Изобретение относится к способу изготовления бумажной ткани и/или схожего с бумажной тканью материала для туалетной бумаги, носовых платков, кухонной бумаги или т.п., а также к изготовленной этим способом бумажной ткани и/или схожему с бумажной тканью материалу.
Бумажная ткань и/или схожий с бумажной тканью материал находит разнообразное применение. Из подобных материалов изготовляют, например, туалетную бумагу, носовые платки, кухонную бумагу, столовые салфетки, бумажные скатерти, впитывающие вкладыши, бумажные полотенца, салфетки для стирания пыли, салфетки для чистки и многие другие изделия.
В смысле изобретения под бумажной тканью понимают изделие, соответствующее DIN 6730. Согласно этим нормам, бумажная ткань - это изделие, полностью или преимущественно состоящее из целлюлозных волокон, крепируемое тонким и мягким крепированием и с закрытой структурой на бумагоделательной машине с содержанием сухого вещества более 90%, состоящее из одного или нескольких слоев, обладающее особой впитывающей способностью, имеющее перед крепированием плотность отдельного слоя <25 г/м2 и растяжение в мокром состоянии после крепирования >5%.
В смысле изобретения под схожим с бумажной тканью материалом понимают материал, который в отличие от бумажной ткани изготовляют за счет изменений в процессе сушки. По DIN 6730 схожий с бумажной тканью материал - это изделие преимущественно из целлюлозных волокон с грубым и мягким крепированием и открытой структурой, которое крепируют насухо в бумагоделательной машине и которое состоит из одного или нескольких слоев, причем плотность одного слоя перед крепированием составляет <25 г/м2, а растяжение в мокром состоянии одного слоя после крепирования >25%. Материал может быть изготовлен также из макулатуры.
Для успеха этих продуктов у конечного потребителя необходимо, в частности, оптимизировать их свойства, такие, как прочность, объем, гриф, оптические свойства, такие, как, например, дизайн тиснения или дизайн печати, и, в частности, впитывающая способность.
Для достижения нужных свойств конечных продуктов, таких, как туалетная бумага и т.п., известна обработка применяемых в качестве исходного материала бумажных тканей и/или схожих с бумажной тканью материалов на позиции каландрирования. Этим можно оказать влияние на поверхностную структуру исходного материала, в частности в отношении мягкости, гладкости и объема. У этого способа исходные материалы пропускают между, по меньшей мере, двумя вращающимися, как правило, навстречу друг другу валиками, причем между этими обоими валиками имеется зазор, регулируемый в отношении нужного свойства конечных продуктов.
В частности, на впитывающую способность, прежде всего на ее увеличение, этот способ не оказывает почти никакого влияния.
Далее для достижения нужных свойств известно использование не позиции каландрирования, а, напротив, устройства. Подобные способы тиснения используют преимущественно на уже предварительно дублированных слоях материала с тем, чтобы оказать влияние на оптические и объемные свойства, а также по причинам сцепления слоев. Здесь находят применение, в частности, два способа, а именно так называемое тиснение способом „Union" и тиснение резиностальным способом. При тиснении способом „Union" исходный материал пропускают между, по меньшей мере, двумя вращающимися навстречу друг другу валиками, причем эти валики имеют на поверхности радиально расположенные выступы, сечение которых имеет форму усеченной пирамиды. При этом выступы одного валика входят в образованные выступами другого валика углубления. Между этими обоими валиками протягивают исходный материал, причем происходит его равномерное тиснение выступами обоих валиков. Тиснение происходит при этом вдоль боковых сторон выступов в форме усеченной пирамиды. Возникает конечный продукт, имеющий тисненые точки с равными промежутками. Этот способ, однако, также почти не оказывает никакого влияния, в частности, на впитывающую способность применяемого материала или оказывает частично даже негативное влияние.
При тиснении резиностальным способом, как и при тиснении способом „Union", используют, по меньшей мере, два вращающихся навстречу друг другу валика, причем, однако, только один валик имеет радиально расположенные на его поверхности выступы в форме усеченной пирамиды, а другой валик имеет упругую поверхность, например, из резины. Оба вращающихся навстречу друг другу валика отрегулированы при этом таким образом, что выступы в форме усеченной пирамиды одного валика погружаются непосредственно в упругий слой другого валика и, тем самым, производят тиснение. При протягивании одного полотна исходного материала между этими обоими валиками происходит тиснение выступами в форме усеченной пирамиды, погружающимися в упругий слой. Этот способ также оказывает влияние на такие свойства материала, как объем, гриф, мягкость поверхности, а также оптические свойства, однако почти не оказывает влияния или оказывает даже негативное влияние на впитывающую способность.
