Изобретение относится к способу изготовления профильного материала, подходящего, в частности, для дальнейшей обработки при изготовлении окон и дверей с применением термопластичного материала, путем термопластифицирования материала и непрерывного профильного формования термопластифицированного материала, включающему следующие операции:
a) образуют первый компонент смеси термопластичных пластмассовых отходов;
b) подготавливают второй компонент смеси, содержащий добавки;
c) интенсивно смешивают первый и второй компоненты смеси друг с другом, уплотняют и путем термопластифицирования первого компонента смеси приготовляют смесь, пригодную для непрерывного профильного формования.
При классическом изготовлении окон и дверей полки профиля, образующего раздельную раму и створный оконный переплет, изготавливают обычно из дерева обработкой резанием со снятием стружки. После окончания обработки резанием со снятием стружки полки профиля готовы для соединения в створный оконный переплет и раздельную раму.
Наряду с этим, уже много лет известно изготовление профильного материала для получения створных оконных переплетов и раздельных рам для окон и дверей из термопластичной пластмассы экструзией. Для этого термопластичную пластмассу, в частности, ПВХ, пропускают с помощью червячного экструдера через фильеру, причем перед прохождением через фильеру достигается термопластичное состояние пластмассы, и непрерывная заготовка, выходящая из фильеры, охлаждается после фильеры. Характерным для этого способа является то, что полученный после фильеры и охлажденный, в случае необходимости, промежуточно складируемый профильный материал является готовым для дальнейшей обработки в створные оконные переплеты и раздельные рамы.
Кроме того, известно экструдирование профильного материала для изготовления створных оконных переплетов и раздельных рам из легкого материала. При этом легкий материал протягивают с холодным деформированием через волоку. Профильный материал, получаемый на выходе из волоки, после охлаждения от температуры, достигнутой за счет тепла деформации, до комнатной температуры подвергается дальнейшей обработке в створные оконные переплеты и раздельные рамы.
Общим для всех известных способов является то, что образование профиля осуществляется за один-единственный процесс профилирования:
при обработке дерева фрезерованием и/или склеиванием,
при обработке пластмассы - экструзией пластмассы,
при обработке легких металлов - также экструзией.
Каждый из этих способов имеет свои преимущества и свои недостатки.
При применении дерева в качестве исходного материала получают сплошные профили, как правило, путем обработки резанием со снятием стружки, которые без каких-либо мер по упрочнению годятся для изготовления створных оконных переплетов и раздельных рам. Фурнитура для соединения створных оконных переплетов и раздельных рам и, возможно, оконная и дверная фурнитура для установки раздельных рам в проемы кирпичной стены может закрепляться в любом месте соответствующей раздельной рамы и створных оконных переплетов с помощью шурупов или гвоздей. Недостатком является то, что дерево, даже хорошо просушенное, с течением времени дает значительную усадку, которая, по меньшей мере, частично происходит после изготовления соответствующего окна или двери, а также после встраивания в соответствующий проем в стене, вследствие чего между створными оконными переплетами и раздельными рамами могут возникнуть неплотности, и затрудняется ход подвижных частей и возникает необходимость дополнительной подгонки, и что в зоне прилегания раздельных рам и кирпичной стены могут возникнуть повреждения штукатурки или щели. Кроме того, недостатком является то, что дерево нуждается в обработке поверхности, в частности, в качестве защиты от атмосферных воздействий, которая в течение срока службы должна много раз повторяться.
Изготовление створных оконных переплетов и раздельных рам из легкого металла является дорогостоящим. Створные оконные переплеты и раздельные рамы из легких металлов применяются, как правило, только для строительных сооружений повышенного качества. Высокая теплопроводность легкого металла требует дорогостоящих мероприятий для предотвращения теплового и холодного мостов между внешним пространством и помещением. Профили изготавливают, как правило, в виде полых профилей, которые должны быть относительно тонкостенными для того, чтобы створные оконные переплеты и раздельные рамы имели приемлемый вес. Тонкостенность профиля приводит к проблемам при закреплении фурнитуры, следствием чего является то, что должны применяться сложные, с геометрическим замыканием, решения по закреплению фурнитуры, что удорожает готовое изделие. Преимуществом является то, что изготовленные таким образом окна и двери являются стойкими к атмосферным воздействиям даже без особых защитных мероприятий.
Изготовление створных оконных переплетов и раздельных рам экструзией из пластмассы, в частности, экструзией из ПВХ, является экономичным как при первоначальном изготовлении, так и во время использования, так как едва ли можно ожидать их повреждений атмосферным воздействием. Из соображений экономии материала и снижения веса, пластмассовые профили изготавливают в виде относительно тонкостенных полых профилей, при этом, как правило, в пластмассовые профили дополнительно должны встраиваться усилительные вставки из металла для того, чтобы придать профилям необходимую прочность на изгиб и необходимую для створных оконных переплетов и раздельных рам устойчивость к перекашиванию. Установка фурнитуры ограничена толстостенными и многостенными участками, а также такими участками, в которых имеются металлические усилительные элементы. Если фурнитура монтируется в зонах с металлическими усилительными элементами, происходит усложнение установки крепежных винтов.
Из CH-A-642901 известен способ экструзии брусков, при котором повторно используют отходы ПВХ для нового процесса производства. При этом в экструдер подводят влажный размолотый материал ПВХ. В размолотом материале ПВХ может содержаться до 25% примесей, например, других пластмасс, металлической стружки, резины и стандартных наполнителей. Могут применяться также вещества, служащие для армирования, например, стекловолокно, которое может способствовать улучшению изделий, получаемых этим способом.
Из DE-A-1906012 известно, что в способе непрерывного изготовления точных по размеру профилей из термопластических пластмасс, непосредственно вслед за экструдером располагаются многоступенчатые матричные режущие инструменты, через которые проходит изготовленный экструзией профиль сразу же после его отверждения и при этом обрабатывается резанием. При этом силы резания, возникающие при последующей обработке резанием, должны дистанционироваться от сил, возникающих при экструзии. Причем можно поддерживать постоянной скорость вытягивания профиля, в то время как скорость резания может регулироваться независимо от этого. Но при этом непрерывно выходящая из экструдера заготовка проходит через многоступенчатые матричные режущие инструменты не разделенной.
В основу изобретения положена задача создания способа изготовления профильного материала, в частности, для изготовления окон и дверей, в котором устранены существенные недостатки известных способов и объединены существенные преимущества известных способов.
Решение этой задачи осуществляется согласно изобретению следующими операциями:
d) смесь, пригодную для непрерывного профильного формования, вводят под давлением в профилеобразующий канал, образующий профильную заготовку, вплоть до его заполнения, там осуществляют формование с образованием толстостенной профильной заготовки, отверждают, по меньшей мере, частично путем охлаждения, и после этого извлекают из профилеобразующего канала, в виде отрезка длиной, соответствующей длине канала;
e) профильную заготовку отдельными участками подвергают усадке в течение времени выдержки, которого достаточно для того, чтобы произошла значительная часть всей ожидаемой усадки;
f) после истечения этого времени выдержки профильную заготовку формуют отдельными участками путем снятия материала обработкой резанием на, по меньшей мере, отдельных частях ее периметра с получением промежуточного профиля;
g) на промежуточный профиль наносят покрытие в виде слоя, улучшающего поверхность, по меньшей мере, на части его периметра.
При этом время выдержки составляет, например, около 5 - 10 часов.
Переработка термопластичных пластмассовых отходов согласно признаку а) известна сама по себе для изготовления второразрядных изделий. Переработка термопластичных пластмассовых отходов в профильный материал для изготовления окон и дверей до сих пор не применялась, потому что, с учетом опыта прежнего изготовления дверных и оконных профилей из пластмассы при применении пластмассовых отходов следует рассчитывать на недостаточную прочность и, прежде всего, на недостаточно высокое качество поверхности.
За счет того, что согласно изобретению, в соответствии с признаком d), профильная заготовка изготавливается в виде толстостенного профиля и, в частности, в виде сплошного профиля, и что согласно признаку b) к пластмассовым отходам добавляется второй компонент смеси, имеющий значительное содержание добавок, уменьшающих вес и/или повышающих прочность, является возможным, несмотря на невысокое качество применяемой пластмассы, обеспечить достаточную прочность при приемлемом весе и одновременно получить профиль, позволяющий расположить в любом месте детали фурнитуры с помощью обычных крепежных средств, в частности, шурупов.
Кажущаяся, на первый взгляд, необычная мысль, выраженная в признаках d) и f), подвергнуть профили для изготовления окон и дверей многократному процессу профилирования, а именно процессу непрерывного профильного формования и второму процессу профилирования посредством обработки резанием, позволяет путем установки определенного времени выдержки между обоими процессами профилирования, осуществить значительную часть ожидаемой усадки в период времени перед окончательным профилированием посредством обработки резанием, благодаря чему после осуществленной обработки резанием продолжающаяся остаточная усадка не оказывает значительного влияния на взаимодействие створных оконных переплетов и раздельных рам, и на зазор между раздельными рамами и кирпичной стеной. Это представляет собой очень существенный момент в способе согласно изобретению, в частности, также с учетом следующих рассуждений: если бы применяли чистый отсортированный новый пластмассовый материал, то можно было бы так учитывать его свойства усадки или уменьшения объема при профилировании, то есть при установке фильер экструдера или других формообразующих деталей, чтобы створные оконные переплеты и раздельные рамы после происшедшей усадки оставались необходимым образом подогнанными друг к другу. Можно было бы либо вообще отказаться от дополнительной обработки резанием, либо осуществлять дополнительную обработку резанием непосредственно вслед за отверждением профильной заготовки. При переработке пластмассовых отходов согласно признаку а) нужно принимать во внимание сильный разброс по свойствам усадки, вследствие чего, практически, невозможно уже заранее учесть определенное ожидаемое уменьшение объема, вследствие чего, после происшедшего уменьшения объема деталей профиля створного оконного переплета и деталей профиля раздельной рамы, обе эти рамы соответствующим образом подгоняются друг к другу. Здесь может оказать помощь способ согласно изобретению, в котором согласно признаку e) между профилированием с образованием непрерывной заготовки и профилированием посредством обработки резанием имеется выдержка по времени. Уже было выявлено, что и при сильном разбросе по свойствам усадки вследствие различного состава пластмассовых отходов, поступающих из различных источников, и при введении добавок, уменьшающих вес и/или повышающих прочность, значительная часть общего ожидаемого уменьшения объема происходит в сравнительно короткое время, например, приблизительно от 5 до 10 часов после непрерывного профильного формования. Так что усадка, которая еще происходит после этого времени и вслед за осуществляемой после этой выдержки обработки резанием, либо вообще может не учитываться, либо учитывается, в значительной мере, независимо от соответствующих применяемых пластмассовых отходов, и желаемый взаимный зазор створных оконных переплетов и раздельных рам сохраняется в готовом окне или готовой двери в течение длительного времени, а также в стыках между раздельными рамами и проемом в кирпичной стене больше не происходит отрицательно действующей усадки.
За счет того, что после осуществления съема материала обработкой резанием на получающийся промежуточный профиль согласно признаку g) наносят улучшающее покрытие, по меньшей мере, на часть периметра профиля, устраняются первоначально возникающие опасения недостаточности свойств поверхности механического и, особенно, визуального характера, и в заключение получают профильный материал, который по своим визуальным свойствам поверхности, по меньшей мере, равноценен свойствам профилей из легких металлов, профилей из новой пластмассы и обработанной поверхности деревянных профилей.
Применение термопластичных пластмассовых отходов согласно признаку а) приводит, с одной стороны, к удешевлению изготовления окон и дверей, потому что такие пластмассовые отходы из различных источников и в большом количестве обходятся дешевле, например, промышленные отходы и, в особенности, также коммунальные и бытовые пластмассовые отходы, которые получают после грубой сортировки, например, по системе DSD. Кроме того, способ согласно изобретению, поскольку в нем используют термопластичные пластмассовые отходы, решает также проблему вторичной переработки имеющихся в большом объеме пластмассовых отходов.
Если в распоряжении имеются дешевые новые пластмассовые материалы, например, вследствие избыточного производства пластмасс, то их также можно применять для осуществления способа согласно изобретению. При этом упрощаются различные отдельные процессы в рамках всего способа. То же самое относится к случаю, когда в распоряжении имеются не содержащие примесей пластмассовые отходы, например, отходы при обрезке во время переработки пластмасс в другую продукцию.
За счет введения понижающих вес и/или повышающих прочность добавок в различных количествах, можно по желанию регулировать в широком диапазоне механические свойства, в частности, с точки зрения плотности компактного, не имеющего воздушных пузырьков профильного материала, прочность на изгиб профильного материала и прочность на разрыв крепежных элементов, служащих для закрепления деталей дверной или оконной фурнитуры.
Кроме того, добавки можно изменять также в зависимости от места происхождения, в зависимости от того, какие добавки имеются в распоряжении в достаточном количестве по приемлемой цене на соответствующем месте производства.
В качестве пластмассовых отходов, предпочтительно, применяют пластмассовые отходы на основе полиолефинов, в частности, на основе полиэфира (ПЕ) и/или на основе полипропилена (ПП), но альтернативно также и пластмассы на основе АБС-пластика (сополимера акрилонитрила, бутадиена и стирола) или смеси из них. Эти пластмассовые отходы отличаются не только благоприятными технологическими свойствами в рамках способа согласно изобретению, но и, кроме того, предпочтительны с точки зрения последующей вторичной переработки окон и дверей, когда они либо по истечении их обычного срока службы, либо в связи с преждевременным выходом из строя по причине непредвиденных событий должны заменяться. Тогда можно использовать профили или готовую продукцию, изготовленную из них, либо снова в виде сырья для производства окон, либо в другой области, где предъявляются более низкие требования. Их можно также отправить в мусоросжигательные установки, не опасаясь возникновения проблем при сжигании.
Содержание второго компонента смеси может составлять от 1 до 60 вес.% к общему весу профильной заготовки.
Пластмассовые отходы, которые пригодны для способа согласно изобретению, имеются в распоряжении в виде отходов пленки, например, отходов упаковочной пленки, защитных пленок, кровельных пленок или таких материалов одноразовой посуды, как стаканчики из-под йогурта и т.п. Эти пластмассовые отходы могут использоваться, преимущественно, без очистки и в зависимости от конструкции установки также неизмельченными. Они могут собираться в тюках в соответствующих местах их происхождения, поэтому значительно упрощена проблема материально-технического снабжения по сравнению с транспортировкой, например деревянных брусков или дерева в связках. Пластмассовые отходы могут использоваться, преимущественно, без очистки, приставшая грязь, например, остатки содержимого упаковки, обычно не мешает, и мытье не требуется. Но, в зависимости от соответствующих источников пластмассовых отходов, их можно освободить механическим или магнитным способом от посторонних предметов, мешающих образованию профиля.
Следует особенно указать на то, что применяемые согласно изобретению пластмассовые отходы, получаемые в промышленности, быту или коммунальные отходы, в случае необходимости, измельченные, смешивают в качестве первого компонента смеси со вторым компонентом смеси. Это означает, что в способе согласно изобретению не обязательно применяется такой вид вторичной переработки пластмассовых отходов, при котором пластмассовые отходы после сушки и очистки подвергают промежуточному пластифицированию, затем формуют непрерывную заготовку, снова охлаждают и затем измельчают. Только способ изготовления может быть исключен в способе согласно изобретению, благодаря чему значительно улучшается энергетический баланс способа согласно изобретению, в том числе и тогда, когда сухая очистка осуществляется механическим или магнитным образом, а также тогда, когда пластмассовые отходы измельчаются.
Рекомендуется высушивать пластмассовые отходы перед смешиванием со вторым компонентом смеси до достаточной влажности менее 3 вес.%, предпочтительно, менее 1 вес.%. При этом сушка означает, в частности, отвод влаги, которая неизбежно имеется у пластмассовых отходов вследствие их прежнего использования и хранения, и, как правило, не относится к сушке от промывочной воды, которая, предпочтительно, не применяется из соображений предотвращения загрязнения окружающей среды. "Естественная" грязь пластмассовых отходов захватывается в процессе смешивания и, к удивлению, не мешает в готовом профиле. Путем расплавления пластмассовых отходов, а именно преобразования профильной заготовки, образуется своего рода матрица вокруг добавок, а также вокруг частиц грязи, благодаря чему на поверхности, преимущественно, нет частиц грязи в свободном виде и тем самым исключаются проблемы внешнего вида и запаха, но исключаются самое позднее тогда, когда применяется улучшение поверхности согласно признаку g).
