Изобретение относится к размерной обработке материалов, а именно к резке листовых материалов, и может быть использовано в машиностроении, приборостроении при изготовлении деталей из тонких листов, например пластин магнитопроводов при производстве электрических машин и трансформаторов.
Известен способ вырезки деталей из листовых материалов при помощи лазера, когда на разрезаемый лист воздействуют движущимся сфокусированным лазерным лучом и соосной с лучом струей технологического газа, в качестве опоры для разрезаемого листа используют расположенные рядами заостренные пластины (ножи) или зубья [1].
Недостатками данного способа являются низкая точность обработки и низкое качество кромки реза при вырезке деталей из тонких листов. Это связано с тем, что разрезаемый лист прогибается между опорными ножами под собственным весом, под давлением лазерного резака или струи технологического газа. При этом искажается форма вырезаемой детали, кроме того, из-за изменения расстояния между фокусом лазерного луча и поверхностью листа происходит нарушение режима резки и ухудшение кромки реза.
Наиболее близким по технической сущности к заявляемому решению является способ [2], при котором разрезаемый лист располагают на трафарете, представляющем собой пластину со сквозным пазом (пазами), средняя линия паза повторяет контур вырезаемой детали. Трафарет изготовляют в виде отдельных фрагментов (например, для вырезки круга радиусом R на трафарете с шириной паза d изготовляют два фрагмента - пластину с отверстием в виде круга радиусом R+d/2 и круг радиусом R-d/2), которые затем закрепляют на общем основании. Ширина паза должна превышать ширину реза при вырезке детали для того, чтобы не происходило разрушение трафарета лазерным лучом.
Недостатком данного способа является его высокая трудоемкость, что связано с подгонкой расположения фрагментов при сборке трафарета, а также с выставлением трафарета на рабочем поле стола для совмещения контура реза и паза в системе координат стола.
Задачей изобретения является снижение трудоемкости процесса изготовления детали, сокращение времени и повышение точности изготовления детали.
Указанная задача решается тем, что способ лазерной резки деталей из тонких листовых материалов осуществляют следующим образом. Обрабатываемый лист располагают на пластине-трафарете и осуществляют вырезку детали по пазам трафарета сфокусированным лазерным лучом и струей технологического газа. Вырезку контура детали в стальной пластине-трафарете и в обрабатываемом листе осуществляют лазерным лучом поочередно, но по одной и той же управляющей программе, и при одинаковой ориентации контура в системе координат стола. Вырезку контура детали в пластине-трафарете производят в струе кислорода в режиме с развитым боковым горением (автогенном режиме), а параметры резки выбирают такими, чтобы ширина реза была равна диаметру струи кислорода. Если расстояние между соплом и поверхностью разрезаемой пластины не превышает диаметра сопла, то диаметр струи на поверхности пластины равен диаметру сопла, ширина реза также равна при этом диаметру сопла. Диаметр сопла d и зазор h между соплом и поверхностью пластины выбирают из соотношений 0,5tт<d<5tд, h≤d, где tт - толщина пластины-трафарета, tд - толщина обрабатываемого листа. Автогенный режим устанавливают, изменяя давление кислорода в камере резака, скорость резки, мощность излучения и положение фокуса луча относительно поверхности пластины. При условии, что ширина реза при вырезке трафарета превышает ширину реза при вырезке детали и выполняется соотношение 0,5tт<d<5tд, при вырезке детали излучение не взаимодействует с трафаретом и не происходит его разрушения, в то же время разрезаемый лист не прогибается и выполняются условия качественной резки.
Указанные признаки не выявлены в других технических решениях при изучении уровня данной области техники и, следовательно, решение является новым и имеет изобретательский уровень.
