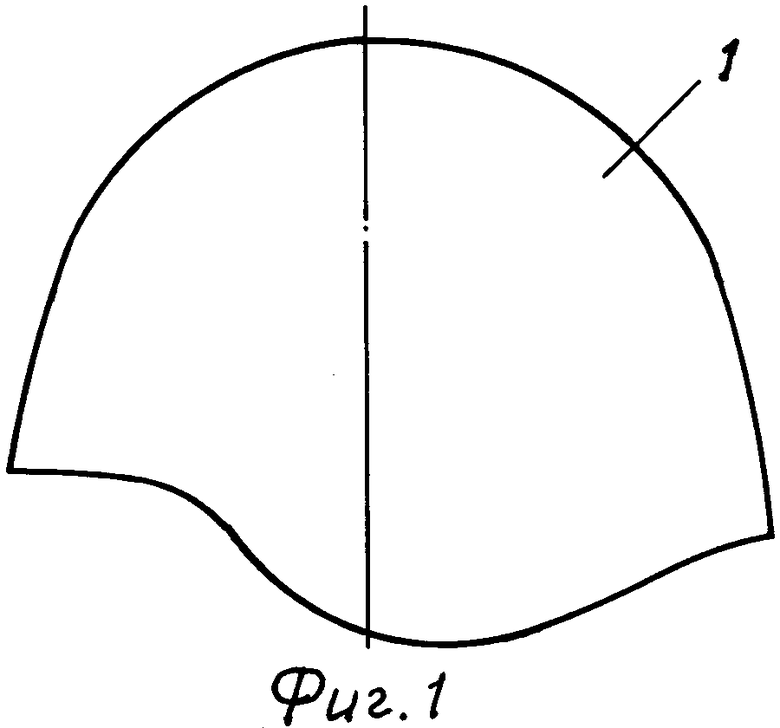
Sз=Sм-n(Sн· 2),
где Sз - площадь заготовки в виде звезды;
Sм - площадь многоугольника с разрезами;
Sн - площадь нахлеста при перегибе многоугольника по разрезам при выкладке;
n - количество лучей заготовки в виде звезды.
| Концевая фреза | 2015 |
|
RU2606133C1 |
| ШТАММ Bacillus licheniformis, ОБЛАДАЮЩИЙ ВЫРАЖЕННЫМ АНТАГОНИЗМОМ ПО ОТНОШЕНИЮ К Salmonella typhi, Staphyloccus aureus, Listeria monocytogenes И РЕЗИСТЕНТНОСТЬЮ К СТРЕПТОМИЦИНУ И НАЛИДИКСОВОЙ КИСЛОТЕ | 2012 |
|
RU2501851C1 |
| ФУРМА ДЛЯ ПРОДУВКИ жидкого МЕТАЛЛА | 0 |
|
SU184902A1 |
| Секциональный паровой котел двухкамерного типа с змеевиковыми коллекторами | 1925 |
|
SU2429A1 |
| ЗАЩИТНЫЙ ШЛЕМ | 1992 |
|
RU2019110C1 |