Обработку пластмассовых отходов можно упростить, если пластмассовые отходы перед смешиванием со вторым компонентом смеси измельчить до размера, менее 20 мм, предпочтительно, менее 16 мм по максимальной осевой длине. Когда здесь говорится о максимальной осевой длине, подразумевается следующее: частицы пластмассовых отходов располагают в Декартовой системе координат с тремя осями и измеряют протяженность частиц в направлении трех осей системы координат. При этом обращают внимание на то, чтобы в одном из направлений измерения наибольшая осевая протяженность не превышала 16 мм. Если речь идет об отходах пленки, то это означает, что отходы пленки могут описываться квадратом, длина стороны которого меньше 16 мм, или кругом с диаметром менее 16 мм.
Если, как это предусмотрено предпочтительным осуществлением способа, пластмассовые отходы имеются в виде частей случайной формы, рекомендуется ввести эти части под уплотняющим давлением в смесительную зону со вторым компонентом смеси, и таким образом, по меньшей мере, приблизительно, достичь постоянных соотношений в смеси между пластмассовыми отходами и добавками. Представляется возможным осуществлять отбор пробы из каждой партии пластмассовых отходов, с одной стороны, и добавок с другой стороны, после уплотнения, а при желании и после непрерывного профильного формования, и после этого осуществить регулирование подвода компонентов для того, чтобы обеспечить желаемое соотношение в смеси.
Для второго компонента смеси подбирают самые различные добавки в зависимости от того, каким свойствам готового продукта придается наибольшее значение. Могут применяться минеральные добавки, которые, в любом случае, уменьшают необходимое количество используемой пластмассы. Предпочтительно, применяют волокнистые добавки, потому что с их помощью можно особенно благоприятно воздействовать на прочностные свойства получаемого готового профиля.
В предпочтительной форме осуществления способа согласно изобретению, второй компонент смеси образуют, по меньшей мере, частично из растительного сырья, при желании, в подготовленной форме. Благодаря этому способ согласно изобретению становится более ценным с точки зрения экономики, так как можно перерабатывать избыток сельскохозяйственной продукции. Помимо прочего, сюда добавляется преимущество материально-технического обеспечения, поскольку растительные сырьевые материалы для второго компонента смеси могут быть получены в окрестностях места изготовления профиля. Особенно подходят сельскохозяйственные культуры в размолотой или расщепленной на волокна форме, например, травы, лен и все виды соломы зерновых культур, которые, как оказалось, особенно подходят для этой цели. Подходящей для второго компонента смеси оказалась и китайская крапива (miskanthus), которая созревает, преимущественно, на третий год после посева. Эта китайская крапива в размолотой и, в частности, расщепленной на волокна форме отличается особенно высокой прочностью на растяжение и поверхностной шероховатостью волокон, что в сочетании с расплавляемой и снова отверждаемой пластмассой создает хорошее защитное действие.
Второй компонент смеси перед смешиванием и, в случае необходимости, после измельчения высушивается до содержания воды, максимально 3 вес.%, предпочтительно, до 1 вес. %. Не исключено, что сушка происходит также и после смешивания, но так как оба компонента смеси из других соображений подводятся к месту смешивания, как уже указывалось, в компактной форме и смесь тогда также остается компактной и продолжает уплотняться, рекомендуется осуществлять сушку отдельных компонентов смеси перед смешиванием.
Второй компонент смеси должен также доводиться до определенного диапазона размеров частиц, чтобы независимо от соответствующих источников получить свойства, приближающиеся к стандарту. В соответствии с этим дополнительно предлагается измельчить второй компонент смеси до частиц размером, максимально 5 мм, предпочтительно, с максимальной длиной по оси не более 3 мм.
Второй компонент смеси опять подводится на смешивание с первым компонентом смеси также под давлением уплотнения с целью получить максимально постоянное весовое соотношение между относительными компонентами смеси и, кроме того, с целью уменьшения работы по уплотнению после осуществления смешивания, например, в червячном смесителе, загружающем фильеру, образующую заготовку.
Давление уплотнения для первого и/или второго компонента смеси можно получить, например, за счет того, что первый и/или второй компонент смеси хранится в сборнике, предпочтительно, высоком бункере, в непосредственной близости от места смешивания, вследствие чего статическое давление высоты запаса в соответствующем сборнике, в случае необходимости, поддерживаемое средствами механического уплотнения, служит для уплотнения соответствующих компонентов смеси на месте смешивания. В непосредственной близости от места соединения компонентов смеси, если они уже до этого уплотнились за счет большой высоты при хранении и/или дополнительных средств уплотнения, могут иметься устройства для такого перемешивания или разрыхления, после которых давление уплотнения не препятствует выгрузке продукта.
Оба компонента смеси могут подводиться, при желании, через предварительно включенную дополнительную позицию предварительного смешивания в червячный экструдер, который служит для дальнейшего смешивания и уплотнения обоих компонентов смеси и первой термопластификации первого компонента смеси.
Альтернативно также является возможным компоненты смеси, прежде, чем они поступят к червячному экструдеру с целью окончательного смешивания и пластифицирования первого компонента смеси, то есть для получения смеси, пригодной для непрерывного профильного формования, подвергнуть обработке смешиванием, свойлачиванием или перемешиванием друг с другом, при которой термопластичные компоненты смеси подвергаются, по меньшей мере, частично термопластификации, и полученная таким образом смесь гранулируется. В этом случае гранулы подают в червячный экструдер. Гранулы можно вводить затем в червячный экструдер с частью тепла, полученного при гранулировании. При этом гранулы можно от температуры гранулирования, составляющей, например, в случае переработки полиолефина от 105oC до 130oC, предпочтительно, 112oC охладить до 80oC, и охлажденные таким образом до 80oC гранулы подвести к червячному экструдеру. Если при этом понижении температуры до температуры, предусмотренной для ввода гранул в червячный экструдер, произойдет в более короткий срок, чем время транспортировки от гранулирования до входа в червячный экструдер, то гранулы можно сохранять при поддержании температуры в каком-либо месте по пути транспортирования от гранулирования до червячного экструдера.
Интенсивное смешивание и гранулирование может осуществляться, например, в кольцевой матрице с измельчающими валиками, которые интенсивно смешивают введенную в полость матрицы смесь компонентов друг с другом, месят и, затем, проталкивают через отверстия в кольцевой матрице. Затем термопластифицированные колбаски из смеси, выходящие из отверстий в кольцевой матрице, могут периодически разрезаться стригальным ножом, причем стригальный нож удерживается в установке на наружной стороне вращающейся кольцевой матрицы таким образом, что при каждом прохождении мимо него определенного отверстия матрицы отрезается колбаска, прошедшая за это время через отверстие матрицы, и, тем самым, образуются гранулы в форме маленьких цилиндрических пробок заданной длины. Образованные таким образом гранулы имеют при этом диаметр, например, 3 мм и длину 5 мм. В этих гранулах волокнистые добавки ко второму компоненту смеси уже хорошо распределены в расплавленных составляющих первого компонента смеси. Плоскость этих гранул уже достаточно высока. Тем самым уменьшается необходимая работа по уплотнению в последующем червячном экструдере, в котором получается пригодная для непрерывного профильного формования термопластифицированная смесь для заполнения профилеобразующих каналов. Недостаток, который при определенных обстоятельствах мог бы заключаться в двукратном термопластифицировании, возмещается за счет того, что работа по уплотнению в червячном экструдере может быть уменьшена, благодаря чему червячный экструдер может быть выполнен меньшим по размерам и, поэтому, более дешевым.
В отношении операций измельчения и очистки можно добавить следующее: очистку применяют, как правило, только тогда, когда в качестве первого компонента смеси перерабатывают сильно загрязненный исходный материал. При этом, как уже было сказано, очистка, по возможности без промывочной воды, направлена прежде всего на удаление металлических и других твердых частиц, которые могут особенно помешать при дальнейшей обработке. Поэтому, предпочтительно, применяются механические или магнитные средства очистки. Предпочтительно осуществляется этот вид очистки, после чего первый компонент смеси измельчают до вышеуказанных значений <80 мм, предпочтительно, <20 мм максимальной длины по оси, потому что подлежащие отделению твердые частицы тогда легче отделяются от частиц пластмассы. Если предусмотрена обработка сушкой, приблизительно, до упомянутых выше значений, менее 3 вес.% воды и, предпочтительно, менее 1 вес.%, то работа может осуществляться также таким образом, что после измельчения первого компонента смеси он сначала подвергается первой обработке очисткой, затем производят обработку сушкой и вслед за обработкой сушкой осуществляют еще раз обработку очисткой, после чего частицы первого компонента смеси могут подводиться на смешивание с частицами второго компонента смеси либо в саму матрицу для получения гранул, либо в дополнительное перемешивающее устройство, включенное перед матрицей для образования гранул. При определенных обстоятельствах является предпочтительным использование тепловой энергии, вводимой при сушке первого и/или второго компонентов смеси, для того, чтобы поддерживать гранулирование.
В пределах вышеупомянутого, грубо определяемого диапазона содержания второго компонента смеси в готовом продукте от 1 до 60 вес.%, можно установить предпочтительные соотношения при смешивании следующим образом: весовое соотношение между первым компонентом смеси и вторым компонентом смеси соответствует отношению от 6 вес. ч. пластмассовых отходов к 1 вес. ч. добавок, до 4 вес. ч. пластмассовых отходов к 1 вес. ч. добавок, предпочтительно, около 5 вес. ч. пластмассовых отходов к 1 вес. ч. добавок.
Смесь, пригодную для непрерывного профильного формования, получают, предпочтительно, в червячном экструдере, а именно, предпочтительно, с подачей гранул в червячный экструдер. От червячного экструдера термопластифицированная смесь поступает затем в профилеобразующий канал.
В качестве червячного экструдера применяют, предпочтительно, однозаходный червячный экструдер, во всяком случае, тогда, когда в червячный экструдер загружают гранулы.
Однозаходный экструдер выполняется, предпочтительно, в виде трехступенчатого червяка, имеющего зону загрузки, зону сжатия и зону выгрузки. При этом однозаходный червячный экструдер может быть выполнен однозаходным и предпочтительно следующими размерами:
постоянный шаг червяка, равный 0,8 D,
отношение L/D 15:1,
зона загрузки 3D,
зона сжатия 7D,
зона выгрузки 5D,
где D - внутренний диаметр цилиндра червяка и
L - активная длина червяка.
При этом к червячному экструдеру может примыкать зона накопления и смешивания, в которой происходит дальнейшая гомогенизация смеси, пригодной для непрерывного профильного формования, перед входом в профилеобразующий канал.
В зоне загрузки червячного экструдера могут приниматься меры для предотвращения совместного вращения введенной смеси с вращающимся червяком.
Гидродинамическое сопротивление на участке накопления может изменяться для того, чтобы отрегулировать, с одной стороны, степень гомогенизации, а с другой стороны, для установления различных гидродинамических сопротивлений. Рекомендуется, при подводе смеси, пригодной для непрерывного профильного формования, от зоны выгрузки из червячного экструдера к профилеобразующему каналу, регулировать гидродинамическое сопротивление на участке накопления для того, чтобы таким образом получить определенное гидродинамическое сопротивление.
Для фазы заполнения профилеобразующего канала рекомендуется держать его закрытым на конце, удаленном от загрузки, вплоть до полного заполнения, чтобы получить определенное количество материала. В профилеобразующем канале получают профильную форму заготовки.
Извлечение профильной заготовки из профилеобразующего канала может происходить путем отбора, по меньшей мере, частично отвержденной профильной заготовки после выдвигания с помощью силы выталкивания, действующей от конца профилеобразующего канала со стороны заполнения и/или путем вытягивания профильной заготовки с помощью силы вытягивания, прикладываемой к концу, удаленному от места заполнения по ходу потока. При этом особенно предпочтительно, если отбор, по меньшей мере, частично отвержденной профильной заготовки осуществляется частично за счет нового заполнения профилеобразующего канала с его конца со стороны заполнения смесью, пригодной для непрерывного профильного формования, и частично вытягиванием уже частично вытолкнутой профильной заготовки. Вытягивание, по меньшей мере, частично отвержденной профильной заготовки может осуществляться, например, с помощью вытягивающих валков.
Отдельные стадии процесса заполнения и извлечения профильной заготовки могут осуществляться таким образом, что после прохождения заднего конца, по меньшей мере, частично отвержденной профильной заготовки мимо границы профилеобразующего канала, близкой к выходу, начинается отвод профильной заготовки со скоростью, превышающей скорость нового заполнения профилеобразующего канала, вследствие чего образуется зазор между задним концом, выходящей, по меньшей мере, частично отвержденной профильной заготовки и передним фронтом нового заполнения, в зоне этого зазора удаленный от места заполнения конец профилеобразующего канала закрывается, и после этого профилеобразующий канал заполняется до достижения заданного давления заполнения, после чего профилеобразующий канал отделяется на своем конце со стороны заполнения от дальнейшего притока смеси, пригодной для непрерывного профильного формования, и содержащееся в профилеобразующем канале новое заполнение смесью, пригодной для непрерывного профильного формования, подвергается, по меньшей мере, частичному отверждению.
Для того чтобы способствовать, с одной стороны, образованию термопластифицированной, пригодной для непрерывного профильного формования смеси в червячном экструдере - в случае необходимости на участке накопления - за счет поддержания соответствующих температур, а с другой стороны, обеспечить без помех в следующем за ним профилеобразующем канале падение температуры, необходимое для отверждения, рекомендуется направить смесь, пригодную для непрерывного профильного формования, поступающую от червячного экструдера, через термически изолирующий участок в профилеобразующем канале.
Как раз тогда, когда для выдвигания полностью или частично отвержденной профильной заготовки применяют дополнительную загрузку смесью, пригодной для непрерывного профильного формования, то есть загрузку материала, который должен образовать следующую профильную заготовку, является желательным, чтобы профилеобразующий канал в зоне своего конца со стороны заполнения, по меньшей мере, в начале введения новой порции смеси, пригодной для непрерывного профильного формования, охладился настолько, чтобы произошло быстрое затвердевание переднего конца новой загружаемой порции материала. Это обеспечивается за счет того, что следующие друг за другом профильные заготовки чисто отделяются друг от друга. Кроме того, быстрое отверждение переднего конца новой порции материала в профилеобразущем канале является желательным для того, чтобы при включении установки получилась определенная форма соответствующей первой профильной заготовки, и чтобы в менее охлажденном центре полученной профильной заготовки не образовалась мягкая зона, в которой смесь, пригодная для непрерывного профильного формования, не могла бесконтрольно отклоняться в направлении к выходному концу профилеобразующего канала. Таким образом, рекомендуется, чтобы профилеобразующий канал в зоне своего конца со стороны заполнения охлаждался сильнее, чем в примыкающей части своей длины ниже по потоку.
Движение вытягивания каждой полученной профильной заготовки начинается, предпочтительно, когда передний конец соответствующей, частично выдвинутой, профильной заготовки пройдет определенную позицию, причем этот момент определяется фотоэлементом.
Если началось движение вытягивания, может быть осуществлено закрывание конца профилеобразующего канала, удаленного от места заполнения, с заданной выдержкой по времени от начала вытягивания соответствующей профильной заготовки.
Отделение профилеобразующего канала от притока смеси, пригодной для непрерывного профильного формования, может осуществляться после достижения определенного давления в профилеобразующем канале, причем рост давления замеряется, предпочтительно, вблизи загружаемого конца профилеобразующего канала.
Необходимость охлаждения в профилеобразующем канале является целесообразной для непрерывной работы червячного экструдера или другого источника смеси, пригодной для непрерывного профильного формования, чтобы последовательно, друг за другом периодически загружать смесью, пригодной для непрерывного профильного формования, множество профилеобразующих каналов, подключаемых к месту ее подачи.
В принципе, является возможным, чтобы несколько профилеобразующих каналов, расположенных на вращающемся держателе друг за другом, устанавливались соосно с местом подачи материала.
