Изобретение относится к машиностроению и может быть использовано для лазерной резки с целью оперативного и высокоточного изготовления сложноконтурных деталей из листовой заготовки.
Известен ряд технических решений, суть которых сводится к тому, что на поверхность листовой заготовки подают сфокусированное лазерное излучение и струю газа, заготовку перемещают в плоскости фокуса, нормально к оси оптической системы [см. B.C.Коваленко, В.В.Романенко, Л.М.Олещук "Малоотходные процессы резки лучом лазера".-К.: Техника. 1987. -стр.10].
В этом случае реализуется процесс газолазерной резки, состоящий из двух этапов: прожига первичного отверстия в материале и формирования зоны реза за счет перемещения заготовки по заданному контуру.
Размерное соответствие вырезанных деталей определяется величиной и направлением осевого смещения фокальной плоскости фокусирующей системы относительно поверхности разрезаемой заготовки. Из-за изгиба заготовки, вызываемого термическими деформациями и высвобождением внутренних напряжений в материале, при резке меняется местоположение фокальной плоскости относительно поверхности материла, что вызывает изменение ширины и глубины реза.
Основной задачей, решаемой при лазерной резке, для получения высокого качества обрабатываемых деталей, является обеспечение постоянства фокусного расстояния линзы резака относительно поверхности заготовки. Достигается это за счет стабилизации зазора между торцом сопла резака и поверхностью разрезаемой заготовки. Стабильный зазор между подпружиненным резаком и поверхностью заготовки получают путем создания в зазоре воздушной подушки либо дополнительной подачи газа в замкнутую кольцевую полость вокруг сопла [патент России №1787321, В 23 К 26/14 «Способ лазерной резки и устройство для его осуществления», опубл.15.07.1994 г.].
Недостаток вышеуказанного способа заключается в том, что баланс сил, создаваемых пружиной резака и давлением воздуха в зазоре между соплом и поверхностью заготовки, за счет которого стабилизируется фокусное расстояние линзы резака, нарушается в процессе резки из-за изменения среднего значения площади заготовки вокруг сопла при вырезании нескольких рядом близко расположенных деталей. Пружина резака совершает релаксационные автоколебания и дестабилизирует фокусное расстояние, что в свою очередь вызывает изменение ширины реза и, соответственно, размеры последующей детали отличаются от предыдущей.
Известен также способ лазерной обработки, принятый за прототип, при котором на листовую заготовку через сопло резака подают сфокусированное лазерное излучение с заданным фокусным расстоянием и поток газа, и осуществляют относительное перемещение резака по поверхности обрабатываемой заготовки вдоль плоскости обработки, обеспечивая постоянный прижим резака к поверхности обрабатываемого материала, при этом перед обработкой измеряют среднестатистический предел величины изгиба заготовки, которую укладывают на подпружиненную платформу, заданное фокусное расстояние корректируют [патент России №2112636, В 23 К 26/08 «Способ лазерной обработки и устройство для его осуществления», опубл.10.06.1998 г.].
Недостаток указанного способа, выбранного в качестве прототипа, заключается в ограниченном диапазоне толщин и наличии максимального среднестатистического предела величины изгиба разрезаемых заготовок. При вырезке малоразмерных деталей из тонколистовых заготовок, а также резке листовых материалов с высоким уровнем внутренних напряжений происходит изгиб заготовки, скомпенсировать который корректировкой фокусного расстояния по заявляемому соотношению не удается.
Техническим результатом заявленного способа является повышение точности лазерной резки путем обеспечения стабильного положения плоскости фокусировки линзы резака, в процессе резки по всей поверхности листовой заготовки, т.е. обеспечение практически постоянной величины зазора между соплом резака и поверхностью заготовки.
Указанный технический результат достигается тем, что в способе лазерной резки, при котором на листовую заготовку через сопло резака подают сфокусированное лазерное излучение с заданным фокусным расстоянием и поток газа, перед резкой измеряют среднестатистический предел величины изгиба заготовки и закрепляют заготовку на платформе стола, например, за два противоположных края затем растягивают, создавая растягивающие напряжения, определяемые соотношением
σpχ≤σyGV, где
σр - растягивающие напряжения, создаваемые в заготовке, МПа;
χ - температуропроводность материала заготовки, мм2/с;
σу - предел упругости материала заготовки, МПа;
G - среднестатистический предел величины изгиба заготовки, мм;
V - скорость резки, мм/с,
после чего заготовку перемещают под лучом по заданному контуру.