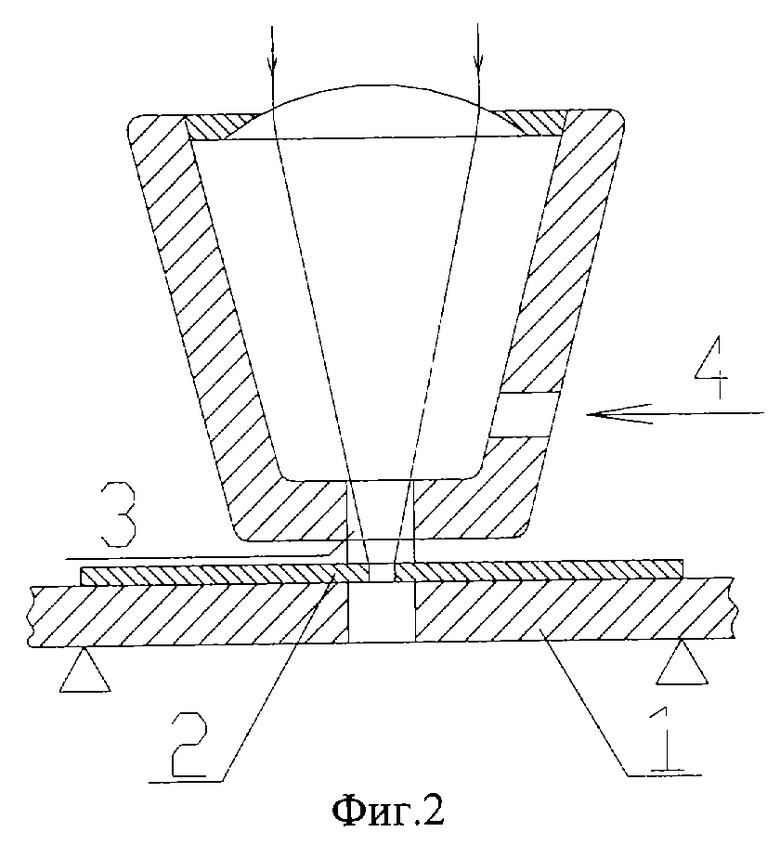
На фиг.1 показана вырезка паза в пластине трафарете; на фиг.2 - вырезка детали.
Способ осуществляется следующим образом.
В лазерном резаке устанавливают газовое сопло 3 нужного диаметра, при выборе диаметра сопла исходят из того, что ширина реза в автогенном режиме равна диаметру сопла. Устанавливают на рабочем поле стола тестовый образец - пластину из того же материала (углеродистая сталь) и такой же толщины, что и пластина-трафарет. Устанавливают необходимый зазор между соплом и пластиной и опытным путем определяют параметры резки - мощность излучения, скорость резки, давление кислорода в камере резака и положение фокуса луча относительно поверхности пластины, при которых реализуется автогенный режим резки. Для этого делают ряд резов при различных значениях указанных параметров. Подбор параметров начинают с повышения давления кислорода и/или уменьшения скорости резки относительно величин, соответствующих режиму качественного реза, при необходимости изменяют положение фокуса луча относительно поверхности пластины и повышают мощность излучения.
После определения параметров резки пластину-трафарет 1 закрепляют на рабочем поле стола и вырезают пазы. Пластину-трафарет закрепляют либо на опорных ножах лазерного раскройного стола, либо на пластине-основании с зазором по отношению к этому основанию. Точки крепления пластины-трафарета выбирают таким образом, чтобы они не попадали на контур детали, а после вырезки пазов все фрагменты пластины-трафарета оставались жестко фиксированными по отношению к опорным ножам стола или к пластине-основанию.
После вырезки пазов на пластине-трафарете закрепляют обрабатываемый лист 2, устанавливают параметры резки детали и вырезают деталь. Вырезку детали производят в режиме качественного реза, род газа 4 (инертный газ или активный газ) выбирают в зависимости от материала детали и требований к качеству кромки реза.
Пример осуществления способа выглядит следующим образом.