Желательным был бы поэтому способ обработки бумажной ткани и/или схожего с бумажной тканью материала, с помощью которого можно было бы оказывать влияние на такие свойства материала, как объем, гриф, мягкость, оптические свойства, такие, как, например, дизайн тиснения или дизайн печати, а также впитывающую способность.
В US 5,490,902 раскрыт способ тиснения для достижения прочности бумажных изделий на растяжение не только в продольном, но и в перпендикулярном ему направлениях.
Для этого бумажное полотно вводят в устройство для тиснения, причем средства для тиснения имеют некоторое число двух выполненных по-разному типов выпуклостей, отстоящих от средств для тиснения, и по меньшей мере, некоторые отрезки средств для тиснения выгравированы или углублены вблизи названных выпуклостей так, что эти отрезки имеют большую высоту, чем отрезки названных выпуклостей, не лежащие вблизи выгравированных или углубленных отрезков. При этом выпуклости одного типа расположены в направлении машины, а выпуклости другого типа - в поперечном ему направлении. Этим достигается приближение отношения значения прочности на растяжение в продольном направлении к значению прочности на растяжение в поперечном направлении.
В US 5,158,521 раскрыт дозатор бумаги, у которого содержащуюся в нем бумагу при извлечении подвергают тиснению. Для этого бумажное полотно пропускают между двумя валиками, причем один валик имеет радиально расположенные на нем желобки, а другой валик - выступающие точки для тиснения, входящие в желобки первого валика. За счет этого в бумажном полотне выполняют разрезы.
В основе изобретения лежит задача создания способа изготовления бумажной ткани и/или схожего с бумажной тканью материала, который обладал бы улучшенными оптическими и/или гаптическими свойствами и/или повышенной впитывающей способностью.
Эта задача решается, согласно изобретению, посредством способа изготовления бумажной ткани и/или схожего с бумажной тканью материала, причем
- на первом этапе полотно материала вводят в устройство, в котором расположен надрывающий инструмент, включающий в себя, по меньшей мере, два надрывающих органа, содержащих нажимные элементы с боковыми сторонами, которые ориентированы, в основном, параллельно и/или перпендикулярно оси симметрии, проходящей через центр надрывающих органов, причем надрывающие органы расположены по отношению друг к другу так, что нажимные элементы одного надрывающего органа входят в углубления, образованные двумя соседними нажимными элементами другого надрывающего органа;
- на втором этапе полотно материала удерживают и подвергают сверхрастяжению между боковыми сторонами;
- на третьем этапе снабженный микронадрывами материал извлекают из устройства.
Нажимные элементы в смысле изобретения могут быть как бугорчатыми, так и желобчатыми. Возможно также, чтобы один надрывающий орган содержал бугорчатые нажимные элементы, а другой надрывающий орган - сетку из взаимно перпендикулярных желобков, в выемки которых входят бугорчатые нажимные элементы другого надрывающего органа.
С помощью способа, согласно изобретению, можно получать бумажную ткань и/или схожие с бумажной тканью материалы, обладающие повышенной впитывающей способностью и при этом отвечающие предъявляемым к этим материалам требованиям в отношении их мягкости и грифа. За счет этого изготовленные способом, согласно изобретению, бумажная ткань и/или схожие с бумажной тканью материалы пригодны, в частности, для применения в качестве туалетной бумаги, носовых платков и кухонной бумаги, т.е. бумажных изделий, от которых требуется высокая впитывающая способность.
За счет особого выполнения нажимных элементов происходит воспрепятствование движению полотна исходного материала, пропускаемого через, по меньшей мере, два надрывающих органа надрывающего инструмента, причем происходит сверхрастяжение полотна за пределы упругости материала. Используемое полотно материала изменяет при этом свою длину, что приводит к сверхрастяжению сначала в упругой области, а затем в пластической области применяемого материала. В результате этого сверхрастяжения возникают микронадрывы полотна материала в головной зоне нажимных элементов. Причиной этого является вызванный выполнением нажимных элементов точно определенный зажим полотна материала между боковыми сторонами нажимных элементов.
