Изобретение относится к способу газолазерной резки композиционных материалов и может быть применено в авиационной и ракетно-космической технике. Преимущественная область использования изобретения - использование способа при изготовлении сверхлегких каркасов солнечных батарей и элементов конструкций космических аппаратов из композиционных материалов.
Предлагаемое изобретение относится к технологии размерной обработки тонколистовых углепластиков. Конструкционные свойства углепластиков значительно выше чем у традиционных авиационных материалов, однако углепластики являются одними из самых сложнообрабатываемых, т.к. представляют собой композиционный материал на основе полимерной матрицы с температурой разложения 370-450°С и высокоабразивного наполнителя - угольного волокна с температурой разложения 1600-2000°С. Предлагаемый способ позволяет решить проблему размерной обработки углепластика толщиной от 0,1 до 1,5 мм.
Известен способ лазерной резки композиционного материала на основе углеродного волокна и эпоксидной смолы с применением лазеров (патент США №5500505, Кл. МПК В23К 26/00, 1996 г.). Для реализации указанного способа используется лазер на алюмоиттриевом гранате (YAG) с неодимом (Nd), работающий в режиме модуляции добротности с высокой пиковой мощностью при высокой частоте импульсов.
Основным недостатком данного способа является сложность его реализации - сложная технологическая схема, одновременная резка на двух длинах волн, разброс излучения 1-й, 2-й и 3-й гармоник по мощности и соответственно рост потерь. Для резки используется лазер малой мощности (40 Вт), что предопределяет высокое время обработки и ограничивает применимость способа для резки углепластика толщиной до 0,7 мм. Кроме того, способ не рассматривает технические аспекты резания такие как технологичность, резка тонколистовых материалов (их провисание в процессе резки), проблему фиксации заготовки и точность обработки.
Наиболее близким, выбранным в качестве прототипа, является способ лазерной резки деталей из тонких листов (патент РФ №2225782, Кл. МПК В23К 26/38, 2002 г.). Для его реализации разрезаемый лист располагают на трафарете (шаблоне), представляющим собой пластину со сквозным пазом, размещенным на координатном столе. Вырезку детали осуществляют сфокусированным лазерным лучом по пазам трафарета, а резку контура детали и резку самой детали осуществляют поочередно по одной программе. Причем в качестве пластины-трафарета используется лист металла, резку которого производят в струе кислорода.
Однако данный способ имеет ряд недостатков. Он является весьма дорогим ввиду высокой стоимости металлического трафарета. В случае вырезки сложного контура с близко расположенными линиями реза трафарет частично деформируется от местного перегрева в следствии использования металлического трафарета. Вырезанные замкнутые контуры деталей в процессе резки могут смещаться, что приводит к браку вырезаемой детали.
При резке углепластика зона термического влияния (дефект кромки реза) весьма значительна, т.к. используется непрерывное лазерное излучение
Задачей изобретения является минимизация дефекта кромки реза (получение минимальной зоны термического влияния), исключение деформации подложки-трафарета и исключение возможности смещения внутренних элементов подложки-трафарета.
Сущность изобретения заключается в следующем.
1. Способ резки тонколистового углепластика, включающий укладку заготовки углепластика на подложку-трафарет с вырезанным контуром детали, подачу соосно с лазерным лучом технологического газа и его перемещение по заданной траектории, отличающийся тем, что лазерный луч, (убрать запятую) подают импульсами с частотой 100-5000 Гц и скважностью 3,0-1,25, при этом контур детали выполняется с перемычками.
2. Способ по п. 1, отличающийся тем, что в качестве материала подложки-трафарета используется листовой материал ДВП (оргалит), ПВХ или КАСТ.
