Изобретение относится к бумажной ткани и/или подобному бумажной ткани материалу для изготовления кухонной бумаги, туалетной бумаги, носовых платков, впитывающих прокладочных тканей и т.п., а также к способу его изготовления и его применению.
В смысле изобретения под бумажной тканью понимают изделие, соответствующее DIN 6730 или ISO 4046-1978 6.150. Согласно этим нормам бумажная ткань - это изделие, полностью или преимущественно состоящее из целлюлозных волокон, крепируемое тонким и мягким крепом и закрытой структурой на бумагоделательной машине, с содержанием сухого вещества более 90%, состоящее из одного или нескольких слоев, обладающее особой впитывающей способностью, имеющее перед крепированием плотность отдельного слоя <25 г/м2 к растяжение в мокром состоянии после крепирования >5%.
В смысле изобретения под подобным бумажной ткани материалом понимают материал, который в отличие от бумажной ткани получают за счет изменений в процессе сушки. В смысле изобретения под подобным бумажной ткани материалом понимают также целлюлозную вату по DIN 6730 или ISO 4046-1978.6.149. Согласно этим нормам целлюлозная вата представляет собой изделие из целлюлозных волокон с грубым и мягким крепом и открытой структурой, которое крепируют насухо в бумагоделательной машине и которое состоит из одного или нескольких слоев, причем плотность одного слоя перед крепированием составляет <25 г/м2, а растяжение в мокром состоянии одного слоя после крепирования >25%. Целлюлозная вата обладает особой впитывающей способностью.
Бумажные ткани и/или подобные бумажным тканям материалы применяют для изготовления множества продуктов. В частности, подобные материалы применяют для изготовления кухонной бумаги, туалетной бумаги, впитывающих прокладочных тканей, в частности для мяса, бумажных носовых платков и т.п. В зависимости от назначения к бумажным тканям и/или подобным бумажным тканям предъявляются различные требования. Так, у носовых платков и косметических салфеток на переднем плане стоит, в частности, их мягкость, тогда как у бумажных полотенец существенное свойство представляет собой прочность.
У кухонной бумаги или других обладающих впитывающей способностью бумаг требуются, как правило, высокая поглощающая способность в отношении впитываемой влаги, в частности воды, и высокая влагопрочность. Высокая поглощающая способность для жидкостей и, тем самым, высокая впитывающая способность сопутствуют, как правило, высокому объему применяемых материалов. При этом такой объем может быть получен, в том числе, за счет тиснения, а также за счет многослойности изготовленных из материала слоев.
Так, известно соединение между собой и тиснение двух или более слоев из бумажной ткани. За счет этого увеличиваются объем и, тем самым, также поглощающая способность изготовленных таким образом из бумажной ткани изделий. Таким образом изготовляют, например, рулоны кухонной бумаги.
Объем может быть увеличен, однако, также за счет специальной обработки отдельных слоев. Примером этого является двухслойная кухонная бумага, причем ее отдельные слои изготовляют из бумажной ткани посредством сушки без противотока воздуха. Изготовленные таким образом отдельные слои представляют собой подобные бумажные ткани. При сушке без противотока воздуха в отличие от традиционной контактной сушки в машинах для выработки тонких бумаг полотно из бумажной ткани обтекается над вращающимся барабаном горячим воздухом и за счет этого высушивается. Полотно из бумажной ткани направляют и поддерживают при этом с помощью сушильных сит. Благодаря этой щадящей сушке, нанесению тисненого узора посредством используемых сит, а также уменьшенного давления во время производственного процесса получают по сравнению с обычной бумажной тканью подобный бумажной ткани материал с высоким удельным объемом. Обычный удельный объем обычной бумажной ткани лежит в пределах 6-7 см3/г.
Недостатком описанных выше способов сушки без противотока воздуха является, в частности, то, что ее невозможно осуществить на традиционных машинах для выработки тонких бумаг, имеющихся на любом бумагообрабатывающем предприятии. Кроме того, машины для выработки тонких бумаг с сушкой без противотока воздуха из-за более щадящего режима расходуют большее количество энергии, чем традиционные машины для выработки тонких бумаг, что в конечном итоге отражается в повышенной стоимости конечной продукции.