Величину микронадрывов можно варьировать за счет точного согласования параметров валиков для тиснения, таких, как “высота точек тиснения”, “диаметр точек тиснения”, “форма точек тиснения”, а также, в частности, щели между нажимными элементами. С другой стороны, разумеется, и сам исходный материал оказывает влияние на величину микронадрывов после тиснения. Здесь следует назвать, в частности, толщину, растяжение и крепирование применяемой бумажной ткани и/или схожего с бумажной тканью материала.
В качестве надрывающих инструментов могут быть предусмотрены инструменты для тиснения с двумя пуансонообразными, выполненными в одной плоскости надрывающими органами, на которых нажимные элементы расположены на обеих поверхностях пуансонов так, что они входят друг в друга и удерживают полотно материала. Предпочтительно, однако, надрывающий инструмент включает в себя в качестве надрывающих органов два валика, посредством которых происходит тиснение с микронадрывами. На этих валиках нажимные элементы могут быть расположены радиально.
Преимущественным образом способом, согласно изобретению, микронадрывы образуют поперек направления движения полотна материала. За счет этого изготовленная способом, согласно изобретению, бумажная ткань и/или схожий с бумажной тканью материал обладает повышенной впитывающей способностью при такой же высокой прочности. При переработке подобной бумажной ткани и/ или схожего с бумажной тканью материала его полотно протягивают через позицию обработки. Если микронадрывы образуют в продольном направлении полотна материала, то при определенных обстоятельствах существует опасность того, что они за счет натяжения самого полотна материала в продольном направлении увеличатся, что отрицательным образом может привести к разрывам полотна внутри машины. Это вызывало бы резкие остановки машины вследствие разрыва полотна, в результате чего возникли бы потери производительности. К тому же возникающие тогда увеличения микронадрывов отрицательно повлияли бы на впитывающую способность.
Преимущественным образом при вхождении нажимных элементов в углубления между их основанием и головкой входящего нажимного элемента образуется зазор h1, который соответствует, по меньшей мере, приблизительно 1,5-кратной толщине полотна материала.
Предпочтительно при вхождении нажимных элементов в углубления между их основанием и головкой входящего нажимного элемента другого надрывающего органа зазор h1 будет составлять максимум около 1000 мкм, предпочтительно максимум около 300 мкм, далее предпочтительно максимум около 250 мкм. Между боковыми сторонами соседних нажимных элементов предпочтительно при вхождении нажимных элементов соответствующих валиков друг в друга образуется зазор а максимум 1000 мкм, предпочтительно максимум около 300 мкм, далее предпочтительно максимум около 200 мкм, причем предпочтительными являются расстояния между зазорами максимум около 100 мкм. Зазор должен иметь такую величину, чтобы полотно материала еще удерживалось. За счет варьирования зазоров а и h1, в частности за счет выполнения нажимного элемента, можно получить точно отвечающие предъявляемым к готовым продуктам требованиям материалы, обладающие, в частности, высокой впитывающей способностью.
Изобретение относится далее к бумажной ткани и/или схожему с бумажной тканью материалу, который, по меньшей мере, на отдельных участках, по меньшей мере, на одной из своих поверхностей снабжен множеством микронадрывов, открытых в направлении поверхности, и изготовлен способом согласно изобретению.
Бумажная ткань и/или схожий с бумажной тканью материал, согласно изобретению, имеет высокое качество. С одной стороны, он обладает, в частности, нужными свойствами в отношении грифа и мягкости, требуемыми конечными потребителями изготовленных из него конечных продуктов, а, с другой стороны, он обладает заметно более высокой впитывающей способностью по сравнению с материалами, изготовленными известными из уровня техники способами. Так, он обладает, например, по сравнению с материалами, изготовленными обычными способами тиснения (“Union” или “резиностальной”), или по сравнению с исходным материалом, по меньшей мере, примерно на 25% более высокой впитывающей способностью, которую определяют по поглощающей способности в воде по норме CEN/TC 172/WG 8N 323, при высоких оптических и гаптических свойствах, в частности мягкости и грифе. Предпочтительно впитывающая способность материала, согласно изобретению, повышена, по меньшей мере, примерно на 40%, далее предпочтительно более чем примерно на 50%, по сравнению с изготовленными обычными способами тиснения материалами или исходным материалом.