Однако для того, чтобы исключить проблему герметичности, предпочтительной является другая форма выполнения, в которой смесь, пригодная для непрерывного профильного формования, поступает от места подачи в систему распределительных расплавопроводов, подключенную к множеству профилеобразующих каналов через соответствующее количество присоединительных клапанов, и чтобы один за другим, предпочтительно, по периодически повторяемой программе открывался соответствующий, по меньшей мере, и предпочтительно, один присоединительный клапан. Преимущество этой формы выполнения способа заключается в том, что присоединительные клапаны могут быть стандартными клапанами, не создающими никаких проблем с герметичностью.
В предпочтительной форме выполнения способа согласно изобретению, его осуществляют таким образом, что смесь, пригодную для непрерывного профильного формования, вводят в месте подачи в распределительный расплавопровод, между концом которого со стороны подачи и концом, удаленным от подачи, предусмотрено множество распределенных в продольном направлении распределительного расплавопровода присоединительных клапанов; к началу цикла заполнения профилеобразующих каналов, подключенных к присоединительным клапанам, сначала очищают распределительный расплавопровод на его конце, удаленном от места подачи открытием очистительного клапана, и после этого последовательно друг за другом открывают присоединительные клапаны от конца, удаленного от места подачи, к концу, близкому к подаче, причем этот процесс при наличии одного или нескольких дополнительных, подключенных к месту подачи соответствующих распределительных расплавопроводов, осуществляется последовательно для различных распределительных расплавопроводов. За счет предусмотренной при этом способе работы очистки гарантируется, что каждый раз при начале нового заполнения профилеобразующего канала на его конце со стороны заполнения накапливается достаточно термопластифицированная, пригодная для непрерывного профильного формования смесь.
Рекомендуется, чтобы профильные заготовки изготавливались в каждом профилеобразующем канале длиной около 0,5 - 6 м, предпочтительно, около 4,5 м. Длина профилеобразующих каналов зависит, в частности, от необходимого поперечного сечения и производительности имеющегося в распоряжении источника смеси, пригодной для непрерывного профильного формования, для заполнения соответствующего профилеобразующего канала, то есть, в частности, от производительности червячного экструдера.
Профильные заготовки могут изготавливаться со сплошным поперечным сечением. Изготовление профильных заготовок со сплошным поперечным сечением, с точки зрения технологии формования, то есть при изготовлении профилеобразующих каналов, имеет преимущество. Добавление различных весовых частей второго компонента позволяет регулировать желаемый вес профильной заготовки на единицу длины для каждого случая применения, например, для изготовления окон и дверей, даже если профильная заготовка выполнена в виде сплошного профиля. Впрочем, изготовление профильной заготовки в виде сплошного профиля облегчает установку оконной и дверной фурнитуры.
В целях обеспечения высокой прочности на изгиб и жесткости при продольном изгибе профильной заготовки и, тем самым, готового профильного материала, заполнение профилеобразующего канала осуществляют при таких параметрах потока смеси, пригодной для непрерывного профильного формования, при которых при наличии удлиненных волокнистых частиц во втором компоненте смеси, эти частицы располагаются, преимущественно, параллельно соответствующему продольному направлению профиля. При этом ориентация волокнистых частиц может улучшаться как в профилеобразующем канале, так и на установленном перед ним участке накопления. Для параллельного расположения волокон в профилеобразующем канале является преимуществом, если он заполняется поступательно в направлении от места входа к месту выхода, для чего является желательным усиленное охлаждение во входной зоне профилеобразущего канала.
Дальнейший процесс изготовления после извлечения профильных заготовок может осуществляться таким образом, что профильные заготовки при выходе из соответствующего профилеобразующего канала укладываются на площадку для вылеживания и после полного выхода из соответствующего профилеобразующего канала транспортируются к позиции обработки резанием, и при этом подвергаются процессу усадки. Таким образом, можно использовать путь профильных заготовок к позиции обработки резанием для осуществления процесса усадки. При этом является возможным, чтобы транспортировка, по меньшей мере, на части пути осуществлялась в направлении, поперечном к продольной оси соответствующей профильной заготовки. Таким образом можно сократить путь от выгрузки заготовки до позиции
обработки резанием и при этом сохранить время транспортировки за счет поддержания соответственно небольшой скорости транспортировки поперечно к продольной оси соответствующей профильной заготовки.
Выше уже показывалось, что желательно, чтобы червячный экструдер работал непрерывно. Это находится в противоречии с необходимостью периодически прерывать поток смеси, пригодной для непрерывного профильного формования, когда происходит переключение подвода смеси от одного профилеобразующего канала к следующему подлежащему заполнению профилеобразующему каналу. Поэтому предлагается создать в зоне подключения червячного экструдера к профилеобразующему каналу или к нескольким профилеобразующим каналам буферный объем, который принимает смесь, пригодную для непрерывного профильного формования, каждый раз, когда поток смеси к профилеобразующему каналу или каналам уменьшается или прерывается.
Уже указывалось, чем гранулы могут подводиться к червячному экструдеру в нагретом, например, до 60oC состоянии.
Таким образом можно уменьшить подвод энергии в червячный экструдер.
Кроме того, является возможным, чтобы гранулы охлаждались от своей температуры, достигнутой при их образовании, до температуры загрузки в червячный экструдер и вводились в червячный экструдер при этой температуре. Эта операция благоприятно сказывается на экономичности экструдера, потому что часть энергии, необходимой для расплавления пластмассы, нужно подводить лишь один раз.
В смесь, пригодную для непрерывного профильного формования, могут добавляться ингредиенты смеси, расходуемые в небольших количествах, как например, смазка, красящие пигменты и стабилизаторы. В принципе, является возможным, чтобы эти ингредиенты добавлялись в первый компонент смеси или во второй компонент смеси, или - если образуются гранулы - в гранулы. Как правило, предпочтительно, если такие ингредиенты добавляются в гранулы. Существенной добавкой является красящий пигмент. Предпочтительно, добавляют черный красящий пигмент, в частности, сажу. Сажа отличается незначительной стоимостью изготовления и высокой кроющей способностью. Высокая кроющая способность приводит к тому, что, возможно, на обрабатываемые резанием или обрабатываемые резанием, но не покрываемые улучшающим слоем поверхности профиля приобретают благоприятный внешний вид, создавая впечатление отделки высокого качества. При этом, в частности, черный цвет является наиболее благоприятным вследствие своего высокого светопоглощения.
Обработка резанием профильной заготовки может осуществляться на позиции обработки резанием множеством вращающихся обрабатывающих головок, распределенных по периметру профильной заготовки, которые, если желательно, расположены друг за другом в направлении прохождения профильной заготовки. При этом, как правило, следует обращать внимание на то, что производительность резания при обработке профильной заготовки ограничивается таким образом, что, по существу, не происходит термопластифицирования содержащегося в соответствующей обрабатываемой профильной заготовке термопласта. Возможность оказать влияние на температуру в месте обработки резанием обеспечивается за счет применения обрабатывающих головок большого диаметра, чтобы теплообмен между обрабатывающими головками и окружающим воздухом после прохождения через соответствующее место обработки позволил охладить инструмент и, тем самым, также место обработки на заготовке. Оператор установки имеет возможность после измерений температуры установить оптимальный диаметр обрабатывающих головок.
Улучшение поверхности с помощью нанесения улучшающего слоя согласно первой альтернативе может осуществляться таким образом, что промежуточный профиль, полученный обработкой резанием, подводится с помощью согласованного по профилю центрирующего канала к каналу для нанесения покрытия, который имеет по отношению к профильной заготовке припуск, соответствующий толщине покрытия, и снабжен, по меньшей мере, одним трубопроводом для подвода состава для покрытия и, по желанию, распределительными средствами. При этом для выравнивания покрытия является предпочтительным, чтобы промежуточный профиль с нанесенным покрытием в канале повторного профилирования после частичного отверждения, в частности, во время прохождения через охлаждающую ванну подвергался воздействию пониженного давления, выравнивающему поверхность. При улучшении поверхности такого рода можно нанести состав для покрытия слоем толщиной около 0,1 до 2,0 мм, предпочтительно 0,7 - 0,8 мм. С преимуществом можно применять такой состав для покрытия, который имеет высокую степень сродства к соответствующему компоненту смеси. Поэтому следует, в частности, учитывать, что термоплпастичная масса покрытия наносится, например, на основу из полиолефина, основу АБС-пластика или основу из ПВХ. Это имеет преимущество также при последующей обработке профилей. Состав для покрытия может содержать красящий пигмент, в частности белый красящий пигмент, благодаря чему поверхность промежуточного профиля становится по существу непрозрачной.
Согласно еще одной предпочтительной альтернативе предусмотрено улучшение поверхности, заключающееся в том, что промежуточный профиль снабжен, по меньшей мере, на части периметра профиля улучшающим профилем. При этом в качестве улучшающего профиля может применяться, в частности, металлический профиль, например, легко профилируемый посредством гибки алюминиевый профиль. Улучшающий профиль состоит, предпочтительно, из подложки, то есть, например, алюминия и декоративного слоя, например из слоя краски или лака, нанесенного на слой алюминия.
Для того чтобы предотвратить повреждения улучшающего профиля, вплоть до окончательной установки окна, предлагается снабдить улучшающий профиль на его лицевой стороне защитной пленкой. Защитная пленка может при этом быть зафиксирована слоем клея с такой клеящей способностью, что после выполнения ее защитной функции, ее можно было бы легко стянуть.
Имеется возможность профилировать улучшающий профиль из плоского ленточного материала к промежуточному профилю. Но имеется также возможность предварительно отформовать, по меньшей мере, частично улучшенный профиль непосредственно перед нанесением на промежуточный профиль и поместить его в предварительно отформованном виде на промежуточный профиль. В обоих случаях достигается большое преимущество, заключающееся в том, что улучшенный профиль может доставляться к месту его нанесения в виде рулона плоской ленты, благодаря чему экономится транспорт и исключается опасность преждевременной деформации. Формование алюминиевого профиля может осуществляться множеством профильных валков, расположенных друг за другом в направлении подачи, которые взаимодействуют либо с соответствующей, подлежащей покрытию профильной заготовкой, или с промежуточным профилем, профилируя его, или с соответствующими контрвалками, если образование профиля сначала осуществляется независимо от соединения с профильной заготовкой или промежуточным профилем.
Улучшающий профиль может наклеиваться на промежуточный профиль или профильную заготовку, например, за счет того, что клеящее вещество применяется в виде предварительно формуемого слоя, или за счет того, что клеящее вещество применяется в виде покрытия на улучшающем профиле. При этом клеящее вещество может применяться в виде отдельного ленточного материала и наносится непосредственно перед соединением улучшающего профиля с промежуточным профилем, либо на материал улучшающего профиля, либо на промежуточный профиль.
Имеется также возможность закрепить улучшающий профиль, по меньшей мере, частично с геометрическим замыканием на промежуточном профиле; при этом улучшающий профиль может быть, по меньшей мере, по одному краю снабжен фланцем с геометрическим замыканием.
Когда здесь говорится об улучшающих профилях, следует отметить, что толщина стенки этого улучшающего профиля может быть, естественно, намного меньше, чем толщина стенок самонесущих алюминиевых профилей и/или пластмассовых профилей. Если в качестве улучшающего слоя применяются алюминиевые профили, то толщина стенки алюминиевого профиля может составлять, например, 0,1 - 1,0 мм, предпочтительно, 0,3 - 0,6 мм. Толщина возможного декорирующего слоя улучшающего профиля выбирается таким образом, чтобы он выдерживал обычные при эксплуатации ударные и царапающие нагрузки.
В принципе, улучшающий профиль может покрывать профильную заготовку или промежуточный профиль по всему периметру или значительной части периметра профиля. Но, может быть также предпочтительным, если в случае профилей для створного оконного переплета и раздельных рам улучшающий профиль наносится в виде двух частичных профильных оболочек, которые расположены на профильных сторонах промежуточного профиля, соответствующих поверхности по внутреннему периметру и поверхности по наружному периметру соответствующей рамы, на некотором расстоянии друг от друга. Преимущество заключается не только в упрощении нанесения, но в особенности также в том, что в случае металлических улучшающих профилей, хотя и столь тонких в поперечном сечении, предотвращается возникновение холодного моста.
Способ согласно изобретению обеспечивает также возможность применения улучшающего профиля на, по меньшей мере, одном из краев профиля для образования кромок для удерживания, например, материала уплотнения или замазки.
В случае дальнейшей обработки готового профиля, полученного путем нанесения улучшающего слоя, при изготовлении окна или двери, на участке профильного материала готового профиля выполняют вырезку на ус в месте образования каждого угла и соединяют с соответствующей зарезкой на ус на стыкуемом участке профильного материала с помощью, по меньшей мере, одного винта, проходящего поперечно через плоскость соединения в ус, который при желании может проходить через улучшающий слой. При этом можно наносить на участки зарезки на ус стыкующихся поверхностей профильного материала отверждающуюся уплотнительную массу перед свинчиванием винтами.
Если нужно обработать профильный материал, полученный согласно изобретению, для изготовления окон или дверей, то можно изготавливать профильный материал в виде готового профиля с канавками для фиксации оконного стекла или других заполняющих проем пластин и фиксировать их в этих канавках в ходе сборки участков профильного материала в соответствующие рамы. При этом части оконной или дверной фурнитуры можно устанавливать на соответствующих рамах с помощью обычных шурупов, при желании, без предварительно изготовленных отверстий. Эти шурупы можно вводить через улучшающий профиль в соответствующий промежуточный профиль.
Далее, при изготовлении окон и дверей можно оставить зоны готового профиля, не покрытые улучшающим слоем, в том состоянии поверхности, которое достигнуто после изготовления профильной заготовки или изготовления промежуточного профиля.
При изготовлении профильной заготовки добавляют красящие пигменты в таком количестве, что получающийся при образовании профильной заготовки и, при необходимости, обработанные резанием при образовании промежуточного профиля поверхности имеют единое цветовое оформление, в частности, черное цветовое оформление.
Время выдержки, в течение которого должна произойти, по меньшей мере, частично усадка профильной заготовки перед дальнейшей обработкой резанием, при определенных обстоятельствах для быстро усаживающихся пластмасс может быть также сокращено, в случае необходимости, настолько, чтобы после охлаждения, вызывающего отверждение, оно могло вообще больше не понадобиться.
Всегда имеется преимущество легкого перерабатываемого профильного материала, который может подвергаться дальнейшей обработке по технологии соединения деревянных изделий. При этом в зависимости от компонентов смеси достигается также преимущество обработки легко доступных и/или требующих утилизации пластмассовых отходов и преимущество растительных сырьевых материалов, использование которых позволяет дополнительно разгрузить сельскохозяйственное производство.
При отсутствии пластмассовых отходов или дешевых новых пластмасс, например, в виде гранулята, способ согласно изобретению может осуществляться с использованием новых пластмасс.
При применении полиолефинов температуру смеси, пригодной для непрерывного профильного формования, при подаче в профилеобразующие каналы устанавливают, приблизительно, 150 - 195oC. Давление массы смеси, пригодной для непрерывного профильного формования, в конечной фазе заполнения профилеобразующего канала может составлять около 100 - 220 бар, предпочтительно, около 170 бар. Это давление массы может быть также использовано в качестве давления для закрывания формы. Исходя из предположения, что давление массы на участке накопления уменьшается, это означает, что по потоку выше участка накопления давление массы может расти до 300 бар, снова предполагая, что смесь содержит в качестве пластмассовой составляющей, по существу, полиолефин.
Применяемое для извлечения профильной заготовки давление подводимой для следующей заготовки смеси, пригодной для непрерывного профильного формования, может устанавливаться, приблизительно, около 40 - 300 бар.
Качество готовых изделий, то есть окон или дверей при определенных обстоятельствах, может быть повышено за счет того, что уже обработанные резанием и, при определенных обстоятельствах, уже имеющие улучшающий профиль профили подвергаются дополнительному времени выдержки для окончательной обработки.
Если используются пластмассовые отходы, содержащие нежелательные термопластичные примеси, их можно также отделить. Например, желательно отделить части из ПВХ с учетом позднейшей переработки профилей.
Кроме того, изобретение относится к установке для изготовления профильного материала, в частности, профильной заготовки в рамках вышеописанного способа, включающей червячный экструдер с позицией загрузки компонентов термопластичной смеси и позицией выгрузки термопластифицированной смеси, пригодной для непрерывного профильного формования.