Для осуществления способа, выбранного в качестве прототипа, используют устройство для лазерной резки, содержащее лазер, зеркало, резак и стол. В устройстве предусмотрена также платформа для заготовки, выполненная с возможностью перемещения и установленная на столе посредством пружин, кроме того, на нижней части платформы установлены микровыключатели, обеспечивающие аварийный останов лазерной установки при опускании платформы ниже предельно допустимого уровня [патент России №2112636, В 23 К 26/08 «Способ лазерной обработки и устройство для его осуществления», опубл.10.06.1998 г.].
Недостатком устройства-прототипа являются его ограниченные функциональные возможности, связанные с постоянным контактом резака с поверхностью заготовки. Резак, установленный на поверхности заготовки с поджатием, неизбежно вызывает задиры и смещение фокального пятна. Платформа, выполненная с возможностью перемещения, не обеспечивает перпендикулярности оси луча к поверхности заготовки, что снижает качество реза и часть обработанных деталей не соответствует необходимым требованиям. К тому же резак, установленный на поверхности заготовки с поджатием, лишает лазерную резку важного достоинства - бесконтактности процесса.
Техническим результатом заявленного устройства является повышение точности лазерной резки при практически постоянной величине зазора между соплом резака и поверхностью заготовки путем обеспечения стабильного положения плоскости фокусировки линзы резака в процессе резки по всей поверхности листовой заготовки.
Указанный технический результат достигается тем, что в устройстве для лазерной резки, содержащем лазер, зеркало, резак, платформу с зажимами для разрезаемой заготовки, платформа дополнительно содержит резьбовые направляющие, которые представляют собой винтовые пары с лево- и правосторонней резьбой, при этом координатный стол управляется системой ЧПУ, связанной с информационно-вычислительной системой, например с компьютером через программный модуль, корректирующий контур реза пропорционально создаваемым в материале деформациям.
Сущность предлагаемого технического решения заключается в предварительном натяжении листовой заготовки и создании растягивающих напряжений, которые исключают изгиб заготовки в процессе вырезания деталей и дальнейшем перемещении заготовки под лучом по заданному контуру.
Как известно из физики твердого тела [А.Г. Аленицын, Е.И. Бутиков, А.С.Кондратьев, "Краткий физико-математический справочник". - М.: Наука, 1990, стр.224] растягивающее напряжение σр в листовой заготовке прямо пропорционально силе F и обратно пропорционально сечению S, т.е. σр=F/S. Если левую и правую части этого равенства умножить на объем заготовки W=SL, то равенство не изменится, имеем SLσр=FL или М=σрW.
Совершенно очевидно σр не должно превышать уровня упругих деформаций σу, иначе вырезаемые из листовой заготовки детали будут иметь искаженную геометрию за счет пластической деформации, т.е. σр≤σр. Упругая деформация σу определяется законом Гука: σу=Еε, где Е - модуль нормальной упругости, ε - относительное удлинение.
Закон Гука справедлив в области линейной деформации, когда объем заготовки постоянен и свойства материала неизменны. В нашем случае объем и свойства заготовки непостоянны, неравенство σр≤σу следует дополнить (усилить) безразмерным параметром, учитывающим динамику процесса лазерной резки и связывающим свойства материала и режимы резания.
Исследование и оптимизация режимов резания, также анализ размерностей позволил установить, что произведение среднестатистического предела величины изгиба заготовки G на скорость резки V близко к величине температуропроводности χ исследуемых материалов, т.е. GV/χ≤1.
Тогда можно записать σр≤GVσy.
Для более полного объяснения сущности решаемой задачи, обеспечивающей повышение точности вырезания деталей из листовой заготовки, воспользуемся представлениями о стационарных диссипативных структурах [А.Ю. Лоскутов, А.С.Михайлов, "Введение в синергетику" - М.: Наука. 1990, стр.86-88].
Листовая заготовка без натяга в процессе вырезания из нее деталей приобретает свойство неравновесной активной среды, в которой помимо локального высвобождения энергии и фрагментов самой среды имеется дальнодействующая обратная связь, осуществляемая через упругую деформацию. Согласно теории самоорганизации структур в неравновесных физических системах искомая заготовка должна эволюционировать из исходного в новое стационарное состояние. Сценарий перехода определяется свойствами материала листовой заготовки (G, χ, Е) и скоростью распространения возбуждения, которую можно отождествить со скоростью лазерной резки (V). В процессе физического моделирования было установлено, что исходный случайно ориентированный, малоразмерный изгиб листовой заготовки трансформируется в процессе вырезания из нее деталей, в крупноразмерную структуру седдовидного типа. В декартовых координатах такая поверхность второго порядка описывается уравнением гиперболического параболоида [Корн Г., Корн Т. "Справочник по математике для научных работников и инженеров", - М.: Наука. 1978, стр.90 - 92]:
z=x2/a-y2/b,
где а и b - коэффициенты на соответствующих осях, определяющие размер заготовки.