Под микронадрывами в смысле изобретения понимаются разрывы, имеющиеся на одной стороне материала, согласно изобретению, однако не проходящие сквозь него. За счет этого внутренняя часть материала открывается в направлении его поверхности, так что впитывающая способность повышается. С другой стороны, имеется достаточная прочность, поскольку разрывы не проходят сквозь материал. Далее материал, согласно изобретению, обладает лучшей поглощающей способностью, в частности для мелких грязевых частиц, поскольку они задерживаются в микронадрывах. За счет этого материал, согласно изобретению, обладает чистящей способностью, заметно более высокой по сравнению с обычными материалами без микронадрывов.
Материал, согласно изобретению, может быть одно- или многослойным, в частности двух- или трехслойным. Предпочтительным в нем является, в частности, то, что он обеспечивает экономию затрат на него, в частности за счет отказа от необходимых при равной впитывающей способности дополнительных количеств бумажной ткани и/или схожих с бумажной тканью исходных материалов. Материал может быть изготовлен также из макулатуры.
Материал, согласно изобретению, имеет, следовательно, целенаправленное разрушение соединения целлюлозных волокон и обладает, тем самым, повышенной впитывающей способностью. В равной мере он обладает достаточной для применения прочностью. Он объединяет в себе, таким образом, оба этих находящихся в очевидном противоречии между собой свойства.
В частности, содержащиеся в бумажной ткани и/или схожем с бумажной тканью материале микронадрывы имеют величину, которой, с одной стороны, достаточно для впитывания жидкости, а, с другой, она еще настолько мала, что жидкость не может вытечь из них.