В WO-A-97/11227 раскрыто многослойное изделие из бумажной ткани в виде полотна, по меньшей мере, с тремя, по меньшей мере, частично соединенными между собой слоями, двумя, при необходимости, тиснеными, содержащими преимущественно целлюлозу наружными слоями и, по меньшей мере, одним, при необходимости, тисненым, содержащим преимущественно НТСТМР/СТМР внутренним слоем, причем могут применяться также другие древесные материалы и/или целлюлозные волокна, которые химически упрочняли или поперечно сшивали внутри стенки волокон таким образом, что способность этих волокон к образованию водородных мостиков во влажном состоянии заметно уменьшалась, отличающийся тем, что только наружный слой содержит 0,1-10 мас.% придающего влагостойкость средства в расчете на исходную бумажную ткань, а также раскрыт способ изготовления многослойного изделия из бумажной ткани в виде полотна, по меньшей мере, с тремя, по меньшей мере, частично соединенными между собой слоями, двумя, при необходимости, тиснеными, содержащими преимущественно целлюлозу наружными слоями и, по меньшей мере, одним, при необходимости, тисненым, содержащим преимущественно НТСТМР/СТМР внутренним слоем, причем могут применяться также другие древесные материалы и/или целлюлозные волокна, которые химически упрочняли или поперечно сшивали внутри стенки волокон таким образом, что способность этих волокон к образованию водородных мостиков во влажном состоянии заметно уменьшалась.
В GB-A-1096836 раскрыто поглощающее изделие с высокой влаговпитывающей способностью, пригодное для пеленок, бинтов, компрессов, женских прокладок и т. п., причем изделие содержит между слоями целлюлозного продукта коллоидный простой эфир целлюлозы, распределенный в порошкообразной или гранулированной форме, не в виде волокон, который набухает от воды и может связывать за счет этого большое количество жидкости.
Задачей настоящего изобретения является создание материала, который обладал бы высокой поглощающей способностью и мог бы быть получен на традиционных машинах для выработки тонких бумаг.
Эта задача решается, согласно изобретению, за счет того, что создан материал для изготовления кухонной бумаги, туалетной бумаги, носовых платков, впитывающих прокладочных тканей и т.п., который выполнен, по меньшей мере, из трех слоев и содержит два наружных слоя и, по меньшей мере, один, расположенный между этими обоими наружными слоями внутренний слой с более высоким коэффициентом поглощения, чем наружные слои, причем коэффициент поглощения внутреннего слоя лежит в диапазоне 1000-1800%, предпочтительно 1300-1700%, будучи измерен по CEN/TC 172/WG 8 N 323. Этот диапазон представляет собой оптимум между поглощающей способностью материала, с одной стороны, и его способностью к переработке, с другой стороны. Особое преимущество этого материала в том, что он обладает выражение высокой поглощающей способностью благодаря внутреннему слою, однако в то же время благодаря применяемому для наружных слоев, отличающемуся от внутреннего слоя материалу обладает высокой влагопрочностью. Этим устранено противоречие между достижением высокой поглощающей способности материала для изготовления кухонной бумаги и т.п. и достижением его высокой прочности. Ибо, чем выше поглощающая способность и, тем самым, впитывающая способность материала, тем больше, как правило, его объем. Чем больше, однако, объем отдельного слоя подобного материала, тем ниже его прочность, в частности влагопрочность.
Другое преимущество материала в том, что отдельные слои могут быть изготовлены на традиционных машинах для выработки тонких бумаг, причем варьируют только параметры машины. За счет этого, с одной стороны, минимизируют расходы на приобретение, поскольку отсутствует необходимость в дополнительной машине для обтекающей сушки без противотока воздуха а, с другой стороны, производственные издержки сокращаются благодаря меньшему расходу энергии традиционной машины для выработки тонких бумаг по сравнению с машиной для выработки тонких бумаг сушкой без противотока воздуха.
Удельный объем внутреннего слоя материала имеет значение, по меньшей мере, 10 см3/г. В частности, внутренний слой имеет удельный объем в диапазоне 10-30 см3/г, предпочтительно 12-26 см3/г. Подобные значения удельного объема заметно выше достигаемых обычными бумажными тканями и достигаются только подобными бумажным тканям материалами, получаемыми посредством сушки без противотока воздуха.
Предпочтительным образом внутренний слой имеет разрывное удлинение 40-80 г/см2 и удлинение во влажном состоянии 30-80%, предпочтительно 40-70%, измеренные по DIN 54540. Эти значения в три-четыре раза выше значений наружных слоев.
Внутренний слой материала имеет плотность в диапазоне 15-35 г/см2, предпочтительно 17-30 г/см2, измеренную по DIN 54540. Плотность наружных слоев аналогичного порядка.