На основании вышеизложенного можно констатировать, что в процессе лазерной резки без предварительного натяга плоскость заготовки постоянно изменяет свое пространственное положение. Кардинально решить эту проблему можно путем предварительного натяжения заготовки по заявляемому соотношению.
При этом σр не должно превышать σу, а отношение GV/χ должно быть близко к единице. При этом среднестатистический изгиб заготовки определяют путем измерения деформации каждой заготовки во взаимно перпендикулярных направлениях и вычисляют значение «G».
Предложенные изобретения иллюстрируются чертежом, где изображено устройство для лазерной резки, реализующее указанный способ.
Устройство содержит источник лазерного излучения 1, генерирующий лазерный луч 2, зеркало 3, фокусирующую линзу 4, резак 5, в который подается технологический газ 6, разрезаемую заготовку 7, платформу 8 с зажимами 9 в виде горизонтальной прорези с вертикально расположенными болтами, а также резьбовыми направляющими 10, которые представляют собой винтовые пары с лево- и правосторонней резьбой, координатный стол 11 на котором установлена платформа 8, при этом координатный стол 11 управляется системой ЧПУ 12, связанной с источником лазерного излучения 1 и с информационно-вычислительной системой, например с компьютером 13, через программный модуль 14, корректирующий контур реза пропорционально создаваемым в материале деформациям.
Перед лазерной резкой измеряют среднестатистический предел изгиба заготовки 7, кладут ее на платформу 8, зажимают, например, за противоположные края с помощью зажимов 9 и растягивают посредством резьбовых направляющих 10. Момент силы (М) натяга последних устанавливают по величине требуемых растягивающих напряжений (σр) из заявляемого соотношения.
Пример. Лазерную вырезку сложноконтурных деталей выполняли из заготовок размером 200 на 300 мм с точностью позиционирования 0,05 мм излучением YAG-лазера модели ЛТН - 103 на координатном столе, оснащенном ЧПУ «ТИКСИ -ЗООМ» с управлением от компьютера IBM через последовательный интерфейс.
Лазерный резак содержал объектив с фокусным расстоянием 50 мм, диаметр сопла составлял 1,2 мм, а зазор между срезом сопла и поверхностью заготовки 1,0 мм. В резак подавали очищенный воздух давлением до 0,3 МПа. Заглубление фокуса относительно поверхности заготовки устанавливали на уровне 1/3 от толщины разрезаемого материала.
Среднестатистический изгиб определяли путем измерения заготовок с помощью индикатора типа «ИЧ» ГОСТ 577 - 68 на этапе физического моделирования.
Чертежи вырезаемых деталей создавали в программной среде AutoCAD - 2002, дооснащенной программным модулем пересчета ширины реза и декодировки полученного файла в коды системы ЧПУ, для управления координатным столом.
Вырезали детали типа контровочных шайб, замков, прокладок площадью от 400 до 1000 мм2 из сталей: 12Х18Н10Т, 65Г, Ст20, толщиной от 0,2 до 1,5 мм при следующих режимах:
мощность излучения 100-180 Вт;
скорость резания 150-250 мм/мин;
давление воздуха 0,1-0,3 МПа;
ширина реза 0,1-0,3 мм.
Результаты экспериментального подтверждения заявляемого соотношения приведены в таблице.