В частности, предпочтительно, что микронадрывы ориентированы в материале поперек направления волокон его полотна. Этим достигается то, что, несмотря на микронадрывы, прочностная характеристика материала очень хорошая. Предпочтительно микронадрывы расположены в материале, согласно изобретению, на отдельных участках на поверхности материала. Далее предпочтительно микронадрывы расположены на отдельных участках попеременно на верхней и нижней сторонах материала. Участки могут частично соприкасаться между собой и иметь разную величину. Преимущественным образом они, однако, отделены друг от друга, в частности зонами, имеющими необработанный и/или лишь слегка подвергнутый сверхрастяжению материал. Подобный материал обладает, несмотря на целенаправленное разрушение соединения волокон, высокой прочностью при одинаково высокой впитывающей способности и мягким текстильным грифом.
Наконец, изобретение относится также к применению бумажной ткани и/или схожего с бумажной тканью материала с микронадрывами в качестве туалетной бумаги, кухонной бумаги, столовых салфеток, бумажных скатертей, впитывающих вкладышей, бумажных полотенец, салфеток для стирания и/или салфеток для чистки.
Вышеназванные и другие преимущества изобретения поясняются с помощью нижеследующих схематичных чертежей, на которых изображают:
- фиг.1: вид сбоку устройства для изготовления материала, согласно изобретению;
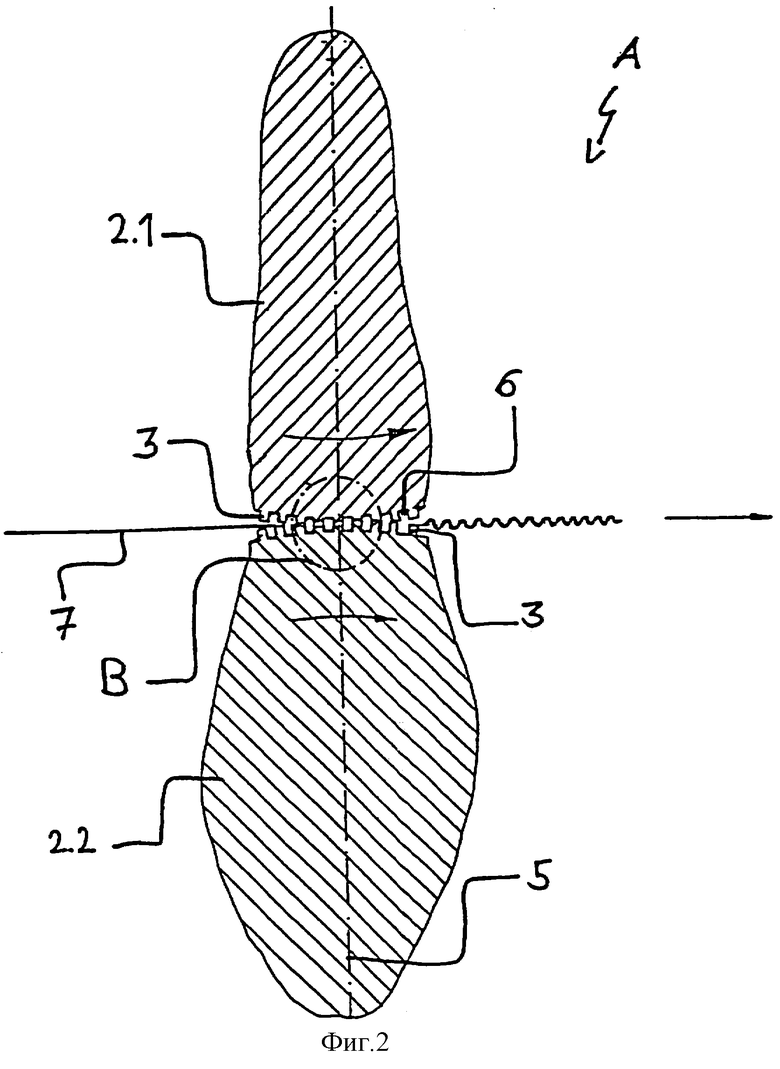
- фиг.2: элемент А из фиг.1;
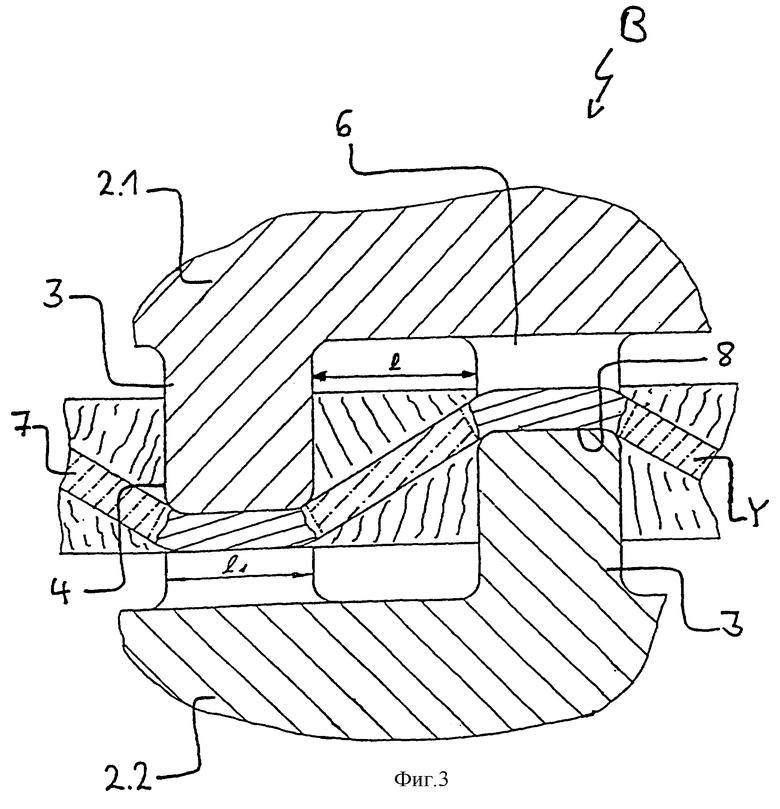
- фиг.3: элемент В из фиг.2;
- фиг.4: повернутый на 90° вид элемента В;
- фиг.5: в виде эскиза распределение микронадрывов по материалу, согласно изобретению.
На фиг.1 изображено обозначенное, в целом, поз. 1 устройство с надрывающим инструментом, состоящим из двух валиков 2.1 и 2.2 в качестве надрывающих органов, между которыми через эти валики 2.1 и 2.2 по стрелке 9 протягивают полотно 7 материала. Оба валика 2.1 и 2.2 вращаются навстречу друг другу, как это обозначено стрелками 10 и 11.