Эта установка отличается стационарным распределительным расплавопроводом с местом подачи, соединенным с местом выгрузки червячного экструдера, множеством присоединительных патрубков для загрузки каналов к стационарному распределительному расплавопроводу, причем эти присоединительные патрубки для загрузки каналов соединены с каждым профилеобразущим каналом, присоединительными клапанами между отдельными профилеобразующими каналами и распределительным расплавопроводом, задвижками на выходе профиля на нижних по потоку концах профилеобразующих каналов, вытягивающим устройством, расположенным по потоку ниже соответствующего нижнего по потоку конца профилеобразующих каналов, а также средствами программного управления с чувствительными элементами, определяющими состояние заполнения, выдвигания, вытягивания, и реле времени, которые
- после заполнения профилеобразующего канала закрывают соответствующий присоединительный канал;
- после периода охлаждения смеси, содержащейся в профилеобразующем канале, открывают соответствующую задвижку на выходе профиля и соответствующий присоединительный клапан;
- после частичного выдвигания уже отвержденного профиля посредством смеси, дополнительно поступающей через присоединительный клапан, частично выдвинутый профиль подвергают воздействию вытягивающего устройства и отделяют от переднего фронта поступающей смеси;
- после отделения заднего конца профиля от переднего фронта поступающей смеси закрывают выходную задвижку внутри полученного таким образом зазора, и
- снова полностью заполняют профилеобразующий канал до достижения состояния заполнения, необходимого для образования следующего профиля.
Благодаря заполнению отдельных профилеобразующих каналов, нет необходимости в осуществлении строгого непрерывного процесса. Профили неизбежно получаются в виде отдельных профильных отрезков. Эти отдельные профильные отрезки могут храниться, занимая мало места, в течение длительного времени для того, чтобы в них произошла достаточная усадка.
При этом профилеобразующие каналы могут быть расположены в ванне с охлаждающей жидкостью. Если по длине профилеобразующих каналов должна поддерживаться изменяемая по отдельным участкам программа температуры, то ванна с охлаждающей жидкостью может быть разделена на отдельные секции с различной температурой охлаждающей жидкости.
Кроме того, управление может быть выполнено таким образом, чтобы вытягивающее устройство включалось тогда, когда передний конец соответствующего профиля, подлежащего выгрузке, достигает заданного места, расположенного по потоку ниже выходной задвижки, и что выходная задвижка закрывается, когда следующий конец профиля, подлежащего выгрузке, достигает заданного расстояния от переднего фронта поступающей смеси. При этом возможно такое выполнение управления, что присоединительный клапан профилеобразующего канала закрывается, когда датчик регистрирует заданное давление заполнения профилеобразующего канала.
К выходной задвижке профилеобразующих каналов может присоединяться площадка для выкладывания каждой из выталкиваемых заготовок, к укладочному столу, при необходимости с промежуточным подключением перегружающего механизма, может подводиться конвейер с транспортирующим приспособлением, проходящим поперечно к оси профиля.
Место выгрузки из червячного экструдера может быть снабжено устройством для накопления или гомогенизации, к которому подключается распределительный расплавопровод.
По причинам, уже приведенным выше, выполнение червячного экструдера с малыми габаритами может быть предпочтительным, если червячный экструдер предназначен для обработки гранулированной смеси. При этом червячный экструдер может быть снабжен, предпочтительно, открытым вверх, преимущественно, радиальным загрузочным узлом с, преимущественно, прямоугольным поперечным сечением.
Для того чтобы загрузить червячный экструдер в определенном объеме в единицу времени, рекомендуется, чтобы цилиндр червячного экструдера, по меньшей мере, в зоне загрузки имел средства, предотвращающие совместное вращение загружаемого материала. При этом указанные средства могут быть выполнены в виде, преимущественно, аксиально направленных канавок на поверхности по внутреннему диаметру цилиндра. При этом канавки могут уменьшаться в осевом направлении цилиндра.
Изобретение относится, кроме того, к профильному материалу, в частности, для изготовления профильных рам окон и дверей, состоящему из сплошного профиля, содержащему наряду с термопластическими компонентами наполнители и снабженному, по меньшей мере, на отдельных частях периметра своего профиля, по меньшей мере, одним улучшающим слоем в виде профильной полосы. При этом листовой металлический профиль, предпочтительно алюминиевый профиль, снабжен на своей лицевой стороне слоем краски или лака.
Листовой металлический профиль может наклеиваться на сплошной профиль, но является также возможным соединить листовой металлический профиль со сплошным профилем геометрическим замыканием.
По меньшей мере, один край листового металлического профиля может быть выполнен в виде крепежной кромки, например, для средства уплотнения или смазки.
Листовой металлический профиль может быть образован двумя профильными оболочками, одна из которых в случае готового окна покрывает зону поверхности профиля со стороны помещения, а другая - поверхность профиля в зоне снаружи помещения, причем обе профильные оболочки в случае профиля створного оконного переплета в зоне профиля для нижнего края оконного стекла и в зоне профиля шпунта рамы имеют расстояние друг от друга, а в случае профиля раздельной рамы окна, имеют расстояние друг от друга в зоне профиля шпунта раздельной рамы окна и поверхности по периметру со стороны отверстия в кирпичной стене. Таким образом, предотвращается образование холодных (тепловых) мостов.
Поверхность по периметру сплошного профиля может быть при этом необработанной в зонах, не покрытых листовым металлическим профилем, или обработанной только резанием.
Зона, не покрытая металлическим профилем, может иметь одноцветное, в частности, черное внешнее оформление за счет соответствующего содержания красящего пигмента.
Оконная рама или дверная рама, изготовленная из профильного материала, согласно изобретению может быть собрана таким образом, что на примыкающих друг к другу полках профиля выполнена зарезка на ус и они свинчены или склеены в зоне зарезки на ус.
Для изготовления комбинации рам, состоящей из створного оконного переплета и раздельной рамы, можно, само собой разумеется, изготовить для раздельных рам и створных оконных переплетов различные профильные заготовки, оптимально адаптированные к форме каждого готового профиля, благодаря чему требуется минимальная обработка их резанием. Но, является также возможным применять для изготовления створного оконного переплета и раздельной рамы единые сплошные профили, которые отличаются друг от друга только различной обработкой резанием и/или различным покрытием металлическими профилями. Эта возможность используется, в частности, в том случае, когда, с учетом инвестиционных расходов на установку для изготовления профилей прежде всего должна использоваться только одна такая установка для изготовления профилей для раздельных рам и створных оконных переплетов.
Способ согласно изобретению для изготовления профильных материалов позволяет изготавливать также профильный материал для других целей применения, нежели изготовление дверей или окон, например, для изготовления мебели, строительства домов, для упаковочных конструкций, поддонов и т.п.
Изобретение поясняется ниже с помощью примера выполнения, показанного на прилагаемых чертежах.
На фиг. 1 представлено поперечное сечение профильной заготовки, изготовленной согласно первой операции формования способом согласно изобретению;
фиг. 2 - поперечное сечение промежуточного профиля, изготовленного согласно второй операции формования способом согласно изобретению;
фиг. 3 - поперечное сечение готового профиля, изготовленного на стадии нанесения покрытия способом согласно изобретению;
фиг. 4 - изображение взаимосвязи между следующими фиг. 4А и 4В;
фиг. 4А - верхняя по направлению прохождения материала часть первой операции формования;
фиг. 4В - нижняя по направлению прохождения материала часть первой операции формования;
фиг. 5 - переход от первой операции формования ко второй операции формования;
фиг. 6 - стадия нанесения покрытия;
фиг. 7 - изображение взаимосвязи следующих фиг. 7А и 7С;
фиг. 7А - верхняя по направлению прохождения материала часть для подготовки пластмассы;
фиг. 7В - средняя по направлению прохождения материала часть для подготовки пластмассы;
фиг. 7С - нижняя по направлению прохождения материала часть для подготовки пластмассы;
фиг. 8 - подготовка добавок;
фиг. 9 - створный оконный переплет, изготовленный из профильных брусков, полученных в соответствии с фиг. 1-6;
фиг. 10 - блок-схема другой формы осуществления способа согласно изобретению;
фиг. 11 - устройство для изготовления гранул, применяемое в способе по п. 10;
фиг. 12 - червячный экструдер для способа по п. 10 с подключенныим к нему устройством для накопления и гомогенизации, а также с распределительным устройством;
фиг. 13 - деталь устройства для накопления и гомогенизации согласно фиг. 12;
фиг. 13а - вид на конец накопительного корпуса согласно фиг. 13 в направлении стрелки XIIIa фиг. 13;
фиг. 14 - распределительное устройство по фиг. 12 с подключенными последовательно профилеобразующими каналами и позицией извлечения профильных заготовок из профилеобразующих каналов;
фиг. 15 - комбинация профиля створной оконной рамы и профиля раздельной рамы;
фиг. 15а - общая профильная заготовка для получения профилей согласно фиг. 15;
фиг. 15b - слоистое выполнение улучшающей профильной оболочки;
фиг. 16 - комбинация согласно фиг. 15, оснащенная важнейшими частями окна, и
фиг. 17 - частичная профильная оболочка профиля раздельной рамы согласно фиг. 15 и 16.
На фиг. 1 представлено поперечное сечение профильной заготовки, из которой в ходе дальнейшей, описанной ниже обработки, получают готовый профиль для изготовления створного оконного переплета или раздельных рам. Профильная заготовка обозначена позицией 10. Она имеет поперечное сечение, большее, чем готовый профиль, применяющийся затем для изготовления окна. Речь идет о сплошном профиле, состоящем из 5 вес. ч. термопластичной пластмассы, например, полиэтилена или полипропилена, или АБС-пластика, или смеси из них, и 1 вес. ч. добавок, а именно китайской крапивы. Добавки распределены равномерно по поперечному сечению. Пластмассовая составляющая образует матрицу, в которую включены отдельные волокна добавок или небольшие группы отдельных волокон. Волокна являются удлиненными и имеют протяженность около 3 мм. В том случае, когда пластмассовой составляющей в зависимости от ее происхождения содержатся примеси, они также окружены пластмассой, преимущественно, по типу матрицы.
Для описания изготовления этой профильной заготовки 10 здесь дается ссылка на фиг. 4А-4В. На фиг. 4А можно видеть сборник 12, который загружается по трубопроводу 14 через транспортирующую воздуходувку пригодной для переработки пластмассой. Получение пригодной для переработки пластмассы описано ниже со ссылкой на фиг. 7А-7С. В отношении структуры, пригодной для переработки пластмассы, здесь следует лишь констатировать, что она имеет форму частиц произвольного размера, которые - если они лежат свободно друг на друге - имеют невысокую степень уплотнения, сильно меняющуюся от места к месту. Сборник 12 выполнен в виде высокого бункера, вследствие чего за счет собственного веса частиц пластмассы в зоне дна происходит естественное уплотнение. Это естественное уплотнение может еще усиливаться за счет подающей звездочки 16, вращающейся вокруг оси А, которая создает направленное вниз уплотняющее воздействие за счет наклонного расположения своих лопастей. Кроме того, на чертеже можно видеть высокий бункер 18, который загружается от позиции подготовки пригодной для обработки добавкой, а именно в приведенном примере размолотой или расщепленной на волокна, сжатой китайской крапивой, урожай которой впервые получается, самое раннее, через три года после посадки. При этом речь идет о многолетнем растении, которое может срезаться многократно.
Подготовка материала ниже описывается более подробно со ссылкой на фиг. 8. Здесь достаточно сказать, что подготовленный волокнистый материал применяется в форме удлиненных волокон, длиной около 3 мм. И этот волокнистый материал имеет в свободном виде невысокую степень уплотнения. В высоком бункере 18 снова происходит увеличение степени уплотнения, которое опять может осуществляться с помощью подающей звездочки 20.
Подача волокнистого материала к высокому бункеру 18 осуществляется с помощью так называемого канатного конвейера, которым является бесконечный или возвратно-поступательно перемещающийся внутри транспортного канала канат, имеющий поверхность, захватывающую волокнистый материал.
Уплотнение пластмассовых частиц и волокнистого материала в обоих высоких бункерах 12, 18 является существенным для освобождения последующих устройств для смешивания и термопластификации пластмассы от работы по уплотнению, и поэтому их изготовление может удешевляться.
От обоих высоких бункеров 12, 18 оба компонента смеси - частицы пластмассы и волокнистый материал - поступают к смесителю в точке 22 смешивания, причем транспортировка к точке 22 смешивания осуществляется с помощью шнековых конвейеров или т.п. К точке 22 смешивания примыкает червячный экструдер 24, окруженный цилиндром 26 червячного экструдера. Процесс смешивания, уже начавшийся в точке 22 смешивания, который также может поддерживаться в точке 22 смешивания движущимися смесительными органами, поддерживается в зоне червячного экструдера 24, вследствие чего на выходе 32 червячного экструдера 24 (на фиг. 4А справа) получается гомогенная смесь из пластмассы и волокнистого материала. На фиг. 4А червячный экструдер 24 показан лишь схематически. Червячный экструдер 24 может быть выполнен таким образом, что его диаметр, во всяком случае, радиальная высота его червяка увеличивается в направлении транспортировки в соответствии с возрастанием уплотнения и уменьшения объема смешиваемого материала. В смешанном материале пластмассовая составляющая нагревается и термопластифицируется в ходе перемешивания по стрелке 28. Этот нагрев может регулироваться с помощью нагревательных лент или нагревательных камер 30. На выходе 32 из червячного экструдера 24 получается гомогенная и вязкотекучая смесь, которую можно сравнить с пластифицированной массой типа жевательной резинки, с температурой около 180oC. Эта смесь пропускается с помощью червячного экструдера 24 через фильеру 34, образующую непрерывную заготовку. На выходе из фильеры 34 находится револьверная головка 36 с горизонтальной осью со множеством распределенных по периметру осепараллельных профилеобразующих каналов 38, поперечное сечение которых, по меньшей мере, приблизительно, соответствует поперечному сечению фильер 34, образующих непрерывную заготовку. В каждый момент времени в течение непрерывного процесса осуществления способа вязкотекучей смесью заполняется соответствующим образом один профилеобразующий канал 38, каждый раз до полного заполнения. После осуществления полного заполнения профилеобразующих каналов 38 - согласно фиг. 4В каждый из них закрыт во время заполнения на правом конце - за счет вращения револьверной головки 36 осуществляется поступательное подключение каждого из последующих в окружном направлении профилеобразующих каналов 38. Револьверная головка 36 расположена в баке 40 с охлаждающей водой, благодаря чему происходит охлаждение смеси, содержащейся в профилеобразующих каналах 38 и тем самым ее отверждение. После заполнения определенного профилеобразующего канала 38 он остается заполненным до тех пор, пока после заполнения остальных профилеобразующих каналов 38 он снова на короткое время не окажется перед местом подключения к фильере 34, образующей непрерывную заготовку, то есть, практически, за время полного оборота револьверной головки 36. За счет этого обеспечивается достаточно долгое пребывание смеси внутри бака 40 с охлаждающей водой, которого достаточно для того, чтобы обеспечить отверждение смеси, позволяющее манипулировать соответствующей полученной профильной заготовкой. Во время поэтапного включения револьверной головки 36 в окружном направлении продолжается подача материала червячным экструдером 24 в направлении 28 транспортирования, причем схематически показанная на чертеже буферная камера 42 может принять полученную смесь во время периодов переключения. Эта смесь может быть возвращена ко входу или эластично вдавлена опять в зону образования заготовки.
Если профилеобразующий канал 38 после почти полного оборота револьверной головки 36 должен освободиться от тем временем в значительной мере отвержденной профильной заготовки 10, этот профилеобразующий канал 38 располагается по одной линии с выталкивателем 44 на верхнем по потоку конце револьверной головки 36. Тогда этот выталкиватель 44 может войти по стрелке 46 в соответствующий профилеобразующий канал 38 и вытолкнуть полученную профильную заготовку 10 из правого конца профилеобразующего канала 38 настолько, что ее там можно захватить гусеничным вытягивающим механизмом 48. Профильная заготовка показана на фиг. 4В; она обозначена позицией 10 в соответствии с обозначением на фиг. 1. С помощью гусеничного вытягивающего механизма 48 профильная заготовка 10 подается на подающий стол 50, снабженный множеством подающих ремней 52. Направление транспортирования этих подающих ремней 52 показано на фиг. 4В стрелкой 54. Это означает, что направление транспортировки профильной заготовки 10 проходит теперь перпендикулярно к продольной оси профильной заготовки 10. В зоне подающего стола 50 профильные заготовки 10 могут оставаться в течение определенного момента времени, например, в течение 5 - 10 ч. Подающие ремни 52 могут проходить настолько медленно, насколько это необходимо при заданном времени выдержки для того, чтобы профильные заготовки 10 могли в течение указанного времени выдержки достичь следующей позиции. Без труда можно видеть, что таким путем и в установках, имеющих очень высокую производительность, можно обойтись сравнительно небольшими габаритами соответствующей установки. Изготовление профиля вышеуказанного типа, в отличие от термина "экструдирование" называют термином "интрудирование", потому что термопластифицируемая смесь впрессовывается в профилеобразующий канал 38. Во время прохождения через фильеру 34 для образования непрерывной заготовки и во время подачи внутри профилеобразующего канала 38 создается преобладающее параллельное расположение волокон волокнистого материала параллельно продольной оси профильной заготовки. Это является предпочтительным с точки зрения прочности на изгиб отвержденной непрерывной профильной заготовки.