Как видно из таблицы, создание в листовой заготовке растягивающих напряжений в соответствии с заявляемым соотношением обеспечивает поддержание постоянным фокусного расстояния в процессе резания на всей поверхности заготовки, позволяет изготавливать качественные детали без отклонений от заданных размеров, т.е. получать практически 100% годных деталей из каждой заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Энергоэффективное устройство лазерной резки материалов | 2016 |
|
RU2698896C2 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2112636C1 |
| Способ изготовления деталей из листовой металлической заготовки на лазерном станке с ЧПУ | 2022 |
|
RU2783722C1 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ ДЕТАЛЕЙ ИЗ ТОНКИХ ЛИСТОВ | 2002 |
|
RU2225782C1 |
| Устройство лазерной резки материалов с рекуперацией отводимой тепловой энергии | 2020 |
|
RU2735153C1 |
| Способ лазерной резки тонколистового углепластика | 2018 |
|
RU2689346C1 |
| Устройство для лазерной обработки материалов | 1990 |
|
SU1738559A1 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU1787321C |
| СПОСОБ ГАЗОЛАЗЕРНОЙ РЕЗКИ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2008 |
|
RU2382693C1 |
| СПОСОБ ХУДОЖЕСТВЕННОЙ РЕЗКИ | 1992 |
|
RU2060907C1 |
Изобретение относится к лазерной обработке, в частности к способу лазерной резки и устройству для его осуществления, и может быть использовано в машиностроении для оперативного и высокоточного изготовления сложноконтурных деталей из листовой заготовки. Перед резкой измеряют среднестатистический предел величины изгиба заготовки (7). Затем заготовку закрепляют и растягивают, создавая растягивающие напряжения, определяемые соотношением σpχ≤σyGV, где σр - растягивающие напряжения, создаваемые в заготовке, МПа, χ - температуропроводность материала заготовки, мм2/с, σу - предел упругости материала заготовки, МПа, G - среднестатистический предел величины изгиба заготовки, мм, V - скорость резки, мм/с. На листовую заготовку (7) через сопло резака (5) подают сфокусированное лазерное излучение (1) с заданным фокусным расстоянием и поток газа (6) и перемещают ее под лучом по заданному контуру. Устройство содержит источник лазерного излучения (1), зеркало (3), резак (5), платформу (8) с зажимами (9) для заготовки (7). Платформа (8) установлена на координатном столе (11) и содержит резьбовые направляющие (10) для растяжения заготовки (7), которые представляют собой винтовые пары с лево- и правосторонней резьбой. Координатный стол (11) управляется системой ЧПУ (12), связанной с источником лазерного излучения (1) и с информационно-вычислительной системой (13) через программный модуль (14), корректирующий контур реза пропорционально создаваемым в материале деформациям. Техническим результатом от использования изобретений является повышение точности лазерной резки за счет обеспечения по всей поверхности листовой заготовки стабильного положения плоскости фокусировки линзы резака в процессе резки и обеспечения практически постоянной величины зазора между соплом резака и поверхностью заготовки. 2 н.п.ф-лы, 1 ил, 1 табл.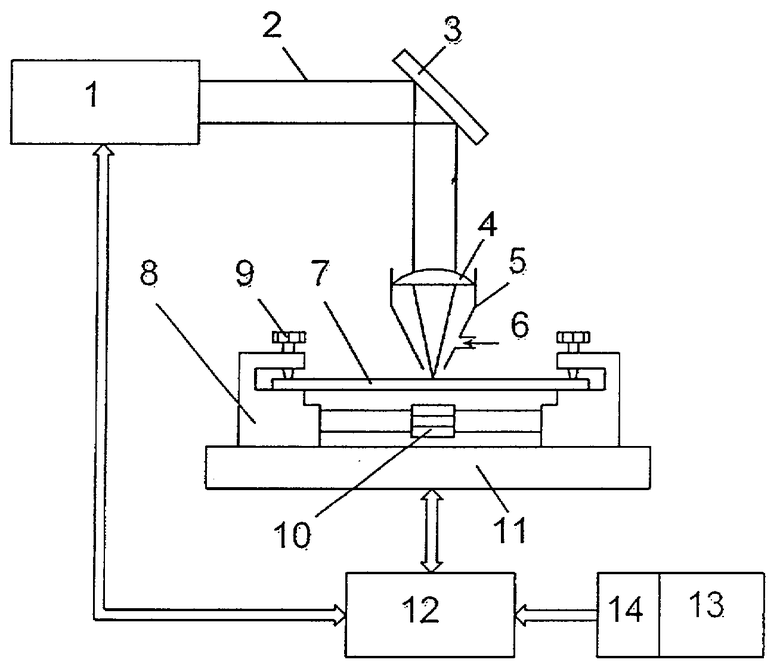
σpχ≤σyGV,
где σр - растягивающие напряжения, создаваемые в заготовке, МПа;
χ - температуропроводность материала заготовки, мм2/с;
σу - предел упругости материала заготовки, МПа;
G - среднестатистический предел величины изгиба заготовки, мм;
V - скорость резки, мм/с.
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2112636C1 |
| RU 2062196 C1, 20.06.1996 | |||
| ОПТИКО-ФОКУСИРУЮЩАЯ СИСТЕМА С НЕСООСНОЙ ФОКУСИРУЮЩЕЙ ОПТИКОЙ | 1997 |
|
RU2111100C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СВАРКИ ЛИСТОВ В СВАРНУЮ ЛИСТОВУЮ ЗАГОТОВКУ ПОСРЕДСТВОМ ЛАЗЕРА | 1993 |
|
RU2150362C1 |
| JP 4028478 A, 31.01.1992 | |||
| JP 3128184 A, 31.05.1991. | |||