Элемент А из фиг.1 изображен в перспективе на фиг.2. Оба валика 2.1, 2.2 имеют на своей поверхности множество нажимных элементов 3.1, 3.2, боковые стороны которых ориентированы приблизительно параллельно и перпендикулярно оси 5 симметрии, проходящей через центр валиков 2.1, 2.2. При этом нажимной элемент 3.1 одного валика 2.1 входит в углубления 6.1, образованные двумя радиально соседними нажимными элементами 3.2 другого валика 2.2.
На фиг.3 изображен элемент В из фиг.2. Полотно 7 материала, пропущенное через оба вращающихся навстречу друг другу валика 2.1, 2.2, удерживают и растягивают нажимными элементами 3.1, 3.2. Эти нажимные элементы имеют длину l1, лежащую обычно в диапазоне от приблизительно 400 до 2000 мкм или же в случае желобчатого валика являющуюся бесконечной. Зазор 1 лежит преимущественно в диапазоне до приблизительно 2500 мкм. В случае использования желобчатого валика этот радиальный зазор 1 отсутствует.
На фиг.4 изображен повернутый на 90° вид сбоку фиг.3. Пропущенное через оба валика 2.1, 2.2 полотно 7 материала удерживают между боковыми сторонами 4.1, 4.2 соседних нажимных элементов 3.1, 3.2. За счет этого воспрепятствования движению полотна 7 материала перпендикулярно направлению движения в зоне головки 8 нажимных элементов 3.1, 3.2 возникают микронадрывы 12. Головка 8 нажимных элементов 3 может иметь при этом разнообразную форму, например овала, окружности, прямоугольника, ромба или другие формы. Она может быть как плоской, так и слегка выпуклой. Можно, однако, выполнить нажимные элементы 3.1, 3.2 в виде проходящих радиально или аксиально вокруг валика желобков (желобчатый валик). Происходит, следовательно, сверхрастяжение по периферии точек тиснения. Нажимные элементы 3.1, 3.2 имеют осевую ширину a1, которая лежит в диапазоне от приблизительно 200 до 1000 мкм, однако может быть также бесконечной (желобчатый валик). По осевой ширине a1 нажимных элементов 3.1, 3.2 и осевой ширине а2 углубления 6.2 можно определить осевой зазор а. Он лежит в диапазоне максимум до 1000 мкм, предпочтительно в диапазоне максимум приблизительно до 200 мкм, предпочтительно осевой зазор а меньше или равен 100 мкм. Нажимные элементы 3.1, 3.2 имеют высоту h в диапазоне от приблизительно 300 до 1500 мкм. Зазор h1 между головкой 8 нажимных элементов 3 и основанием углубления 6.2 лежит в диапазоне от приблизительно 200 до 1000 мкм и составляет, по меньшей мере, приблизительно 1,5-кратную толщину втянутого полотна 7 материала.
В зоне Y на фиг.3 происходит легкое сверхрастяжение полотна 7 материала, в результате чего, однако, не возникают микронадрывы 12. В зоне Х на фиг.4 возникают микронадрывы 12, а зона Z обозначает зону удержания между боковыми сторонами 4.1, 4.2 двух соседних нажимных элементов 3.1, 3.2 в осевом направлении.
На фиг.5 изображены в виде эскиза различные зоны T, X, Y и Z материала, согласно изобретению, причем он может быть изготовлен как валиками в качестве надрывающих органов устройства 1, так и с использованием надрывающих инструментов с пуансонообразными надрывающими органами. Зоны Х попеременно расположены как на верхней X.1, так и на нижней Х.2 сторонах полотна 7 материала после прохождения через устройство 1 и имеют микро-надрывы 12 в направлении движения полотна 7 материала. Граничащие с зонами X.1, X.2 зоны в направлении 13 движения полотна 7 материала - зоны Y - показывают слегка подвергнутый сверхрастяжению исходный материал 7, однако не микронадрывы 12. Соседние с зонами X.1, X.2 зоны показывают зону удержания полотна 7 материала - зоны Z, образованные поперек направления 13 движения боковыми сторонами 4.1, 4.2 нажимных элементов 3.1, 3.2, без микронадрывов 12. В этой зоне возникают эффекты смятия или зажима. Расположенные между зонами X, Y, Z зоны Т остаются после прохождения через устройство 1 необработанными. За счет простой замены местами или изменения нажимных элементов 3 на валиках 2 и геометрии и размеров зазоров а и 1 можно образовать микронадрывы 12 на тех же или граничащих участках поперек или как перпендикулярно, так и поперек направления движения. Это справедливо, в частности, также в случае использования надрывающих инструментов с пуансонообразными надрывающими органами вместо валиков 2.1, 2.2.
В случае использования желобчатого валика (аксиально и/ или радиально) с радиальными желобками зоны Y не образовывались бы. В случае, когда микронадрывы образуются как поперек, так и перпендикулярно за счет соответствующего расположения нажимных элементов, при необходимости, также зоны Т имеют микронадрывы, а именно, например, поперек микронадрывов в зонах Х.1, Х.2, а зоны Y, напротив, переходят, по меньшей мере, частично в зоны Z. В случае микронадрывов исключительно поперек направления движения зоны Z и Y поменены местами. Можно также пропустить полотно 7 материала через устройство 1 более одного раза. За счет этого происходит равномерное распределение микронадрывов, однако многократное прохождение ограничено небольшим числом ходов в зависимости от используемого полотна материала, поскольку иначе снизилась бы прочность материала. Предпочтительно микронадрывы 12 образуют поперек направления волокон втянутого полотна 7 материала.
С помощью описанного выше устройства бумажную ткань обрабатывали с плотностью в диапазоне 18,5-22 г/м2. Толщина применявшейся бумажной ткани составляла 150 мкм. Длина l1 нажимных элементов 3.1, 3.2 составляла 700 мкм, их ширина a1 - 350 мкм. Высота нажимных элементов 3.1, 3.2 составляла 500 мкм, длина 12 углубления 6.1 - 1700 мкм, а ширина а2 углубления 6.2 - 800 мкм. Тем самым, зазор а составлял 225 мкм, зазор 1 - 500 мкм, а зазор h1 - 250 мкм. Таким образом, была изготовлена бумажная ткань, согласно изобретению, которая в отличие от необработанного материала обладала на 25% более высокой впитывающей способностью и мягким текстильным грифом. За счет уменьшения зазора а достигается увеличение зажимного действия и повышенное образование микронадрывов, что приводит к 50%-ному повышению впитывающей способности.
С помощью устройства 1 можно также обрабатывать не только однослойный материал, как это описано выше, но и уже дублированные бумажные ткани и/или схожие с бумажной тканью материалы на предварительной ступени окончательной поверхностной обработки с тем, чтобы не только повысить впитывающую способность этого материала, но и изменить текстильный характер, в частности мягкость и гриф поверхности материала.



Предназначено для использования в целлюлозно-бумажной промышленности. Предложен такой материал, который, по меньшей мере, на отдельных участках, по меньшей мере, на одной из своих поверхностей снабжен множеством микронадрывов, открытых в направлении поверхности. Кроме того, предложен способ изготовления подобной бумажной ткани и/или схожего с бумажной тканью материала, в котором на первом этапе полотно материала вводят в устройство, в котором расположен надрывающий инструмент, включающий в себя, по меньшей мере, два надрывающих органа, содержащих нажимные элементы с боковыми сторонами, которые ориентированы, в основном, параллельно и/или перпендикулярно оси симметрии, проходящей через центр надрывающих органов, причем надрывающие органы расположены по отношению друг к другу так, что нажимные элементы одного надрывающего органа входят в углубления, образованные двумя соседними нажимными элементами другого надрывающего органа; на втором этапе полотно материала удерживают между боковыми сторонами и подвергают сверхрастяжению; на третьем этапе материал, снабженный микронадрывами, имеющимися на одной стороне материала, однако не проходящими сквозь него, извлекают из устройства. Обеспечивается получение бумажной ткани и/или схожего с бумажной тканью материала, обладающего улучшенными оптическими и/или гаптическими свойствами и/или повышенной впитывающей способностью. 2 с. и 9 з.п. ф-лы, 5 ил.
| US 5490902 А, 13.02.1996 | |||
| US 5158521 A, 27.10.1992 | |||
| US 5862750 A, 26.01.1999 | |||
| ЕР 0836928 А, 22.04.1998 | |||
| Устройство для крепирования бумаги | 1989 |
|
SU1771983A1 |