Отдельные слои материала, согласно изобретению, включают в себя свежую целлюлозу, и/или переработанный материал, или их смесь, в частности внутренний слой состоит из свежей целлюлозы, или рециклового материала, или их смеси.
В частности, внутренний слой материала состоит из подобного бумажной ткани материала, предпочтительно целлюлозной ваты. Целлюлозная вата обладает чрезвычайно высокой впитывающей способностью. К тому же, целлюлозная вата может быть получена на обычных машинах для выработки тонких бумаг при осуществлении модификаций. Наружные слои материала, согласно изобретению, изготовлены предпочтительным образом из обычной бумажной ткани. Эта обычная бумажная ткань имеет высокую влагопрочность и в комбинации с внутренним слоем позволяет разрешить противоречие между высокой влагопрочностью и высокой поглощающей способностью.
Согласно изобретению внутренний слой имеет, по меньшей мере, на 100% более высокий коэффициент поглощения, измеренный по CEN/TC 172/WG 8 N 323, чем наружные слои. Максимум коэффициента поглощения внутреннего слоя примерно на 300% выше, чем наружных слоев. Оптимально разность коэффициентов поглощения внутреннего и наружного слоев лежит в диапазоне 140-260%, предпочтительно 160-240%. Эти отличия коэффициентов поглощения наружных и внутренних слоев приводят предпочтительным образом к улучшению грифа материала согласно изобретению. Ибо большая часть впитанной материалом жидкости впитывается внутренним слоем, а наружные слои способны впитывать лишь меньшее количество жидкости. Из-за меньшего влагосодержания наружных слоев при приведении материала согласно изобретению в контакт с жидкостью для потребителя он во влажном состоянии приятнее в пользовании и в восприятии на ощупь. В частности, при вытирании жидкости материалом согласно изобретению это предотвращает возникновение остаточных следов от вытирания жидкости, которые возникают, в частности, при вытирании с повышенным усилием.
Изобретение относится, далее, к способу изготовления материала согласно изобретению, при котором каждый из его отдельных слоев разматывают с рулона, а затем на операции тиснения посредством устройства для тиснения соединяют. В частности, при этом может быть предусмотрено, что наружный слой предварительно дублируют, по меньшей мере, одним внутренним слоем. За счет предварительного дублирования предпочтительным образом достигается оптимальное соединение наружных и внутреннего слоев при изготовлении материала. К тому же, достигается то, что вытяжной механизм машины для выработки тонких бумаг перемещается на наружный слой и поэтому уменьшаются производственные простои из-за разрыва полотнищ материала. Дополнительно к предварительному дублированию можно между наружным и внутренним слоями нанести также клей, благодаря чему достигается дальнейшее улучшение обработки материала. Наружный слой служит при этом основой для внутреннего слоя.
Предпочтительным образом способ осуществляют таким образом, что на первой операции тиснения первый наружный слой соединяют, по меньшей мере, с одним внутренним слоем, а затем на второй операции тиснения эту комбинацию на противоположной первому наружному слою стороне соединяют со вторым наружным слоем.
Перед операцией тиснения предпочтительно отдельные слои с помощью клеевого устройства покрывают клеем. При этом предпочтительным образом предусмотрено, что с помощью клеевого устройства клей наносят на слои бесконтактно. За счет бесконтактного нанесения клея на отдельные слои предпочтительным образом предотвращается повреждение более восприимчивого внутреннего слоя при проклеивании, например за счет используемого при контактном проклеивании клеевого пресса.
Предпочтительно клей для соединения отдельных слоев выбирают из группы, включающей в себя карбоксиметилцеллюлозу, поливиниловые спирты и/или клей-расплав. Клеи-расплавы являются, как правило, водонерастворимыми, их в специальных нагревательных устройствах при 100-160oС переводят в жидкую фазу, а затем распыляют. Могут предпочтительно применяться также вододиспергируемые клеи-расплавы, поскольку они обеспечивают улучшение сцепления, а также предотвращаются повреждения материала при контактировании с горячим водорастворимым клеем-расплавом.