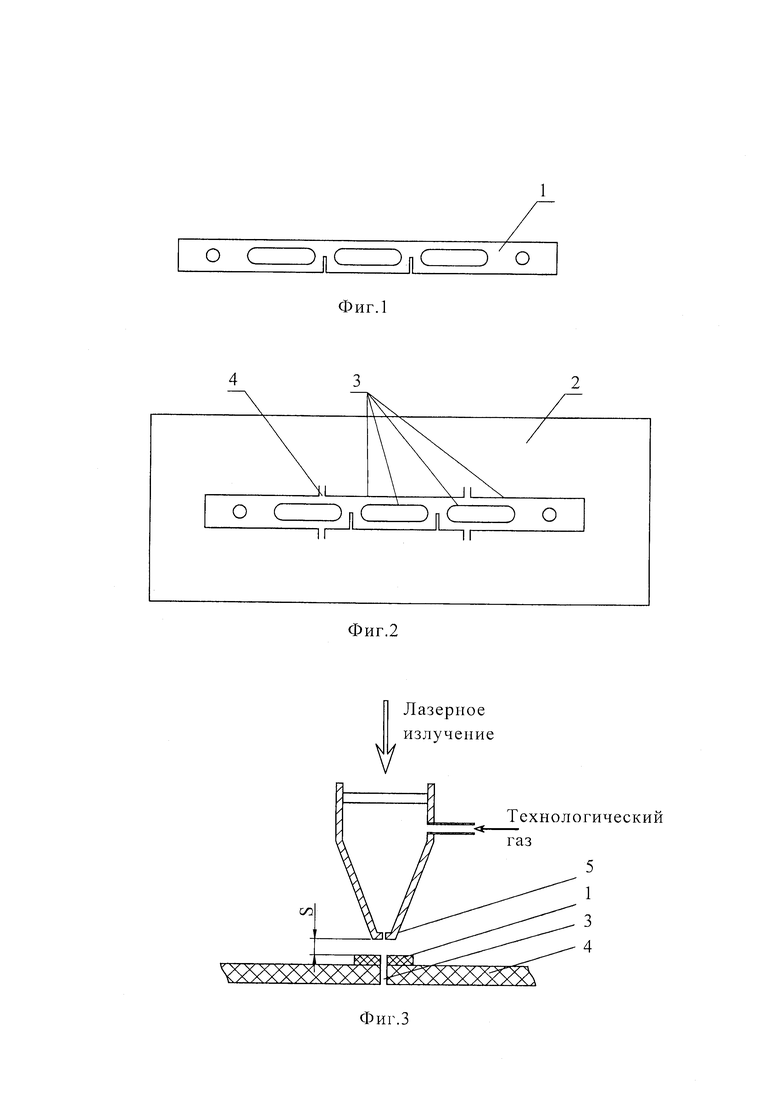
Пример характерной углепластиковой детали 1 каркаса солнечных батарей космического аппарата приведен на фиг. 1.
Способ включает укладку заготовки тонколистового углепластика на подложку-трафарет 2 с заранее прорезанным контуром детали 3, который имеет перемычки 4 (представлен на фиг. 2), подачу через сопло 5, соосно с лазерным лучом, технологического газа (схема представлена на фиг. 3), перемещение лазерного луча по заданной траектории и подачу лазерного излучения в виде импульсов.
В качестве подложки используется плоский материал, например, лист ДВП (оргалит) толщиной 3-6 мм. Подложка 2 должна исключать провисание и устанавливается на опорные элементы (штыри) стола лазерной установки. Обработка тонколистового углепластика происходит в 2 этапа.
На первом этапе на столе лазерного комплекса устанавливается и жестко крепится подложка 2 в которой выполняется вырезка контура 3 обрабатываемой детали. Жесткая фиксация подложки позволяет осуществлять лазерную резку с точностью, которую обеспечивает станок с ЧПУ. Для предотвращения выпадения внутренних замкнутых контуров в процессе резки через каждые 100-300 мм выполняется разрыв контура - перемычка 4. Ширина перемычки выбирается в зависимости от толщины материала от 0,5 до 3 мм.
На втором этапе на подложку накладывается и фиксируется, например, бумажным скотчем, заготовка тонколистового углепластика, после чего осуществляется вырезка детали импульсным лазерным излучением. После окончания лазерной резки перемычки на вырезанной детали удаляются вручную механическим способом. Резка тонколистового углепластика толщиной h=0,4-1,5 мм осуществлялась одномодовым импульсным лазерным излучением с длиной волны λ=1,07 мкм мощностью Р=300-700 Вт. Частота следования импульсов от 100 до 5000 Гц, скважность импульсов 3,0-1,25. В качестве технологического газа использовался воздух. Минимальная зона термического влияния обеспечивалась комплексом технологических приемов:
- резка осуществлялась импульсным лазерным излучением, что позволяет максимально увеличить охлаждение зоны резания;
- резка осуществлялась на жесткой подложке, что исключало провисание материала заготовки и тем самым обеспечивалась стабильность расстояния «сопло - материал»;
- резка осуществлялась на подложке с низким коэффициентом теплопроводности;
- резка осуществлялась одномодовым лазерным излучением, что позволяло получить максимально возможную плотность мощности (интенсивность) излучения;
- мощность излучения и скорость резания подбиралась для каждой толщины материала таким образом, что выбранный режим является предельным, т.е. их изменение на 5% (уменьшение мощности излучения или увеличение скорости резки) приводит к частичному или полному непрорезанию материала.