Получение, приблизительно, постоянного состава смеси и, тем самым, профильной заготовки 10 обеспечивается за счет того, что транспортирующие шнеки, соединяющие высокие бункеры 12, 18 с точкой 22 смешивания, выполнены в виде так называемых дозирующих шнеков. Является также возможной корректировка скорости транспортировки и, тем самым, эффекта дозирования отдельных дозирующих шнеков по величине замеренного фактического значения состава за счет обратной связи чувствительных элементов состава с дозирующими шнеками и установки желаемых значений.
На фиг. 5 снова можно увидеть подающий стол 50 с подающими ремнями 52 и профильную заготовку 10, находящуюся в зоне подающего стола 50. Эта профильная заготовка 10 в ходе своего перемещения посредством подающих ремней 52 в направлении стрелки 54 через заданный первый отрезок времени, равный 5 - 10 ч, достигает продольного конвейера 56, который перемещает профильную заготовку 10 дальше в направлении стрелки 58. Продольный конвейер 56 составлен из двух участков 56a и 56b, между которыми включена позиция 60 обработки резанием с вращающимися обрабатывающими головками 64а - 64d. На этой позиции 60 обработки резанием из профильной заготовки 10 согласно фиг. 1 получают промежуточный профиль 66 согласно фиг. 2, причем отдельные обрабатывающие головки 64а-64d, которых может быть гораздо больше, чем показано на фиг. 5, между обоими продольными конвейерами, равномерно распределенными на некотором расстоянии друг от друга.
В течение желаемого времени выдержки на подающем столе 50, равного около 5 - 10 ч, значительная часть общей ожидаемой усадки профильных заготовок 10 уже проходит, поэтому следует ожидать сравнительно небольшой остаточной усадки. Ожидаемая остаточная усадка объема имеет расчетное, но, тем не менее, конечное значение. Эта остаточная усадка учитывается при установке головок 64а - 64d для обработки резанием, вследствие чего на выходе из позиции 60 обработки резанием на участке 56b продольного конвейера находится промежуточный профиль 66 с припуском, однако с припуском, который может быть рассчитан относительно окончательного размера поперечного сечения. Когда затем промежуточные профили - еще прежде осуществления обработки с нанесением покрытия - в заключение обрабатываются в створные оконные переплеты или раздельные рамы окон и дверей, то еще может возникнуть остаточная усадка, если в особых случаях еще не использовали значительно более продолжительное время выдержки, однако при изготовлении окон или дверей остаточную усадку рассчитывают таким образом, чтобы после возникновения этой остаточной усадки - а она может произойти, когда двери или окна уже изготовлены или уже также встроены - это не влияло на функциональную способность окон или дверей.
Поступающий с участка 56b конвейерной ленты, полученный посредством обработки резанием промежуточный профиль 66, согласно фиг. 2 может подводиться на позицию нанесения покрытия согласно фиг 6. Эта позиция нанесения покрытия включает, прежде всего, позиционирующий узел 68 в форме позиционирующего сопла или системы позиционирующих роликов, которые имеют задачу так расположить промежуточный ролик 66 относительно сопла 70 для нанесения покрытия, чтобы между наружным периметром промежуточного профиля 66 и шириной в свету кольцевого сопла 70 для нанесения покрытия получился загрузочный зазор 72, приблизительно, постоянной ширины по всему периметру промежуточного профиля 66. Загрузочное кольцевое сопло 70 установлено перед обрабатывающим устройством 74, в котором осуществляется обработка поверхности промежуточного профиля 66, повышающая адгезию для создания пленки покрытия. Обработка может осуществляться, например, посредством химикатов или энергоемким излучением, которое образует на поверхности промежуточного профиля 66 свободные радикалы для химического связывания пленки покрытия. В кольцевом сопле 70 для нанесения покрытия выполнен кольцевой распределительный канал 76, который снабжается пленкообразующим материалом покрытия. Этот пленкообразующий материал покрытия посредством кольцевого распределительного канала 76 равномерно распределяется по всему периметру промежуточного профиля 66 и образует пленку 80, покрывающую со всех сторон промежуточный профиль 66. Пленкообразующий материал покрытия может быть образован, например, расплавленным полиэтиленом или полипропиленом, к которому добавлен белый красящий пигмент в такой концентрации, что происходит полное визуально различимое покрытие поверхности.
После кольцевого сопла 70 нанесения покрытия промежуточный профиль 66 с нанесенным покрытием охлаждают с помощью охлаждающего устройства 82 таким образом, что происходит значительное, но не полное отверждение пленки 80. Затем промежуточный профиль 66 с частично отвердевшей пленкой 80 подается через дополнительное обрабатывающее профильное сопло 84, в котором ко всей поверхности пленки 80 или, во всяком случае, к ее визуально видимым зонам прикладывается пониженное давление. Приложение пониженного давления осуществляется через стенки с микропорами 86, на оборотной стороне которых с помощью трубопровода 88 для отвода воздуха поддерживается вакуум. Пониженное давление, прикладываемое к пленке 80 через стенки 86 с микропорами, с одной стороны, и еще имеющаяся пластическая деформируемость пленки 80, воздействуют друг на друга таким образом, что пленка 80 при прохождении через дополнительное обрабатывающее профильное сопло 84 выравнивается, причем одновременно происходит выглаживание пленки 80 посредством тонко обработанных контактных поверхностей стенок 86 с микропорами.
На выходе из дополнительного обрабатывающего профильного сопла 84 получается готовый профиль 90, подробно показанный на фиг. 3, то есть профиль с пленочным покрытием 80 на его поверхности. Этот профиль теперь можно перерабатывать, например, в створные оконные переплеты, как это показано на фиг. 9. Там можно видеть отдельные профильные бруски 92а -92d, имеющие на своих концах зарез на ус и соединенные друг с другом шурупами 94, причем на поверхность 96 зареза на ус можно нанести отверждающееся уплотнительное средство. На отдельных брусках можно видеть проходящую по периметру канавку 98, предназначенную для установки оконного стекла 100, которое вставляется при сборке в проходящую по периметру канавку 98 и таким образом фиксируется.
На фиг. 7А - 7С изображена подготовка пластмассы. Предполагается, что перерабатываются пластмассовые отходы, получаемые при отсортировке бытового или коммунального мусора. Они доставляются к установке в тюках и подаются с помощью транспортера 102 для тюков в установку. На конце этого транспортера 102 для тюков находится разрыватель 104 тюков, в который тюки забрасываются через воронку 106. Тюки вскрываются разрывателем 104 тюков и разрыхляются, а затем подаются посредством еще одного транспортера 108 к просеивающему барабану 110, в котором отсеиваются тяжелые грубые части, например, металлические колпачки пластмассовых бутылок. Примыкающий транспортер 112 подводит освобожденные таким образом от тяжелых составляющих пластмассовые осколки и обрывки к магнитному сепаратору 114, в котором отделяются ферромагнитные составляющие. Затем дополнительный транспортер 116 подводит пластмассовые части к фрикционной центрифуге 118.
Она выполнена в виде проходного аппарата с направлением прохождения, показанным стрелкой 120. Речь идет о барабанном грохоте, боковая поверхность которого снабжена по внутреннему периметру транспортирующими шнеками. Эти транспортирующие шнеки осуществляют транспортировку в направлении стрелки 120. Число оборотов выбирается таким, чтобы бумажные составляющие, по большей части увлажненные, выбрасывались радиально наружу. Эти бумажные составляющие проходят затем через отверстия в барабанном грохоте, причем эти отверстия имеют ширину в свету около 2 мм. Бумажные составляющие собираются в сборнике 122 и отводятся оттуда. Из фрикционной центрифуги 118 отходы, состоящие теперь на 90% из пластмассы, поступают на следующий транспортер 124. Пластмасса сохраняет еще, преимущественно, обломки части бутылок первоначальных размеров в виде собранных в тюки остатков, причем еще также могут содержаться части из алюминия от колпачков бутылок и т.п. Затем транспортер 124 переносит материал к ножевой дробилке 126, показанной на фиг. 7С. Она состоит из корпуса-статора и ротора, установленного в корпусе-статоре. Корпус-статор и ротор снабжены на поверхности по своему внутреннему периметру или на поверхности по вешнему периметру режущими ножами по типу грабель, при совместной работе которых осуществляется измельчение остатков пластмассы до размера, около 16 мм по максимальной осевой длине. Затем частицы пластмассы, полученные путем измельчения, подводят по касательной по
транспортирующим трубопроводам 128 и 130 к циклону 132. В этом циклоне 132 мелкие составляющие выносятся вверх горячим воздухом, в то время как более грубые куски пластмассы падают вниз. В циклон 132 может быть встроена мешалка, которая служит для предотвращения образования комков внутри циклона 132. Мелкие составляющие, выносимые горячим воздухом, могут собираться в фильтре. Затем пластмассовые частицы из нижней части циклона 132 через транспортирующие шнеки 134 попадают в установку 136 для сушки, в которой пластмассовые частицы высушивают горячим воздухом при температуре около 70 - 80oC в псевдоожиженном слое до достаточной влажности менее 1 вес.% содержания воды. От установки для сушки трубопроводы с транспортирующей воздуходувкой 140 ведут к показанному на фиг. 4А высокому бункеру 12 с впуском 14.
Наконец, на фиг. 8 показана подготовка второго компонента смеси, то есть волокнистого материала. Там показана мельница или устройство 142 для расщепления на волокна, к которому в кипах подводят сельскохозяйственную продукцию с неудаленной кострой. Там осуществляют размол до частиц, длина которых по прямой составляет около 3 мм. Размолотый материал имеет еще такую же влажность, как и полученный с поля. От мельницы размолотый продукт с помощью транспортирующего шнека 144 попадает ко входу в воронку 146 установки 148 для сушки, через которую он пропускается и одновременно разрыхляется с помощью перемещающегося возвратно- поступательно в направлении стрелки 150 - 152 разрыхляющего механизма. Транспортируемый материал продувается снизу в направлении по стрелке 154 воздухом для сушки. Он воспринимает влагу из размолотого продукта. Влажный воздух попадает в фильтрующую установку 156, в которой отфильтровывается захваченная пыль и отводится конденсат в виде капель. Еще влажный воздух может снова вводиться в процесс в любом месте, в частности, в направлении стрелки 154. Высушенный размолотый продукт подается затем с содержанием влаги, равным 1 вес.%, транспортирующим шнеком 158 к входу во фракционирующий проход 160, в котором отделяется фракция волокнистого материала, используемая для компонента смеси, а остаток отводится, причем этот остаток может использоваться для выработки энергии. Затем используемая фракция подводится через канатный транспортер 162 к входу в высокий бункер 18 согласно фиг. 4А. Канатный транспортер 162 включает трубопровод 164 с возвратно-поступательно перемещающимся или постоянно циркулирующим тяговым канатом 166. На этом тяговом канате 166 расположены захватывающие узелки 168. Этот канатный транспортер 162 является предпочтительным вследствие сравнительно небольшого пылеобразования.
Исследования показали, что изготовленный таким образом профиль является стойким при температурах от -30oC до +40oC и за этими пределами и поэтому отвечает требованиям, предъявляемым к окнам и дверям. Путем применения "инструдирования" создается высокое давление, которое при очень негомогенном исходном материале обеспечивает гомогенность материала профиля.
Ниже описывается еще один вид осуществления способа согласно изобретению со ссылкой на фиг. 10 - 17. При этом аналогичные детали имеют позиции, одинаковые с позициями на предыдущих чертежах, но с индексом "х".
На фиг. 10 дан общий вид альтернативных способов. Позицией 104х обозначен разрыватель тюков, к которому подводят тюки с пластмассой из мест сбора Dualen System Deutschland (DSD). После разрывателя 104х тюков куски пластмассы каждого из тюков поступают к просеивающему устройству 110х, в котором отделяют тяжелые грубые куски, например, металлические колпачки пластмассовых бутылок. От просеивающего устройства 110х пластмассовые составляющие, частично очищенные таким образом, поступают к измельчающему устройству 126х. В измельчающем устройстве 126х пластмассовые куски доводятся до размера, около 20 мм. Измельченные таким образом частицы поступают в установку 136х для сушки, в которой осуществляется сушка до содержания воды около 1 вес.%. Высушенные пластмассовые частицы поступают далее к магнитному сепаратору 114х, в котором отделяются возможные ферромагнитные составляющие. И, наконец, пластмассовые частицы поступают в высокий бункер 12х.
Кроме того, на фиг. 10 можно видеть позицию поставки 141х, к которой в тюках подводится солома зерновых культур, причем там тюки разрывают. От позиции поставки и разрывания 141х солома зерновых культур поступает к устройству 142х расщепления на волокна, в котором сельскохозяйственное сырье с неудаленной кострой измельчают размалыванием до частиц, приблизительно, 3 мм линейной длины. Затем измельченная таким образом солома зерновых культур поступает в сушильное устройство 143х, в котором через нее пропускают сушильный воздух и осуществляется сушка до содержания воды около 1 вес.%, после чего она, наконец, попадает в высокий бункер 18х. Отдельные участки обработки 104х - 12х и 141х - 18х могут видоизменяться, например, в соответствии с описанием предыдущего примера выполнения. Применяемые операции обработки зависят от свойств каждого первого и второго компонентов смеси, которые вводят в ходе осуществления способа в 104х или 141х.
От высоких бункеров 12х и 18х, которые могут быть оснащены разрыхляющими устройствами 13х или 19х для обеспечения равномерности выдаваемого продукта, оба компонента смеси, находящиеся в соответствующих высоких бункерах, поступают в устройство 200х для предварительного смешивания и оттуда - в матричное устройство 202х для изготовления гранул. Матричное устройство 202х схематически показано на фиг. 11. Оно включает в себя вращающийся матричный барабан 204х с множеством матричных отверстий 206х, распределенных по его окружной поверхности. Смешанный материал, введенный в матричный барабан 204х из устройства 200х для предварительного смешивания, подвергается внутри матричного барабана 204х измельчающей и пластифицирующей обработке с помощью измельчающих валков 208х, в случае необходимости, с подводом тепла, которые вращаются вокруг оси 210х, перемещаясь по внутренней поверхности матричного барабана 204х, и при этом вращаются вокруг собственной оси. Посредством этой измельчающей обработки и пластифицирующей обработки смешанный материал доводится до температуры порядка 105 - 130oC (при условии, что основными составляющими компонентов смеси является пластмасса - полиэтилен и полипропилен).
Таким образом, пластмассовые частицы, по меньшей мере, частично термопластифицируются и смешиваются с волокнами соломы зерновых культур. Термопластифицированная смесь продавливается через матричные отверстия 206х таким образом, что на выходе из отверстий 206х образуются колбаски 212х. Эти колбаски 212х в процессе вращения матричного барабана 204х режутся скребковыми ножами 214х с образованием отдельных гранул. Гранулы 216х поступают по наклонному лотку 218х, примыкающему к скребковым ножам 214х, на транспортер 220х, с помощью которого они подводятся к червячному экструдеру 24х.
Согласно изобретению применяют однозаходный червячный экструдер (24; 24х) с трехступенчатым червяком, имеющий зону (226х) загрузки, зону (228х) сжатия и зону (230х) выгрузки.
Червячный экструдер 24х включает гильзу 26х шнека с внутренним диаметром D и внутри этой гильзы 26х шнека - однозаходный корпус 224х шнека. Корпус 224х шнека образует в гильзе 26х шнека зону 226х загрузки, длиной 3D, зону сжатия 228х длиной 7D и зону 230х выгрузки длиной 5D. Шаг шнека составляет 0,8D.