Поверхность внутреннего слоя материала согласно изобретению увеличивают предпочтительным образом на традиционной машине для выработки тонких бумаг посредством крепирующего ракеля. Согласно способу может быть предусмотрено, что изготовленные на обычной машине для выработки тонких бумаг наружные и внутренний слои до или после их наматывания сразу же после этого вводят в конвертирующую машину, с помощью которой изготовляют конечные продукты. Предпочтительно в качестве крепирующего ракеля используют стальной ракель или покрытый керамикой стальной ракель. Крепирующий ракель предпочтительным образом заточен на угол в диапазоне 80-90o, причем далее может быть предусмотрено, что ориентированную в направлении сушильного цилиндра машины для выработки тонких бумаг упорную кромку крепирующего ракеля дробят. За счет этого предпочтительным образом достигается то, что внутренний слой приобретает высокое крепирование и в результате этого обладает высокой впитывающей способностью. Изготовленный таким образом внутренний слой обладает выражение высокой водопоглощающей способностью.
Особое преимущество возникает тогда, когда в качестве угла установки крепирующего ракеля относительно цилиндра машины для выработки тонких бумаг выбирают значение в диапазоне 15-25o, предпочтительно 17-20o. Наилучшие результаты крепирования достигаются примерно при 18o.
Согласно изобретению внутренний слой изготовляют при разности скоростей машины для выработки тонких бумаг между бумажным ситом и фетром-основой в диапазоне 5-10%. За счет этого достигается дальнейшее повышение поглощающей способности внутреннего слоя. Соединение между специальной настройкой крепирующего ракеля и описанной выше разностью скоростей позволяет, тем самым, получать материалы, обладающие выражение высокой поглощающей способностью и получаемые при этом на традиционных машинах для выработки тонких бумаг.
Наконец изобретение относится к применению материала согласно изобретению в качестве кухонной бумаги, туалетной бумаги, носовых платков, впитывающих прокладочных тканей, бумажных полотенец, салфеток для стирания и/или чистящих салфеток.
Эти и другие преимущества настоящего изобретения поясняются ниже с помощью примеров выполнения и чертежей, на которых изображают
- фиг.1: схематично конвертирующую машину с отдельными рулонами всех отдельных слоев для изготовления материала согласно изобретению;
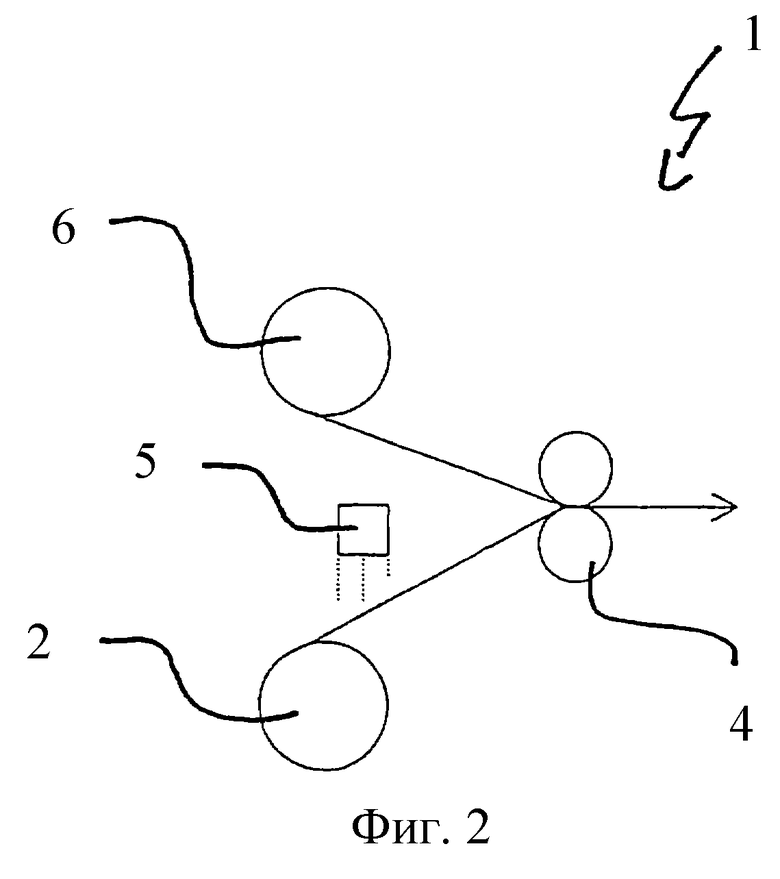
- фиг. 2: конвертирующую машину с рулоном предварительно дублированного наружным слоем внутреннего слоя, а также с отдельным рулоном наружного слоя для изготовления материала согласно изобретению;
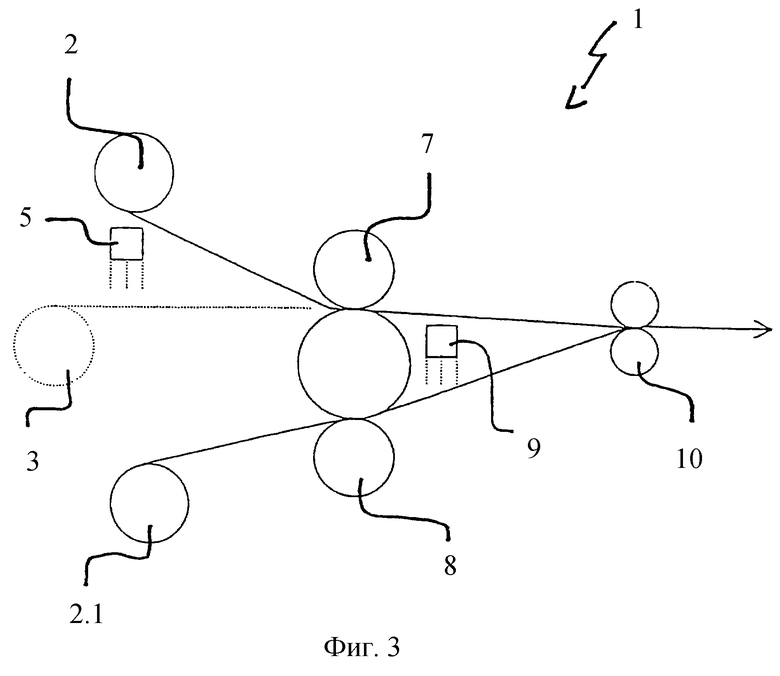
- фиг.3: другую форму выполнения конвертирующей машины для получения материала согласно изобретению;
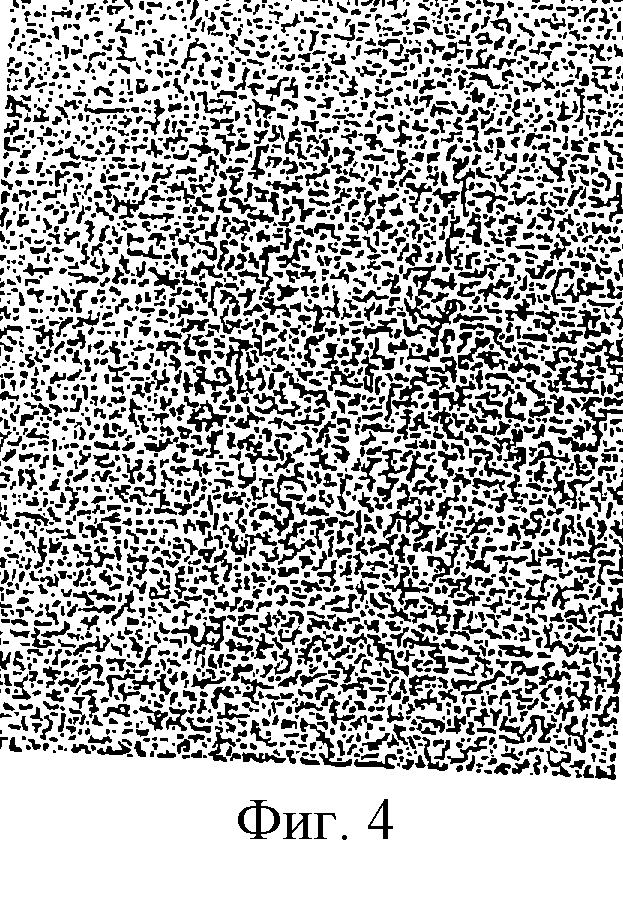
- фиг.4: фотоизображение обычной бумажной ткани;
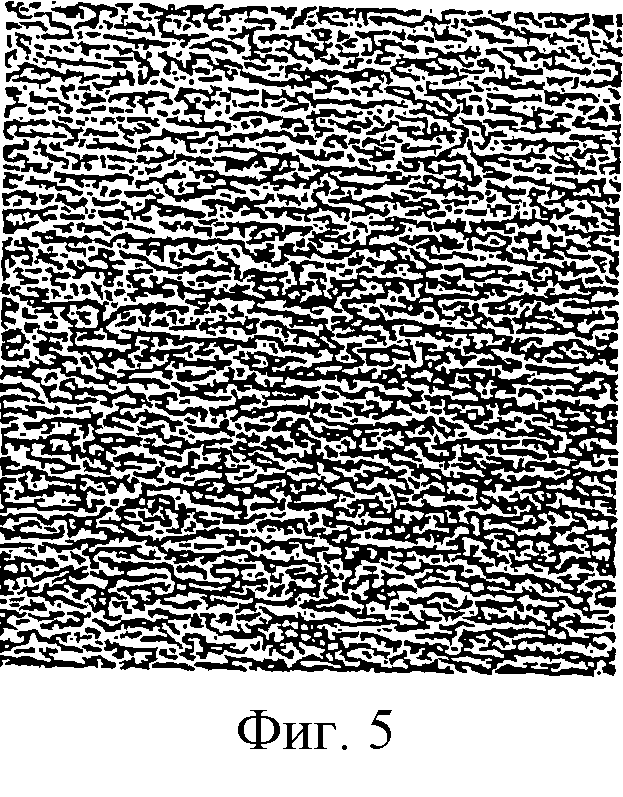
- фиг. 5: фотоизображение высококрепированной бумажной ткани для получения материала согласно изобретению.
