(54) СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2012 |
|
RU2503524C1 |
| СПОСОБ ШЕВИНГОВАНИЯ-ПРИКАТЫВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2001 |
|
RU2224624C2 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2479389C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2008 |
|
RU2369469C1 |
| СПОСОБ ЗУБОИГЛОШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2446035C2 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2483845C1 |
| Способ образования стружечных канавок на конических зубчатых шеверах | 1973 |
|
SU513797A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1996 |
|
RU2098238C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| ЗУБОИГЛОШЕВЕР | 2010 |
|
RU2440217C1 |
I
Изобретение относится к машиностроению и может быть использовано в производстве цилиндрических зубчатых колес.
Известен способ отделочной обработки шевером, заключающийся в том, что заготовку и шевер, образующие между собой винтовую пару со скрещивающимися осями, взаимно обкатывают и сообщают заготовив возвратно-поступательное движение продольной подачи 1 .
Недостатком известного способа является искажение профиля зуба колеса в полюсной зоне из-за недостатка профильного скольжения при обработке.
Цель изобретения - обеспечение профильного скольжения в полюсе зацепления и повыщение качества обработки при параллельных осях зубчатого колеса инструмента.
Указанная цель достигается тем, что в известном способе при обратном ходе движения продольной подачи зубчатому колесу сообщают радиальное перемещение на величину 0,1-0,12т, где m - модуль зубчатого колеса, а инструменту сообщают дополнительное круговое движение.
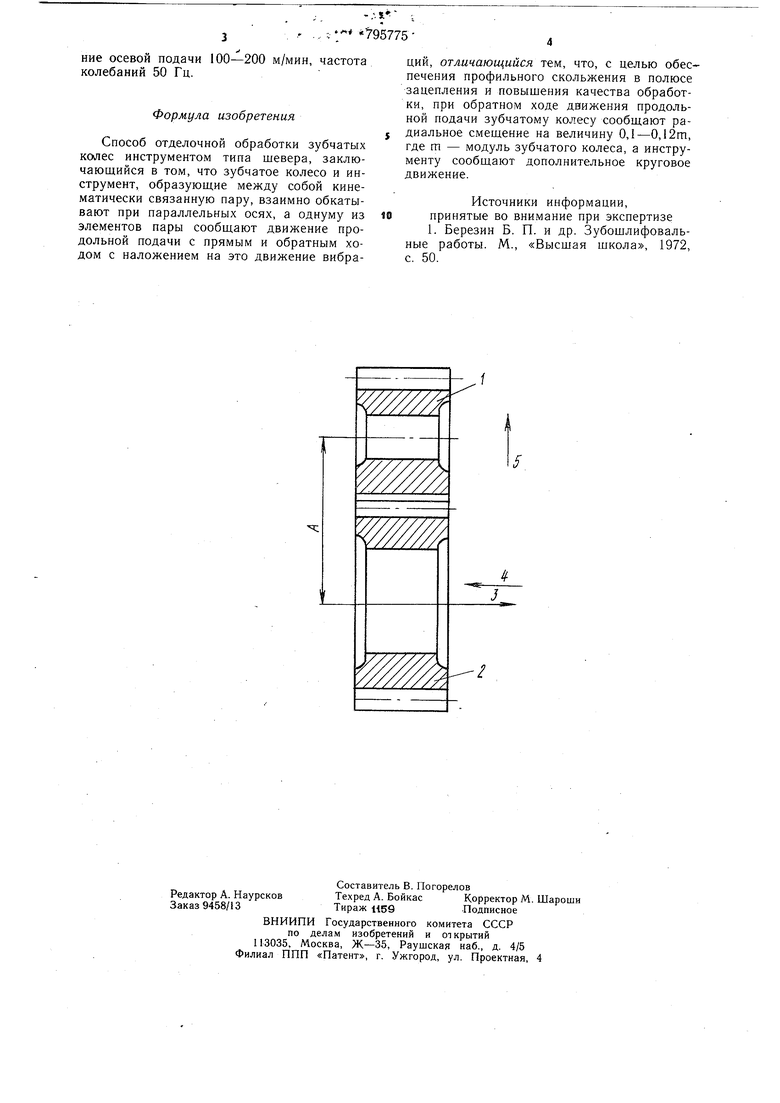
На чертеже представлено зацепление зубчатого колеса инструмента.
Зубчатое колесо 1 введено в зацепление с инструментом 2 при параллельных осях и межцентровом расстоянии А. В данном положении заготовка и инструмент представляют собой зубчатую пару. Затем колесу и инструменту сообщают кинематически связанные вращательные движения. Кроме того, одному из элементов пары, например инструменту, сообщают прямой по стрелке 3 и обратный по стрелке 4 ход движения осевой подачи, а другому элементу (зубчатому колесу) - радиальное смещение на 0,1-0,12 модуля по стрелке 5 при прямом ходе движения осевой подачи. При этом возникающий боковой зазор между зубьями инструмента и зубчатого колеса компенсируют дополнительным круговым движением инструмента.
Технология отделочной обработки заключается в следующем.
Инструмент (алмазный щевер) зацепляют с твердым зубчатым колесом. Частоту вращения устанавливают из расчета обеспечения скорости резания 2,5 м/cek, движение осевой подачи 100-200 м/мин, частота колебаний 50 Гц.
Формула изобретения
Способ отделочной обработки зубчатых колес инструментом типа шевера, заключающийся в том, что зубчатое колесо и инструмент, образующие между собой кинематически связанную пару, взаимно обкатывают при параллельных осях, а однуму из элементов пары сообщают движение продольной подачи с прямым и обратным ходом с наложением на это движение вибраций, отличающийся тем, что, с целью обеспечения профильного скольжения в полюсе зацепления и повышения качества обработки, при обратном ходе движения продольной подачи зубчатому колесу сообщают радиальное смещение на величину 0,1-0,12т, где m - модуль зубчатого колеса, а инструменту сообщают дополнительное круговое движение.
Источники информации, принятые во внимание при экспертизе 1. Березин Б. П. и др. Зубошлифовальные работы. М., «Высшая школа, 1972,
с. 50.
5
2