Предварительная смесь поступает от загрузочной воронки 222х в загрузочный узел 231х, который имеет длину в осевом направлении шнека около 2D, и в направлении, перпендикулярном к плоскости чертежа, длину, соответствующую диаметру D. В зоне загрузки и, в случае необходимости, за ее пределами на внутренней поверхности гильзы 26х шнека выполнены тормозящие канавки 232х на внутренней поверхности цилиндра (226х), имеющие глубину около 3 мм. Тормозящие канавки (232х) уменьшаются по глубине в осевом направлении цилиндра, к выходному концу (268х).
Эти тормозящие канавки 232х предназначены для того, чтобы предотвратить вращение введенного смешанного продукта вместе с корпусом 224х шнека. Тормозящие канавки полого входят в осевом направлении корпуса 224х шнека к правому концу гильзы 26х шнека. Гильза 26х шнека снабжена кольцевыми нагревательными элементами 234х, распределенными по его продольной оси. Эти нагревательные элементы 234х могут нагреваться электрически или паром. Они имеют особое значение, в частности, при начале работы червячного экструдера 24х. В стационарном режиме они, при определенных обстоятельствах, могут отключаться, так как нагрев происходит только за счет работы пластифицирования, которому подвергается смесь.
К червячному экструдеру примыкает устройство 236х для накопления и гомогенизации, которое подробно показано на фиг. 13 и 13а.
Это устройство 236х для накопления и гомогенизации включает в себя проточную трубу 238х с присоединительным фланцем 240х для присоединения к гильзе 26х шнека и дополнительному присоединительному фланцу 242х для соединения с описываемым ниже распределительным устройством. Проточная труба 238х имеет конусный проточный канал 244х, внутри которого установлен элемент 246х в виде усеченного конуса. Элемент 246х в виде усеченного конуса разъемно закреплен на корпусе 224х шнека с помощью резьбового пальца 248х для совместного вращения с корпусом 224х шнека. Элемент 246х в виде усеченного конуса имеет ступенчатую форму. Его боковая поверхность состоит из конусных участков 250х1, 250х2, 250х3 и 250х4, а также расположенных в промежутках цилиндрических участков 252х1, 252х2, 252х3, а также острия 254х. В зоне конусных участков 250х1 - 250х4 отформованы канавки 256х. Эти канавки 256х имеют такую глубину, что дно каждой из них выходит заподлицо с граничащими цилиндрическими участками 252х1, 252х2, 252х3. Конусные участки 250х1 располагаются своими расположенными вверх по потоку концами непосредственно рядом с внутренней поверхностью конусного проходного канала 244х или в контакте с ним. Между конусными участками 250х1 - 250х4 и конусным проходным каналом 244х образуются зоны 258х зазора.
Осевая длина конусных участков 250х1 - 250х4 больше, чем осевая длина цилиндрических участков 250х1 -250х3. Предпочтительно каждый конусный участок и цилиндрический участок по осевой длине равны друг другу. Канавки 256х соответствуют по своему поперечному сечению в самом узком месте 260х, приблизительно, наибольшим ожидаемым инородным телам, еще остающимся после предыдущей очистки пластмассовых отходов.
В зонах 258х зазора между конусными участками 250х1 - 250х4 и поверхностью по внутреннему периметру конусного проходного канала 244х за счет взаимодействия с канавками 256х образуются зоны интенсивного срезания. К каждой зоне 258х интенсивного срезания примыкают зоны 264х расширения (разгрузки) в зоне цилиндрических участков 252х1 - 252х3, а также в зоне 254х. Осевое положение элемента 246х в виде усеченного конуса внутри проходного канала 244х можно отрегулировать одной или несколькими прокладками 26бх в месте соединения между элементом 246х в виде усеченного конуса и корпусом 244х шнека. Таким образом можно изменять расстояние от больших по диаметру верхних по потоку концов конусных участков 250х1 - 250х4 до внутренней поверхности конического проходного канала 244х. Элемент 246х в виде усеченного конуса может быть составлен из отдельных конических и цилиндрических шайб.
Масса, термопластифицируемая посредством червячного экструдера 24х, подается под давлением подачи, имеющимся на выходе из червячного экструдера 24х, в конический проходной канал 244х. В верхней по потоку зоне первого конусного участка 250х1 вся термопластифицированная масса принимается канавками 256х и подается через них. Вдоль конусного участка 250х1 осуществляется переферийное, радиальное и осевое перемешивание внутри зоны 258х интенсивного сдвига, которое увеличивается вместе с возрастающим зазором зоны 258х интенсивного сдвига. Через открывающуюся в направлении экструзии зону 258х зазора (зону интенсивного сдвига) инородные вещества, непластифицированный материал и термически поврежденный материал постоянно захватываются, и при этом не возникает отложений и забиваний. Таким образом, исключаются нарушения в работе.
В зоне 264х расширения (разгрузки) осуществляется дополнительное перемешивание расплавленной пластмассы при невысоких напряжениях среза. В зоне дополнительных конусных или цилиндрических участков эти процессы повторяются.
Особенно предпочтительное воздействие оказывается вызываемым конусностью проходного канала 244х и элемента 246х в виде усеченного конуса непрерывным уменьшением проходного сечения. Следующие друг за другом свободные поперечные сечения уменьшаются в направлении экструзии и увеличиваются давление массы и температура, и как следствие этого происходит повышение скорости протекания и улучшение текучести расплавленной пластмассы. С другой стороны, окружная скорость уменьшается в направлении экструзии из-за уменьшающегося диаметра, вследствие чего в направлении экструзии уменьшается также срезающий эффект. Таким образом, становится возможным захватывать и гомогенизировать по массе без термических повреждений особенно чувствительные к нагреву композиции пластмассы с плохими свойствами текучести. Благодаря тому, что донные поверхности канавок 256х заподлицо переходят в окружные поверхности цилиндрических участков 252х1 - 252х3, исключаются мертвые (застойные) зоны в углах. И, наконец, можно повышать качество пластифицированной массы на выходе из устройства накопления и смешивания, в частности, в отношении гомогенности и освобождения от термически поврежденных составляющих. За счет этого создается возможность введения в смесь природных веществ, в частности, природных волокон, например, волокон соломы зерновых культур. В случае гетерогенного расплава пластмассы расплавляется большая часть пластмассовой составляющей и происходит улучшение гомогенности материала расплава из пластмассы. За счет возможности аксиального регулирования элемента в виде усеченного конуса можно подбирать условия обработки для соответствующей смеси пластмассы. Является также возможным изменять размер канавок 256х. За счет выполнения их по поперечному сечению большими, чем ожидаемые твердые инородные предметы, предотвращается застревание инородных веществ.
Особенно тонкая адаптация к различным условиям проведения способа получается за счет того, что цилиндрические участки и конусные участки изменяются по форме и длине. Для этого особенно предпочтительно, если элемент 24 6х в виде усеченного конуса составлен из отдельных сменных участков.
Гомогенизирущий эффект устройства для накопления и гомогенизации позволяет сократить длину червячного экструдера и, тем самым, уменьшить инвестиционные затраты на червячный экструдер.
Устройство для накопления и гомогенизации определяет величину давления на входе и последующих профилеобразующих каналов.
На фиг. 14 можно видеть часть червячного экструдера 24х и устройство 236х для накопления и гомогенизации. Выход устройства 236х для накопления и гомогенизации обозначен позицией 268х. Здесь, с помощью показанного на фиг. 13 фланца, обозначенного позицией 242х, присоединен распределительный расплавопровод 270х. Расплавопровод 270х имеет множество, например, десять распределенных по его длине присоединительных патрубков 272х1 - 272х10 для загрузки каналов. На обоих концах распределительного расплпавопровода 270х расположены очистительные клапаны 274х1 и 274х2. К каждому из присоединительных патрубков 272х1 для загрузки каналов подключен профилеобразующий канал 38х1 - 38х10, а именно каждый через относящийся к нему присоединительный клапан 276х1 - 276х10. Присоединительные клапаны 276х1 - 276х10 соединены при этом через термоизоляцию с соответствующим профилеобразующим каналом 38х1 - 38х10. Профилеобразующие каналы 38х1 -38х10 стационарно размещены в каждой ванне 280х. На концах профилеобразующих каналов 38х1 - 38х10 размещены выходные задвижки 282х1 - 282х10. К выходным задвижкам 281х1 - 282х10 примыкает укладочная площадка 284х, которая лежит заподлицо с поверхностью дна профилеобразующих каналов 38х1 - 38х10. В зоне укладочной площадки 284х для каждого профилеобразующего канала 38х1 - 38х10 предусмотрена группа вытягивающих валков.
Заполнение отдельных профилеобразующих каналов 38х1 -38х10 осуществляется следующим образом:
сначала следует рассмотреть самый верхний профилеобразующий канал 38х1. Предполагается, что он уже заполнен в ходе предшествующего процесса заполнения, и в нем образовалась профильная заготовка, которая охлаждена и упрочнена посредством охлаждения в водяной ванне 280х. Как только эта профильная заготовка достаточно охладилась, сначала ненадолго открывается очистительный клапан 274х1, в результате чего выталкивается затвердевшая масса, получившаяся в верхней части распределительного расплавопровода 270х. После этого открывается присоединительный клапан 276х1, в то время как все остальные присоединительные клапаны 276х2-276х10 закрыты. Одновременно открывается выходная задвижка 282х1, в то время как все остальные выходные задвижки 282х2 - 282х10 остаются закрытыми. Теперь на левом конце профилеобразующего канала 38х1 создается давление расплава и заготовка, уже отвержденная в нем, может выдвигаться через выходную задвижку 282х1. При этом профилеобразующий канал 38х1 интенсивно охлаждается на своем участке "а", вследствие чего поступающий в передний конец канала 38х1 новый расплав быстро образует отвержденную пробку. Профилеобразующий канал (38х) охлаждают в зоне его загрузочного конца до более низкой температуры, чем примыкающий ниже по потоку части его длины. Вновь поступающий расплав перемещает перед собой в профилеобразующем канале ранее образованную отвержденную заготовку 10х1. При этом эта профильная заготовка 10х1 поступает в зону группы вытягивающих валков 286х1. Как только профильная заготовка 10х1 достигнет такого положения, в котором находится профильная заготовка 10х2 согласно фиг. 14, это положение фиксируется фотоэлементом 288х (следует обратить внимание, что положение профильной заготовки 10х2 здесь не соответствует реальному ходу процесса, а только обозначает его, чтобы пояснить процесс регистрации датчиками). Когда фотоэлемент 288х установит, что профильная заготовка 10х1 своим передним концом вошла в зону светового луча, посылаемого фотоэлементом 288х, начинается извлечение профильной заготовки 10х1 посредством группы вытягивающих валков 286х1. Скорость вытягивания группой вытягивающих валков 286х1 устанавливается таким образом, чтобы профильная заготовка 10х1 извлекалась быстрее, чем поступает передний конец нового расплава, вводимого справа в профилеобразующий канал 38х1. Таким образом создается расстояние между профильной заготовкой 10х1, извлекаемой из профилеобразующего канала 38х1, и передним концом поступающей в профилеобразующий канал 38х1 новой порции расплава. Благодаря этому расстоянию конец профильной заготовки 10х1 переходит за выходную задвижку 282х1 прежде, чем вновь поступающий расплав достигнет в профилеобразующем канале 38х1 места выходной задвижки 282х1. Затем выходная задвижка 282х1 закрывается. После закрытия выходной задвижки 282х1 профильная заготовка 10х1 посредством вытягивающих валков 286х1 устанавливается в такое положение, в котором она показана на фиг. 14. Транспортирующий механизм 290х имеет возможность перемещения по направляющим 292х в направлении стрелки 294х. На фиг. 14 этот транспортирующий механизм 290х находится в положении приема по отношению к только что выдвинутой профильной заготовке 10х1, благодаря чему транспортирующий механизм 290х захватывает зажимными кулачками 296х профильную заготовку 10х1 и может перенести ее на транспортер 298х. С помощью транспортера 298х профильные заготовки 10х передаются на дальнейшую обработку.
С другой стороны, после осуществленного закрытия запирающей задвижки 282х1 профилеобразующий канал 38х1 полностью заполняется. Заполнение происходит до тех пор, пока на выходе 268х устройства 236х для накопления и гомогенизации с помощью датчика давления 300х не установится определенное давление включения. После создания давления в профилеобразующем канале (38х) осуществляют отделение профилеобразующего канала (38х) от притока (272х) смеси, пригодной для непрерывного профильного формования, причем рост давления замеряют, предпочтительно, вблизи загрузочного конца профилеобразующего канала (38х). Если достигается это давление включения, присоединительный клапан 276х1 закрывается. Теперь расплав, поступающий в профилеобразующий канал 38х1, в течение определенного промежутка времени охлаждается с помощью ванны охлаждения 280х до тех пор, пока и это новое заполнение расплава не сможет быть вытолкнуто в виде отвержденной профильной заготовки.
Изолирующий элемент 278х предназначен для того, чтобы поддержать термическое разделение между высокой температурой расплава, находящегося в присоединительном патрубке 272х1 для загрузки канала, и температурой в зоне интенсивного охлаждения "а" внутри охлаждающей ванны 280х.
После закрытия присоединительного клапана 276х1 червячный экструдер 24х осуществляет дальнейшую транспортировку. Поэтому теперь присоединительный клапан 276х2 открывается одновременно с выходной задвижкой 282х2 и повторяется процесс, описанный выше для профилеобразующего канала 38х1, в профилеобразующем канале 38х2. Все профилеобразующие каналы 38х1 - 38х5 снова, последовательно друг за другом, заполняются вновь расплавом при выталкивании соответствующей, образованной в них профильной заготовки. Переход от заполнения расплавом одного из профилеобразующих каналов 38х1 - 38х5 к заполнению расплавом соответствующего ближайшего профилеобразующего канала может осуществляться очень быстро, вследствие чего не должна прерываться постоянная транспортировка через червячный экструдер 24х. Если нельзя предотвратить замедление, то на конце червячного экструдера 24х или на конце устройства 236х для накопления и гомогенизации, или в зоне распределительного расплавопровода 270х можно предусмотреть буферное устройство, которое во время закрытия всех присоединительных клапанов принимает расплав, и он после открытия соответствующего, ближайшего, подлежащего открытию отверстия, снова отдает его. Это буферное устройство может быть образовано в виде контейнера, который содержит поршень, перемещающийся против силы действия пружины. После нового заполнения профилеобразующих каналов 38х1 - 38х5 открывается очистительный клапан 274х2 таким образом, что нижний участок распределительного расплавопровода 270х очищается. После осуществленной очистки начинается заполнение профилеобразущего канала 38х10 при одновременном извлечении отвержденной в нем профильной заготовки. Затем профилеобразующие каналы 38х9 - 38х6 загружаются вновь. Таким образом, гарантируется, что профилеобразующие каналы не загружаются преждевременно застывшим расплавом.
Фотоэлемент 288х соединен через сигнальную шину 302х с группой вытягивающих валков, так что соответствующие группы вытягивающих валков включаются в работу, как только профильная заготовка достигнет положения, в котором профильная заготовка 10х2 показана на фиг. 14. Кроме того, фотоэлемент 288х соединен через выключатель 304х замедленного действия с запирающими задвижками 282х1 - 282х10, так что соответствующая запирающая задвижка устанавливается в положение запирания, если прошло определенное время с момента начала извлечения заготовки с помощью соответствующей группы вытягивания валков.
На фиг. 10 можно видеть укладочную площадку 284х и примыкающий к ней транспортер 298х. Транспортирующий механизм 290х для перегрузки профильных заготовок 10х схематически показан на фиг. 10. Профильные заготовки 10х перемещаются на транспортере 298х поперечно к направлению их оси. За счет соответствующего медленного привода транспортера 298х соблюдается время выдержки, равное 5-10 ч и более, которое необходимо для того, чтобы подвергнуть усадке профильные заготовки, которые только после этого подвергаются обработке резанием.
На фиг. 10 можно видеть позицию обработки резанием, обозначенную позицией 60х, которая может быть выполнена таким образом, как это описано со ссылкой на фиг. 5. К позиции 60х обработки резанием примыкает, по желанию, с подключением промежуточного участка хранения позиция 306х для нанесения на поверхность улучшающего слоя. Сюда может в случае необходимости примыкать после еще одного участка промежуточного хранения позиция 307х изготовления рам.