На фиг. 1 схематично изображена конструкция конвертирующей машины 1 для получения материала согласно изобретению. Конвертирующая машина 1 содержит в общей сложности три отдельных рулона, причем с рулонов 2 разматывают материал для наружного слоя, а с рулона 3 - материал для внутреннего слоя. Прежде чем отдельные полотнища материала пройдут через устройство 4 для тиснения, их посредством клеевых устройств 5 бесконтактно покрывают клеем. Клей из клеевых устройств 5 служит для прочного соединения между собой отдельных слоев. С помощью устройства 4 для тиснения на материал можно наносить разные тисненые узоры. Тиснение вызывает увеличение удельного объема материала согласно изобретению и в то же время дальнейшее упрочнение трех отдельных слоев между собой, благодаря чему повышается прочность, в частности влагопрочность, полученного таким образом материала.
На фиг. 2 изображен вариант конвертирующей машины 1, используемой для получения материала согласно изобретению. При этом в отличие от конвертирующей машины на фиг.1 с отдельного рулона 6 разматывают предварительно дублированный материал, состоящий из одного наружного и одного внутреннего слоев. Его затем в устройстве 4 для тиснения снабжают на противоположной первому наружному слою стороне вторым наружным слоем с отдельного рулона 2, причем он предварительно на своей стороне, обращенной к внутреннему слою предварительно дублированного материала, был посредством клеевого устройства 5 бесконтактно покрыт клеем.
После изображенной на фиг.3 конвертирующей машины на первой операции с отдельного рулона 2 разматывают наружный слой и посредством устройства 7 для тиснения подвергают тиснению с размотанным с отдельного рулона 3 внутренним слоем. Перед операцией тиснения с помощью клеевого устройства 5 на обращенную к внутренней стороне наружного слоя сторону внутреннего слоя бесконтактно наносят клей. Размотанный с отдельного рулона 2.1 наружный слой подвергают предварительному тиснению посредством устройства 8 для тиснения, а затем на внутренний слой материала, тисненого на первой операции тиснения, состоящего из одного наружного и одного внутреннего слоев, с помощью клеевого устройства 9 бесконтактно наносят клей. После этого размотанный с отдельного рулона 2.1 наружный слой посредством устройства 10 для тиснения подвергают тиснению в комбинированный материал.
То, что наружные и внутренние слои материала согласно изобретению заметно отличаются своими разными поверхностями, видно из фиг.4 и 5. На фиг.4 изображена обычная бумажная ткань, используемая в качестве наружного материала согласно изобретению. Хорошо видна относительно плоская и плотная структура целлюлозных волокон этого материала. В отличие от этого на фиг.5 изображена высококрепированная бумажная ткань, которая находит применение в качестве внутреннего слоя в материале, согласно изобретению. Она имеет из-за высокого крепирования существенно более грубую поверхностную структуру, чем обычная бумажная ткань.