Материал детали - электротехническая сталь марки 3413, толщина листа - 0,5 мм. Материал пластины-трафарета - углеродистая сталь обыкновенного качества Ст.3, толщина пластины - 3 мм. Вырезка пазов в пластине-трафарете производится СO2 лазером при мощности излучения 1,2 кВт в автогенном режиме при давлении кислорода в камере резака 0,5 МПа, диаметре сопла резака 2 мм, скорости резки 0,7 м/мин.
Предлагаемый способ лазерной резки деталей из тонких листов позволяет повысить качество и точность реза деталей благодаря исключению прогиба обрабатываемого листа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Энергоэффективное устройство лазерной резки материалов | 2016 |
|
RU2698896C2 |
| Устройство лазерной резки материалов с рекуперацией отводимой тепловой энергии | 2020 |
|
RU2735153C1 |
| Способ лазерной резки тонколистового углепластика | 2018 |
|
RU2689346C1 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288084C1 |
| Способ изготовления деталей из листовой металлической заготовки на лазерном станке с ЧПУ | 2022 |
|
RU2783722C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПЬЕЗОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2413337C2 |
| СПОСОБ РЕЗКИ ТОЛСТЫХ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2007 |
|
RU2350445C1 |
| СПОСОБ ФИГУРНОЙ МНОГОСТРУЙНОЙ КИСЛОРОДНОЙ РЕЗКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2106232C1 |
| СПОСОБ ГАЗОЛАЗЕРНОЙ РЕЗКИ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ГАЗОЛАЗЕРНОЙ РЕЗКИ | 2011 |
|
RU2466842C1 |
| СПОСОБ ГАЗОЛАЗЕРНОЙ РЕЗКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2471600C1 |

Изобретение относится к размерной обработке материалов, а именно к резке листовых материалов, и может быть использовано в машиностроении, приборостроении при изготовлении деталей из тонких листов, например пластин магнитопроводов при производстве электрических машин и трансформаторов. Изобретение позволяет снизить трудоемкость процесса изготовления детали, сократить время и повысить точность изготовления детали. Обрабатываемый лист располагают на пластине-трафарете и осуществляют вырезку детали по пазам трафарета сфокусированным лазерным лучом и струей технологического газа. Вырезку контура детали в стальной пластине-трафарете и в обрабатываемом листе осуществляют лазерным лучом поочередно, но по одной и той же управляющей программе, и при одинаковой ориентации контура в системе координат стола. Вырезку контура детали в пластине-трафарете производят в струе кислорода в режиме с развитым боковым горением. Параметры резки выбирают такими, чтобы ширина реза была равна диаметру струи кислорода. 2 ил.
Способ лазерной резки деталей из тонких листов, по которому обрабатываемый лист располагают на пластине-трафарете, размещенной на координатном столе, и осуществляют вырезку детали по пазам трафарета сфокусированным лазерным лучом в струе технологического газа, истекающей из соосного с лучом сопла, отличающийся тем, что резку контура детали в пластине-трафарете и в обрабатываемом листе лазерным лучом осуществляют поочередно, но по одной и той же управляющей программе и при одинаковом положении контуров в системе координат стола, причем резку контура детали в пластине-трафарете производят в струе кислорода в режиме с развитым боковым горением, а параметры резки выбирают такими, чтобы ширина реза была равна диаметру струи кислорода, диаметр сопла d и зазор h между соплом и поверхностью пластины выбирают из соотношений 0,5tт<d<5tд, h≤d, где tт - толщина пластины-трафарета, tд - толщина обрабатываемого листа.
| J.Powell | |||
| СО Laser Cutting | |||
| Springer-Verlag, 1998, Р.145 | |||
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1992 |
|
RU2034687C1 |
| US 6113835 А, 05.09.2000 | |||
| US 5051559 А, 24.09.1991 | |||
| DE 1964837, 01.12.1998 | |||
| DE 4223180, 20.01.1994. | |||