Для более подробного пояснения улучшающего слоя дается ссылка на фиг. 15 и 16. На фиг. 15 можно видеть промежуточный профиль 66xb раздельной рамы и промежуточный профиль 66xf створного оконного переплета. Оба промежуточных профиля 66xb и 66xf изготовлены из единственной профильной заготовки 10х, которая показана в уменьшенном виде на фиг. 15а. Показанная там профильная заготовка 10х может быть также изготовлена в профилеобразющих каналах с показанной штриховой линией выемкой q, благодаря чему уменьшаются расходы на обработку резанием. Тем не менее, промежуточные профили 66xb и 66xf могут быть изготовлены из одного и того же типа профиля, как это без труда можно увидеть при сравнении фиг. 15 и 15а. Для того чтобы пояснить, какие боковые поверхности профильной заготовки 10х соответствуют тем или иным боковым поверхностям промежуточного профиля 66xb, на фиг. 15 и 15а отдельные боковые поверхности обозначены одними и теми же буквами n, m, o и p.
Если на фиг. 15 промежуточный профиль раздельной рамы 66xb понимается как нижняя полка раздельной рамы, а промежуточный профиль створного оконного переплета 66xf - как нижняя полка створного оконного переплета, то при монтаже окна получается расположение, которое обозначается пояснениями "снаружи" и "внутри" на фиг. 15. Профиль 66xb раздельной рамы на своих боковых поверхностях o и n имеет по одному покрытию в виде профильной оболочки 308х или 310х. Материал профильной оболочки представлен на фиг. 15b отдельными участками, причем 312х представляет слой алюминия, 314 - слой краски и 312х - пленку из искусственного материала. Толщина алюминиевого слоя обозначает w1, а толщина слоя краски - w2. Толщина w1 составляет, например, 0,5 мм, а толщина слоя краски составляет, например, 0,2 мм. Защитная пленка 316х может быть обычной упаковочной пленкой или защитной пленкой на основе полиэтилена или полипропилена с толщиной около 0,1 мм.
Профильная оболочка 310х отдельно показана на фиг. 17. На фиг. 15 штриховой линией 318х показано, что алюминиевая оболочка 310х может быть наклеена на промежуточный профиль 66xb. Кроме того, на чертеже видно, что профильная оболочка 310х соединена с промежуточным профилем 6xb с геометрическим замыканием посредством краевых фланцев 320х и 321х.
Промежуточные профили 66xb и 66xf могут обрабатываться резанием со всех сторон или только в определенных зонах, например, в зоне канавки 322х для установки оконного стекла, зоне канавки 324х для приводных штанг, в зоне канавок 326х и 328х для уплотнений, а также канавок 330х и 332х для закрепления с геометрическим замыканием профильных оболочек 310х и 308х.
Для изготовления профильных оболочек 310х и 308х исходят из металлической полосы, которая может поставляться на фабрику, изготавливающую профили, в рулонах. Алюминиевая полоса, которая может быть уже снабжена покрытием в виде слоя 314х краски, а также слоем 318х клея, в случае необходимости, также с защитной пленкой 316х, может раскатываться с помощью валкового устройства до промежуточных профилей 66xb и 66xf. При этом можно предпринять часть работы по профилированию уже перед изготовлением контакта с соответствующими промежуточными профилями 66xb и 66xf.
На фиг. 16, для большей наглядности, показано, как в полки 66xf створного оконного переплета вставляется оконное стекло 334х, а также планки 336х, уплотняющие стекло, и уплотняющие планки 338х, устанавливаемые в шпунт.
Кроме того, на полке раздельной рамы 66xb видна уплотняющая планка 340х, вставляемая в шпунт, желоб 342х для сбора дождевой воды и водоотвод 344х.