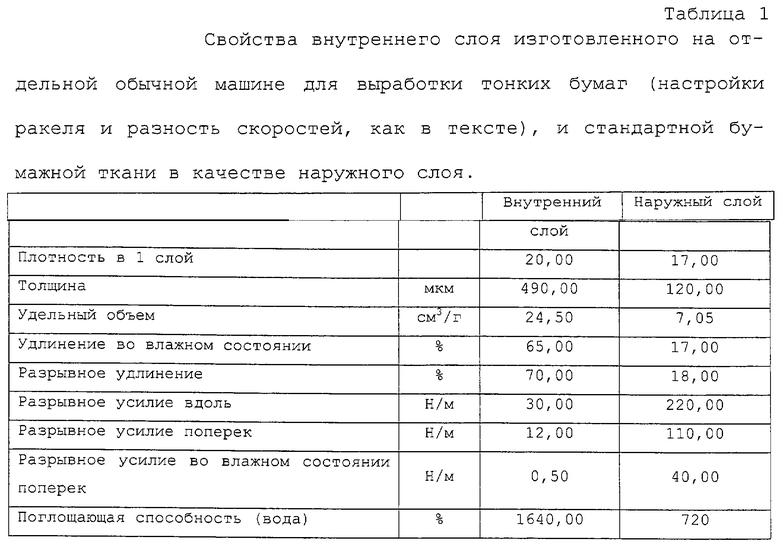
Внутренний слой, изготовленный на обычной машине для выработки тонких бумаг стальным ракелем, заточенным на угол 90o, причем угол установки стального ракеля относительно цилиндра составлял 18o, ориентированную по сушильному цилиндру упорную кромку стального ракеля слегка дробили (усилие прижима к цилиндру 2,5 бар), причем разность скоростей (опережение) между бумажным ситом и фетром-основой составляла 7,5%, обладает следующими приведенными в таблице 1 свойствами, причем для пояснения приведены соответствующие значения для наружных слоев, состоящих из обычной бумажной ткани.
Для определения приведенных в таблице 1 параметров были подготовлены образцы по DIN 54540, параметры толщина, удлинение во влажном состоянии, плотность и разрывное удлинение также измеряли по нормам DIN 54540. Водопоглощающую способность слоев определяли по CEN/TC 172/WG 8N 323. Удельный объем определяли по показателям толщина и плотность.
Из приведенных в таблице 1 значений видно, что внутренний слой имеет более чем вдвое высокую поглощающую способность в воде, чем наружный слой.
Изготовленный таким образом внутренний слой имеет меньшее по сравнению с обычной бумажной тканью разрывное усилие. Для обеспечения надежной обработки внутреннего слоя и получения материалов согласно изобретению осуществляют поэтому предварительное дублирование наружного слоя внутренним слоем.
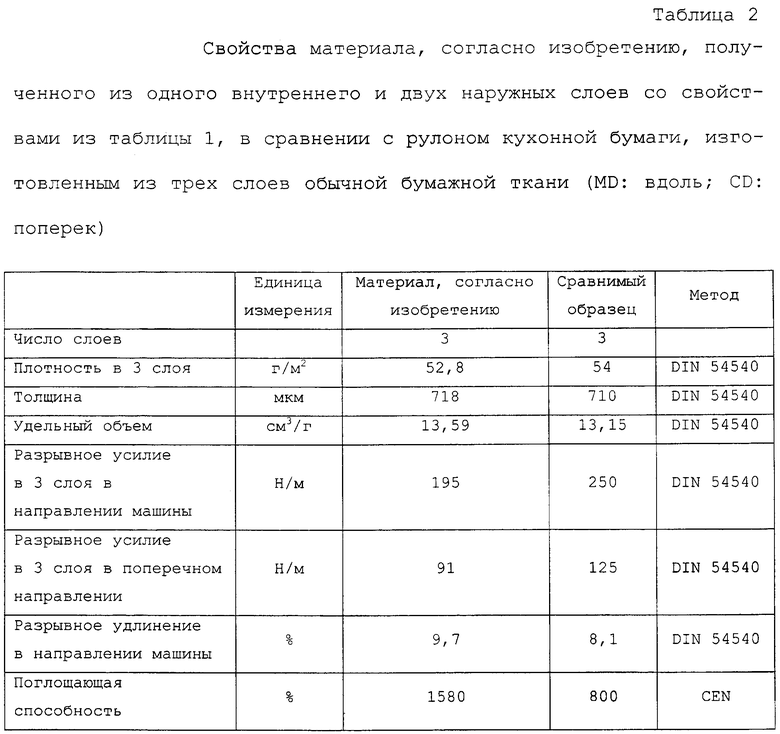
Из двух наружных и одного внутреннего слоев с приведенными в таблице 1 свойствами материал согласно изобретению получали изображенным на фиг.2 способом. При этом использовали отдельный внутренний слой. Однако можно также расположить между двумя наружными слоями два или более внутренних слоя. При этом внутренние слои могут быть также предварительно дублированы одним наружным слоем. Полученный таким образом материал согласно изобретению в виде рулона кухонной бумаги имеет приведенные в таблице 1 свойства, причем материал согласно изобретению сравнивали с также трехслойным материалом, полученным из трех слоев традиционной бумажной ткани.