Дополнительно поверхность материала охлаждалась потоком технологического газа, подаваемого коаксиально с лазерным излучением. Для улучшения отвода теплоты потоком технологического газа расстояние S «сопло - материал» выбиралось равным 5-6 мм, а давление технологического газа, на входе в фокусирующую лазерную головку р=2-4 атм., при диаметре отверстия сопла 1 мм.
Реализация предложенного способа обработки тонколистового углепластика представляет собой серийноспособную технологию и может быть применена для изготовления комплектующих каркаса солнечных батарей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматизированного раскроя кварцевых и кремнеземных тканей методом газолазерной резки | 2022 |
|
RU2781187C1 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ ДЕТАЛЕЙ ИЗ ТОНКИХ ЛИСТОВ | 2002 |
|
RU2225782C1 |
| Энергоэффективное устройство лазерной резки материалов | 2016 |
|
RU2698896C2 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ | 1990 |
|
SU1743097A3 |
| Устройство лазерной резки материалов с рекуперацией отводимой тепловой энергии | 2020 |
|
RU2735153C1 |
| ЭЛЕКТРОД ИОННОГО ДВИГАТЕЛЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2692757C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПЬЕЗОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2413337C2 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288084C1 |
| СПОСОБ ГАЗОЛАЗЕРНОЙ РЕЗКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2471600C1 |
| Способ изготовления деталей из листовой металлической заготовки на лазерном станке с ЧПУ | 2022 |
|
RU2783722C1 |
Изобретение относится к способу лазерной резки тонколистового углепластика и может быть применено в авиационной и ракетно-космической технике. Технический результат изобретения заключается в обеспечении высокой точности обработки при минимальном дефекте кромки реза (минимальной зоне термического влияния). Способ включает укладку заготовки углепластика на подложку-трафарет с вырезанным контуром детали, подачу лазерного луча импульсами с частотой 100-5000 Гц и скважностью импульсов 3,0-1.25 соосно с технологическим газом и его перемещение по заданной траектории. Контур детали выполняют с перемычками. В качестве материала подложки-трафарета используют листовой материал ДВП, ПВХ или КАСТ. 1 з.п. ф-лы, 3 ил., 1 пр.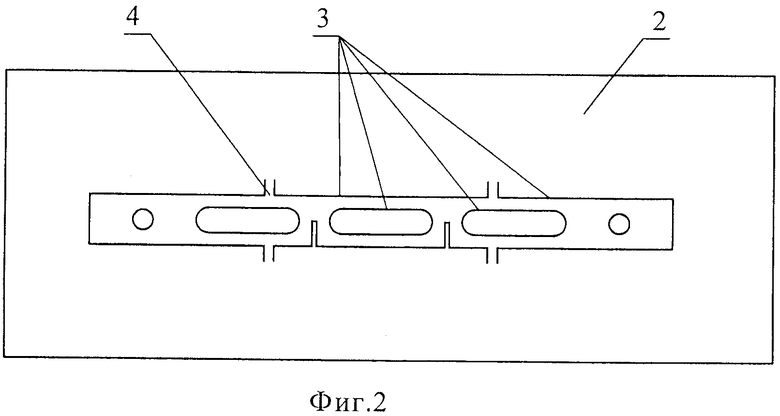
1. Способ лазерной резки тонколистового углепластика, включающий укладку заготовки углепластика на подложку-трафарет с вырезанным контуром детали, подачу соосно с лазерным лучом технологического газа и перемещение луча по заданной траектории, отличающийся тем, что лазерный луч подают импульсами с частотой 100-5000 Гц и скважностью импульсов 3,0-1,25, при этом контур детали выполняют с перемычками.
2. Способ по п. 1, отличающийся тем, что в качестве материала подложки-трафарета используют листовой материал ДВП, ПВХ или КАСТ.
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ ДЕТАЛЕЙ ИЗ ТОНКИХ ЛИСТОВ | 2002 |
|
RU2225782C1 |
| СПОСОБ ГАЗОЛАЗЕРНОЙ РЕЗКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2471600C1 |
| SU 1815889 A1, 27.02.1996 | |||
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2528287C2 |
| Приспособление для формовки котлет | 1928 |
|
SU11830A1 |
| Триер | 1926 |
|
SU5706A1 |
| JP 9019787 A, 21.01.1997 | |||
| JP 61269994 A, 29.11.1986 | |||
| JP 63174795 A, 19.07.1988. | |||