Кроме того, на фиг. 15 видно, что профильные оболочки 308х и 310х не касаются друг друга, благодаря чему они не образуют холодного (теплового) моста. Поверхности, не покрытые профильными оболочками, например, 346х, окрашены добавкой красящего пигмента, в частности, добавками сажи в материал профильной заготовки, поэтому они придают им визуально облагороженный внешний вид, независимо от того, обработаны ли они резанием или нет.
На фиг. 15, кроме того видно, что в промежуточном профиле полки 66xf створного оконного переплета в зоне канавки 322х для оконного стекла оставлена свободной выступающая часть 350х, благодаря чему, как видно из фиг. 16, создается фиксация с геометрическим замыканием уплотнительной планки 336х.
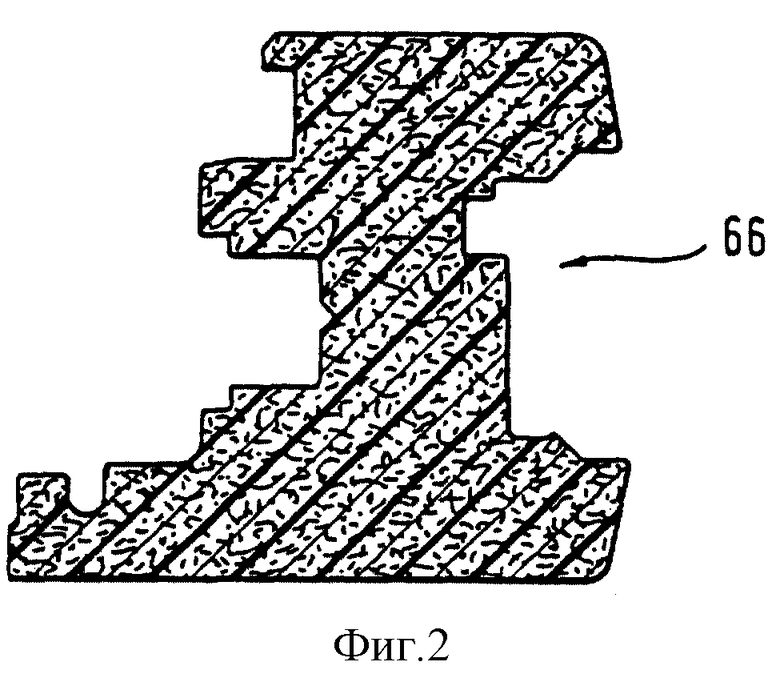
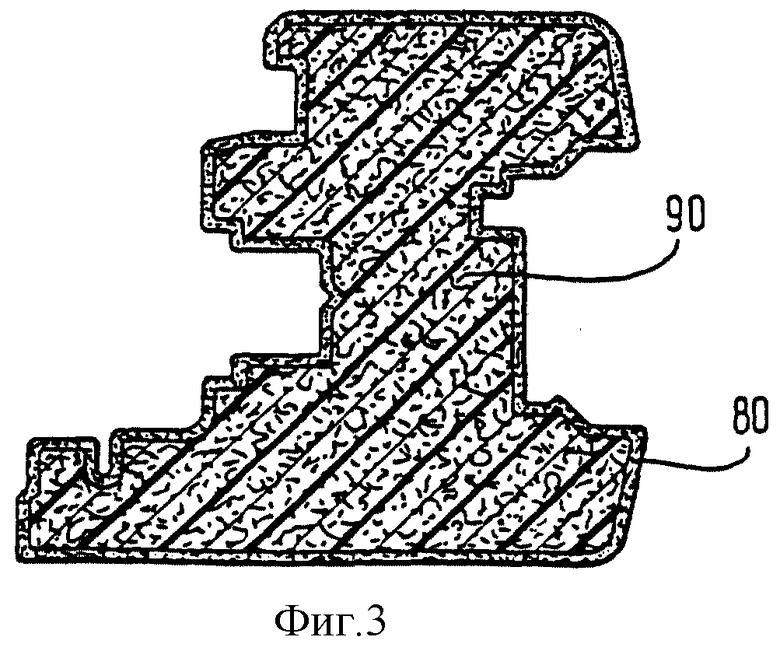
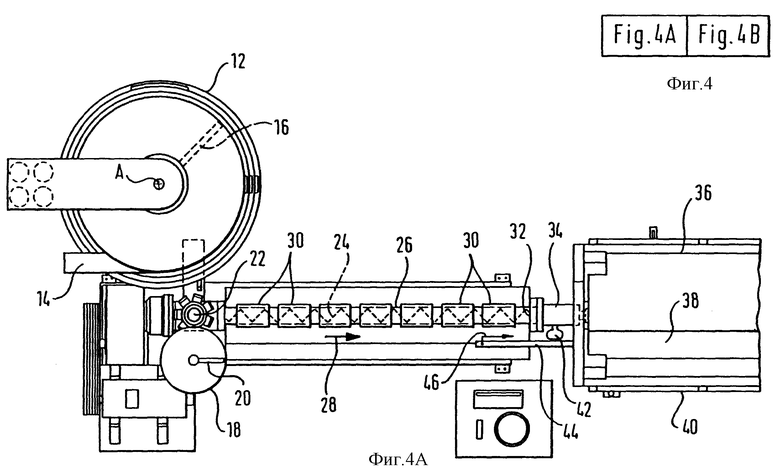
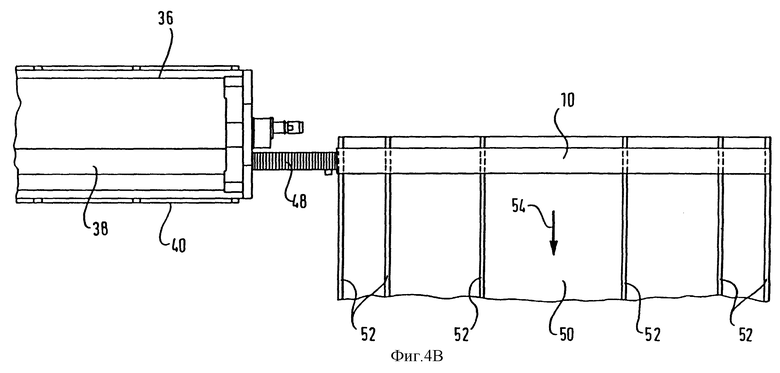
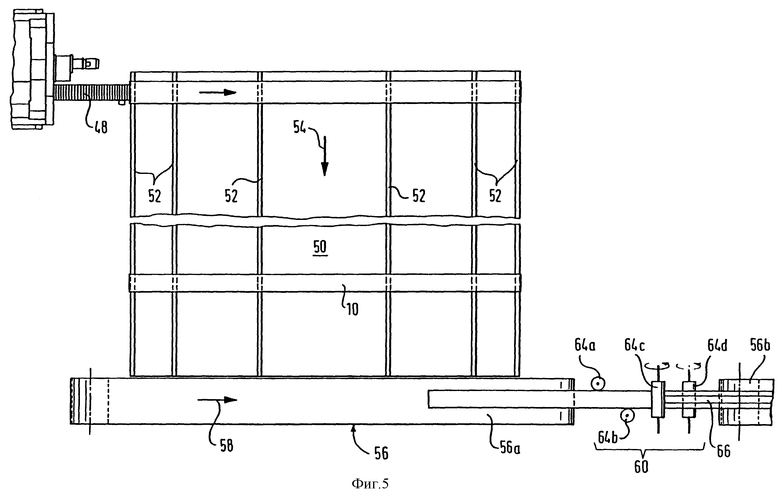
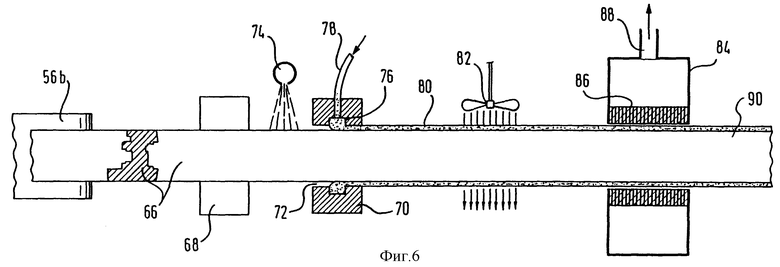
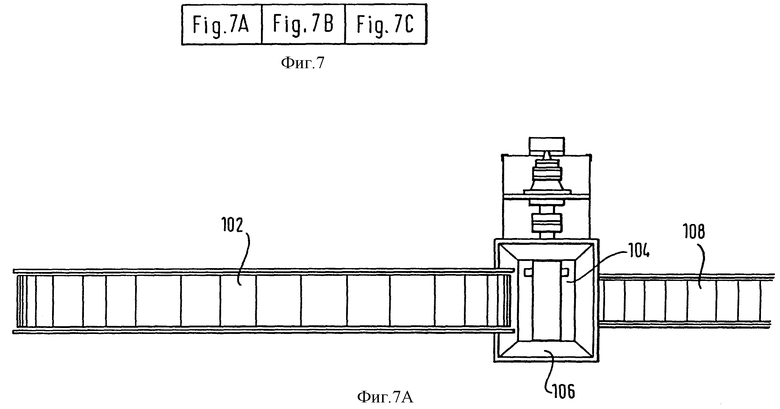
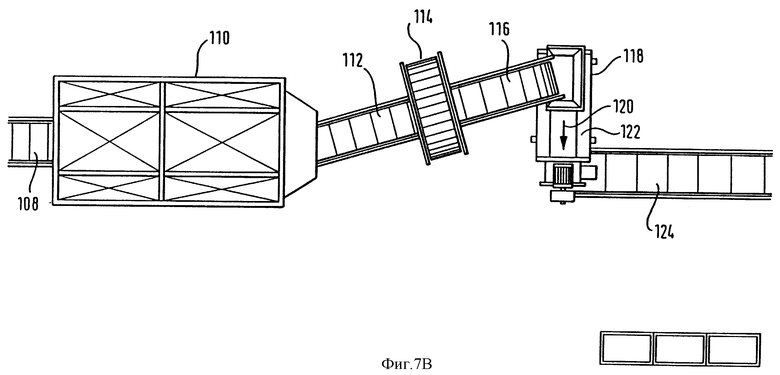
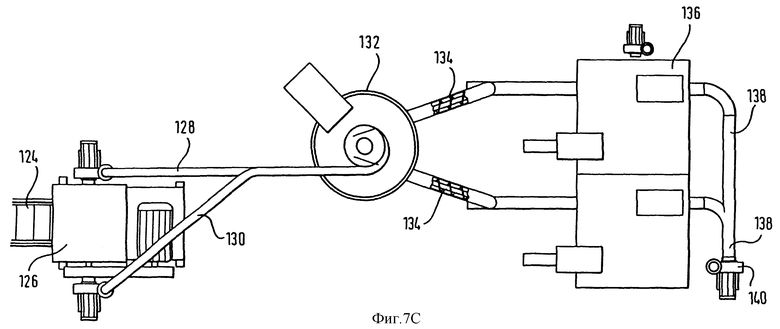
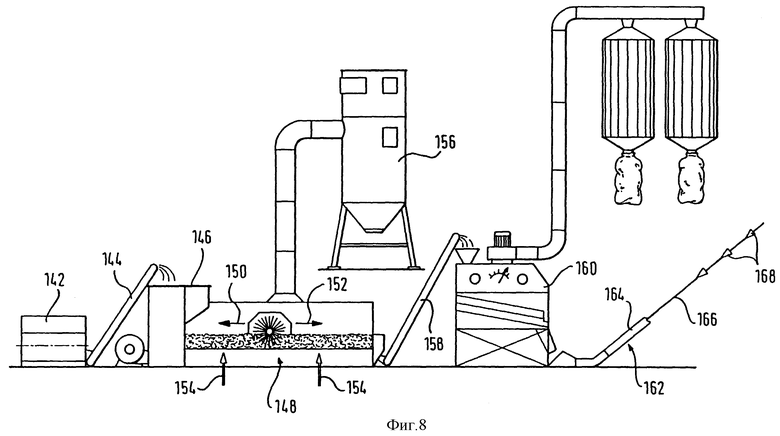
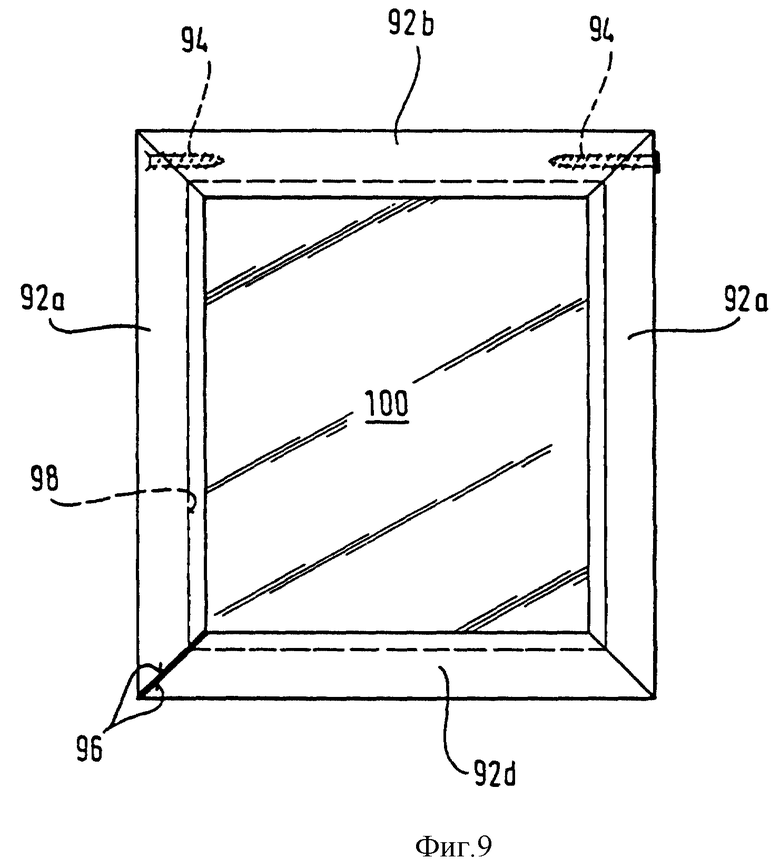
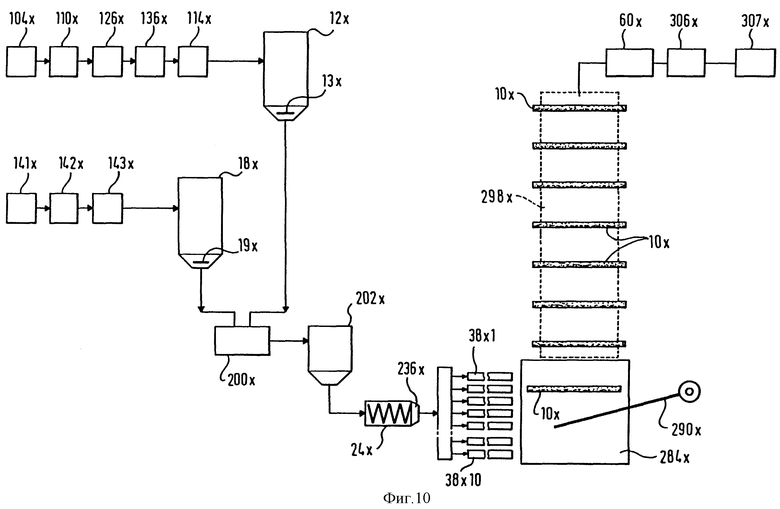
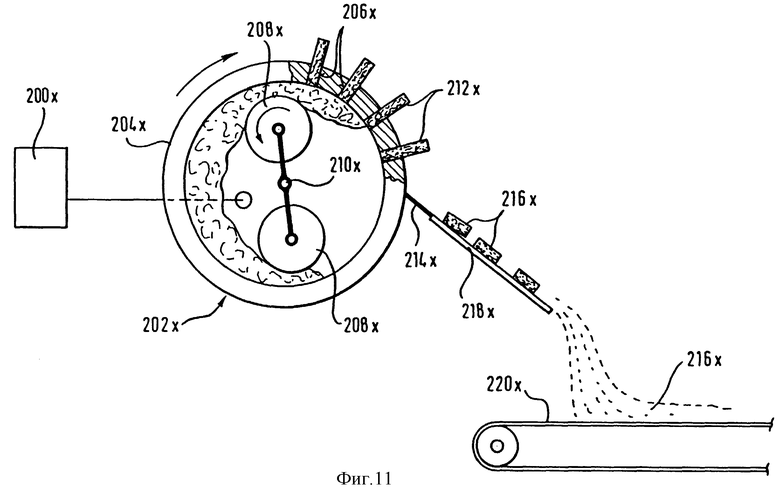
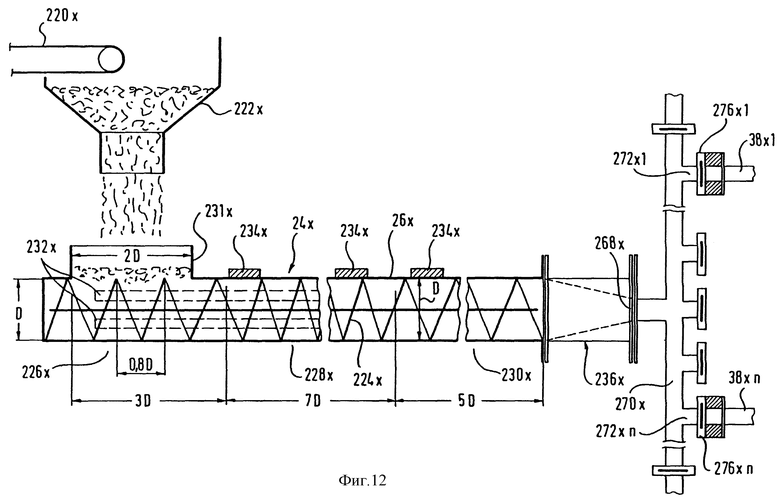
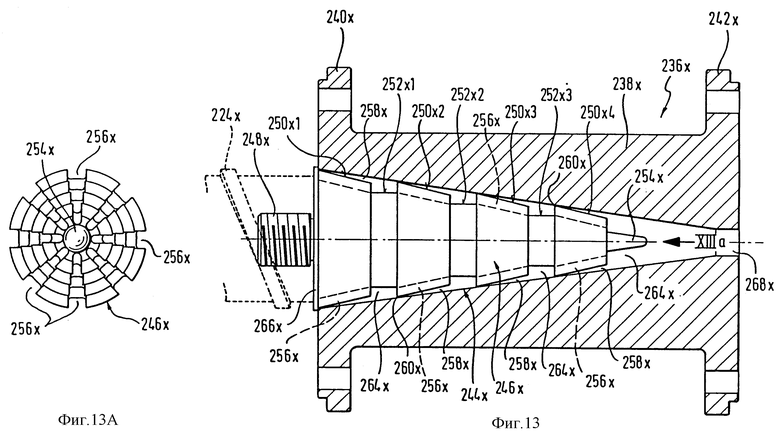
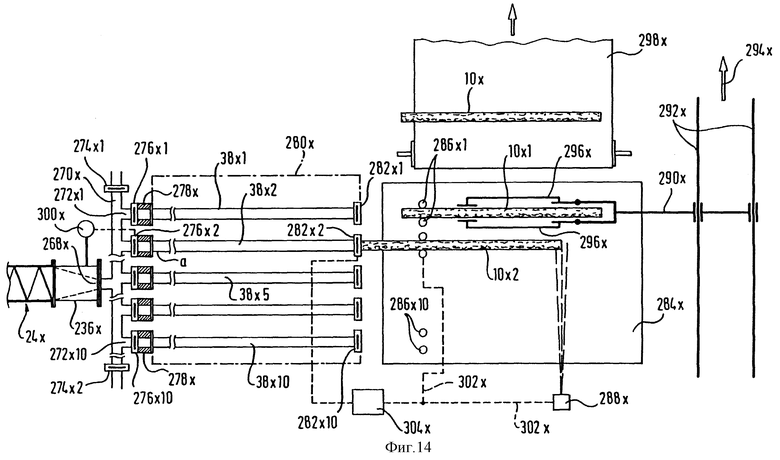
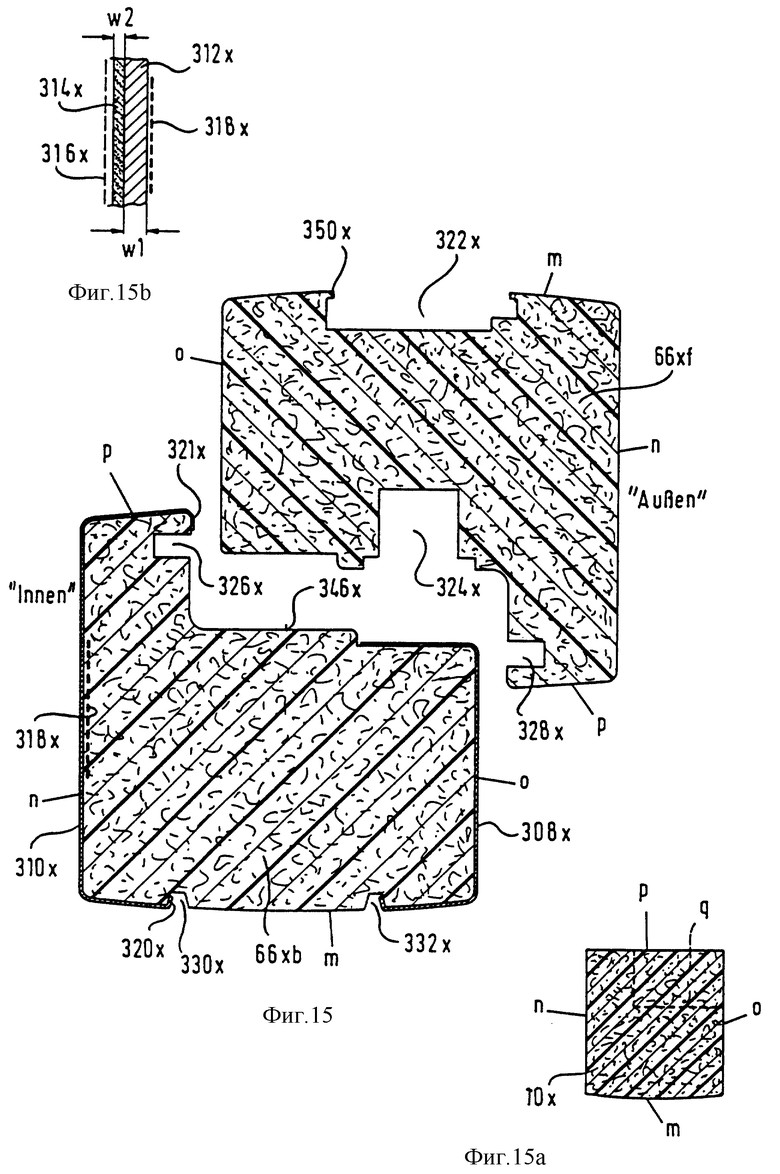
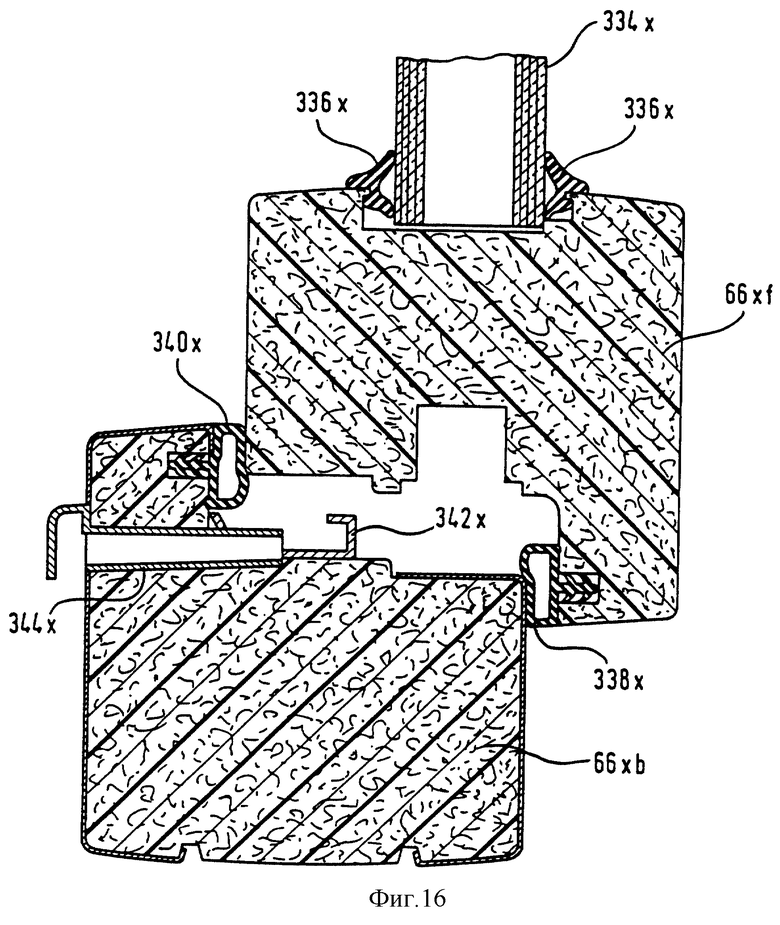
Изобретение относится к способу изготовления профильного материала, подходящего, в частности, для изготовления окон и дверей с применением термопластичного материала, путем термопластифицирования материала и непрерывного профильного формования термопластифицированного материала. Способ изготовления профильного материала включает следующие операции: подготовка смеси, пригодной для формования. Смесь, пригодную для непрерывного профильного формования, вводят под давлением в профилеобразующий канал, вплоть до его заполнения, формуют в нем толстостенную профильную заготовку, по меньшей мере, частично отверждают охлаждением и после этого извлекают из профилеобразующего канала. Далее профильную заготовку подвергают в течение времени выдержки отдельными участками процессу усадки. По истечении времени выдержки профильную заготовку участками подвергают формообразованию обработкой резанием со снятием материала, по меньшей мере, на отдельных частях ее периметра с образованием промежуточного профиля. На промежуточный профиль, по меньшей мере, на части его периметра наносят покрытие в виде слоя, улучшающего поверхность. Данные признаки направлены на создание способа изготовления профильного материала, в частности, для изготовления окон и дверей, в котором устранены существенные недостатки известных способов. Изобретение также относится к устройству для изготовления профильного материала и к самому профильному материалу. 3 с. и 107 з.п. ф-лы, 17 ил.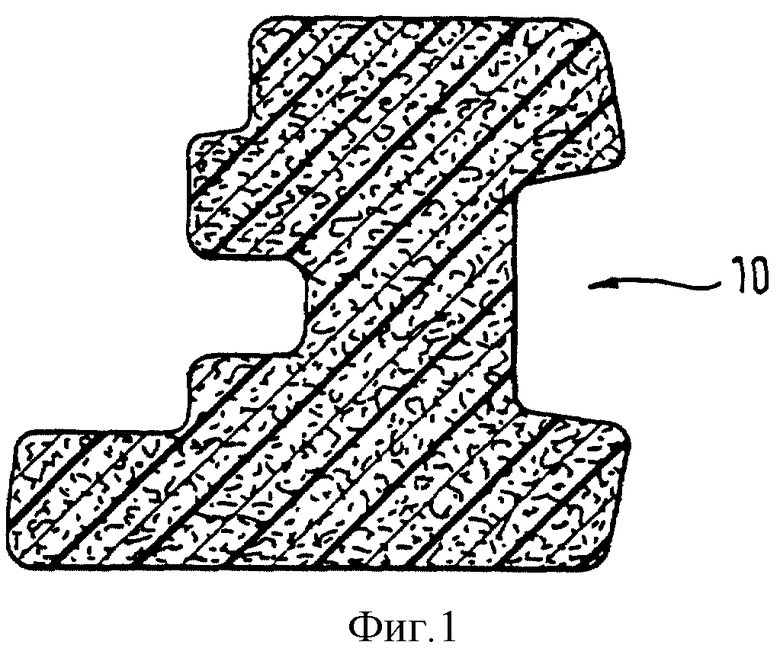
| DE 1906012 А, 10.09.1970 | |||
| СН 642901 А, 15.05.1984 | |||
| DE 3616444 А, 19.11.1987 | |||
| ГЕНЕРАТОР ВЛАЖНОГО ГАЗА | 2015 |
|
RU2622833C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТОЧНОГО ОБЛИЦОВОЧНОГО МАТЕРИАЛА ИЗ ОТХОДОВ ПОЛИМЕРНОГО МАТЕРИАЛА | 1992 |
|
RU2019409C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Сальник с гидравлическим уплотнением | 1931 |
|
SU29473A1 |
| Угловое соединение полых профилей преимущественно стержней | 1991 |
|
SU1819318A3 |