Изготовленные из материала согласно изобретению рулоны кухонной бумаги имеют по сравнению с рулонами трехслойной кухонной бумаги, изготовленными из традиционных бумажных тканей в соответствии с приведенными в таблице 2 свойствами, почти на 100% более высокую водопоглощающую способность. В то же время описывающие прочность материала параметры, такие как разрывное удлинение, удлинение во влажном состоянии и разрывное усилие, изготовленной из материала согласно изобретению кухонной бумаги приблизительно сравнимы с параметрами трехслойной кухонной бумаги, изготовленной из традиционных бумажных тканей.
Бумажная ткань и/или подобный бумажной ткани материал для изготовления кухонной бумаги, туалетной бумаги, носовых платков, впитывающих прокладочных тканей и т.п. выполнен по меньшей мере трехслойным и содержит два наружных слоя и по меньшей мере один, расположенный между этими обоими наружными слоями, внутренний слой с более высоким коэффициентом водопоглощения, чем наружные слои, причем коэффициент поглощения внутреннего слоя лежит в диапазоне 1000-1800%, предпочтительно 1300-1700%, будучи измерен по СЕN/TC 172/WG8 323. Способ изготовления данного материала включает размытывание каждого слоя с соответствующего рулона и соединение их на операции тиснения посредством устройства для тиснения. Объектом изобретения также является применение материала в качестве кухонной, туалетной бумаги, носовых платков, впитывающих тканей, полотенец, стирающих салфеток и/или чистящих салфеток. Изобретение обеспечивает высокую поглощающую способность материала и изделий. 3 с. и 21 з.п. ф-лы, 5 ил., 2 табл.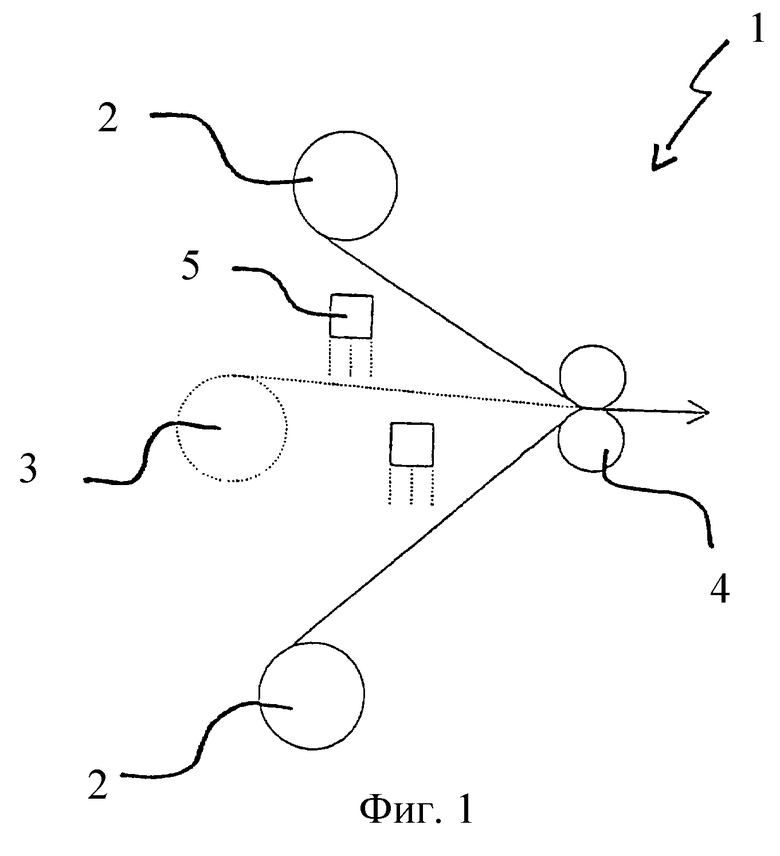
| GB 1096836 А, 29.12.1967 | |||
| СЫРЬЕВАЯ СМЕСЬ | 2006 |
|
RU2304123C1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |

