Данное изобретение касается устройства для обработки гибких плоских изделий согласно ограничительной части пункта 1 формулы изобретения.
Устройство этого типа известно из ЕР-В-0638503. Оно имеет приводимый во вращательное движение вокруг своей оси замедляющий барабан, на котором по окружности размещены равномерно распределенные один за другим, образованные каждой парой валков подающие элементы. Устройство доставки вводит сигнатурный лист в тангенциальном направлении относительно замедляющего барабана в зазор между валками каждой пары валков, передвигающейся через зону приемки. При этом скорость вращения пары валков вокруг оси барабана дополнительно к направленной в зазоре между валками в направлении вращения окружной скорости валков приравнена к скорости подачи устройства доставки. В таком случае передний край сигнатурного листа на желаемый размер загоняется в зазор между валками, прежде чем вращение пары валков вокруг их осей прекращается. В зоне передачи тогда приводятся в действие валки в направлении вращения, противоположном направлению вращения в зоне приемки, чтобы освободить соответствующий сигнатурный лист из зазора между валками. Это приводит к дополнительному замедлению сигнатурного листа и позволяет провести согласование скорости сигнатурного листа со скоростью принимающего сигнатурный лист отводного транспортера. Реверсивный привод пары валков требует увеличенных затрат и приводит к повышенной нагрузке на изделия, что ограничивает производительность устройства.
Поэтому задачей данного изобретения является модернизация устройства указанного выше типа таким образом, чтобы при высокой скорости обработки была гарантирована бережная обработка изделий.
Эта задача решается с помощью устройства, которое имеет отличительные признаки п.1 формулы изобретения.
Непрерывно приводимый в движение валковый сегмент и контрэлемент образуют при продвижении через зону приемки вводный зазор, имеющий для ввода изделия большую ширину, которая затем непрерывно уменьшается, и за счет этого изделие стабилизируется. Передний закрытый конец вводного зазора движется вследствие вращения валкового сегмента в направлении ввода, что способствует бережной задержке изделий, когда они достигают конца вводного зазора. Почти одновременное образование транспортного зазора предотвращает отскакивание изделий, что способствует надежному функционированию устройства при более высоком объеме обработки. Непрерывный привод в движение валковых сегментов приводит к тому, что изделия проводятся через образуемые всякий раз валковым сегментом и контрэлементом элементы подачи для разгрузки в зоне передачи. Изделия, таким образом, не должны притормаживаться относительно элементов подачи до остановки и затем снова ускоряться.
Имеющие преимущество формы исполнения устройства согласно изобретению приведены в зависимых пунктах формулы изобретения.
Изобретение объясняется подробнее с помощью представленных на чертежах примеров исполнения. Схематически показано: фиг.1 в общем виде и частично в разрезе первая форма исполнения устройства с элементами подачи, которые при вращении остаются параллельными сами себе; фиг.2 в том же представлении, что и на фиг.1, вторая форма исполнения, при которой подающие элементы при вращении сохраняют неизменное относительно траектории положение; фиг.3 в том же представлении, что и на фиг.1 и 2, третья форма исполнения устройства с размещенными по типу крыльчатки, приведенными в соответствие с элементами подачи направляющими элементами.
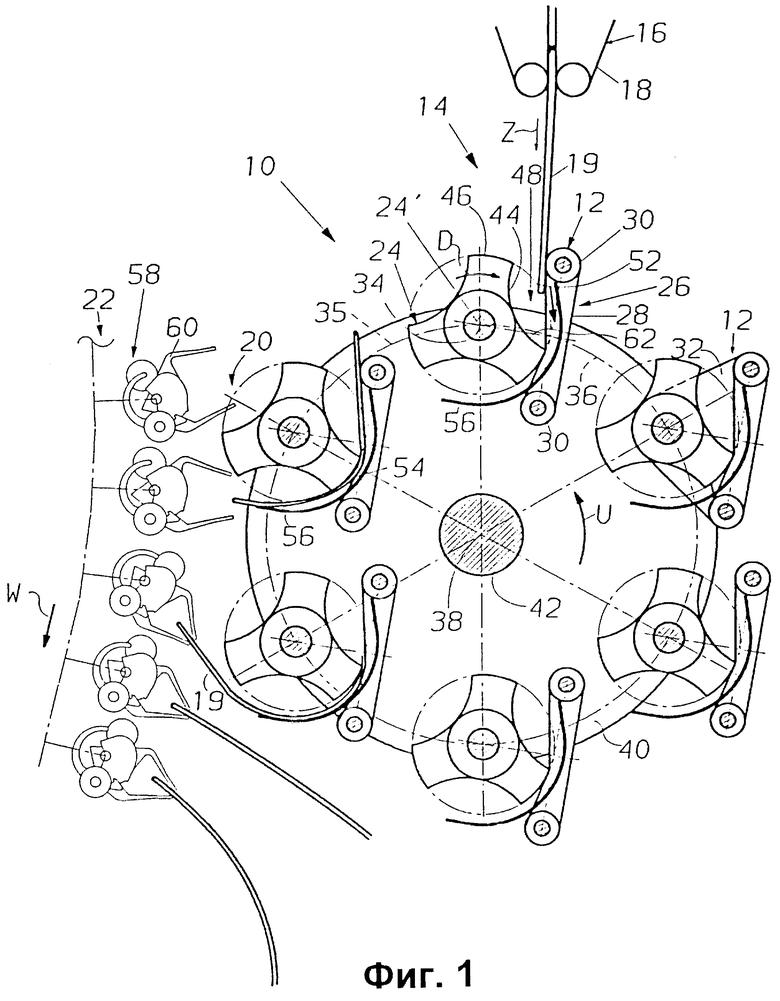
Представленное на фиг.1 устройство имеет сконструированное в виде барабана, непрерывно приводимое в движение в направлении стрелки U устройство подачи 10 с размещенными по типу клетки элементами 12 подачи. Они предназначены для того, чтобы принимать, притормаживать, транспортировать дальше при продвижении через зону 14 приемки от выполненного в приведенном примере как ленточный конвейер 16 устройства 18 доставки соответственно гибкого, плоского изделия 19 и передавать в зоне 20 передачи следующему за устройством 10 подачи отводному транспортеру 22.
Каждый элемент 12 подачи имеет в направлении D вращения, противоположном направлению U вращения, непрерывно приводимый во вращательное движение вокруг своей валковой оси 24’ валковый сегмент 24 и взаимодействующий с ним контрэлемент 26. В показанном примере контрэлемент 26 выполнен как бесконечная лента 28, которая проведена через два поворотных валка 30. Лента 28 выполнена из эластичной резины и взаимодействует своей активной, обращенной к валковому сегменту 24 ветвью с ним между поворотными валками 30.
Поворотные валки обоими концами расположены свободно вращающимися на треугольных несущих пластинах 32, которые, со своей стороны, расположены свободно вращающимися на валу 34 валкового сегмента 24. Несущие пластины 32 приведены в движение, например, через планетарную передачу так, что образованные лентой 28 и валковым сегментом 24 приводные элементы 12 при вращении вдоль образованной кругом 36 траектории 35 сохраняют параллельное самим себе положение или, другими словами, прямая остается параллельной самой себе за счет приведенных в соответствие с приводным элементом 12 осей поворотных валков 30. Коаксиальные с осями валков 24’ валы 34 равномерно распределены по кругу вокруг общей оси 38 вращения, расположены свободно вращающимися на дискообразных щитках 40 подшипника, которые, в свою очередь, неподвижно на скручивание сидят на коаксиальном с осью 38 вращения полом валу 42. В то время как с одним щитком 40 подшипника связаны выполненные, например, как планетарные передачи приводные средства для параллельного удержания элементов 12 подачи, с другим щитком подшипника 40 связаны, например, также выполненные как планетарные передачи приводные средства для непрерывного привода валковых сегментов 24 в направлении D вращения. Для этой цели через полый вал 42 может проходить установленный без возможности проворачивания вал, на который посажены на шпонке солнечные шестерни планетарных передач.
При вращении щитков 40 подшипников приводятся в движение расположенные на них и входящие в зацепление с неподвижными солнечными шестернями планетарные шестерни, которые, в свою очередь, воздействуют на несущие пластины 32 или же валы 34. Одновременно с валковыми сегментами 24 могут также приводиться в движение против направления D вращения ленты 28. Относительно возможной формы исполнения привода для валковых сегментов 24 и контрэлементов 26, а также для параллельного удержания элементов 12 подачи ясно делается ссылка на заявку Швейцарии №1998 1283/98.
Каждый из показанных на фиг.1 валковых сегментов 24 имеет три задних участка 44 и между каждыми двумя задними участками 44 коаксиальный с осью валкового сегмента 24’ участок 46 боковой поверхности. За каждым вогнуто выполненным задним участком 44 следует, таким образом, участок 46 боковой поверхности. Поперечное сечение валкового сегмента 24 похоже на трехлучевую звезду, тупые лучи которой заканчиваются на одной окружности.
Поворотное положение элементов 12 подачи выбрано так, чтобы в зоне 14 приемки элементы 12 подачи были размещены относительно оси 38 вращения, по меньшей мере, приблизительно в радиальном направлении. Далее валковые сегменты 24 синхронизированы относительно щитков 40 подшипников так, чтобы при движении элемента 12 подачи в направлении U вращения вглубь зоны 14 приемки всякий раз участок 46 боковой поверхности прилегал к ленте 28, оттесняя ее. Идущий за этим участком 46 боковой поверхности задний участок 44 образует вместе с активной ветвью ленты 28 широкий, сужающийся вводный зазор 48, в котором устройство 18 доставки может беспрепятственно вводить изделие 19 выступающим вперед в направлении Z подвода краем 52. Вследствие вращения валкового сегмента 24 в зоне 14 приемки закрытый нижний в направлении D вращения вводный зазор 48 будет всегда длиннее и, одновременно, радиально уже снаружи относительно валковой оси 24’. Устройство 18 доставки и устройство 10 подачи синхронизированы таким образом, что каждый переход ограничивающего вводный зазор 48 заднего участка 44 в последующий участок 46 боковой поверхности, прижимая введенный в вводный зазор 48 изделие 19 к ленте 28 в удаленной от выступающего вперед края 52 зоне, по меньшей мере, приблизительно к тому моменту времени, в который изделие 19 выступающим краем 52 приходит в соприкосновение с выступающей вперед, действующей как упор, конечной зоной заднего участка 44, т.е. на закрытом конце вводного зазора 48, закрывает вводный зазор 48, а участок 46 боковой поверхности вместе с лентой 28 образует транспортный зазор 54 для захваченного изделия 19.
Каждому валковому сегменту 24 соответствует направляющий элемент 56, который вниз по ходу транспортного зазора 54 пересекает ленту 28, чтобы отклонить наружу в радиальном направлении относительно оси 38 вращения вокруг валкового сегмента 24 проведенное через транспортный зазор 54 изделие.
Отводной транспортер 22 выполнен на примере по фиг.1 как зажимной транспортер 58, следующие один за другим транспортные зажимы 60 которого продвигаются синхронно с подающими элементами 12 через зону 20 передачи в направлении W движения отводного транспортера, которое здесь совпадает с направлением U вращения. При этом транспортные зажимы 60 должны быть обращены в направлении 10 подачи, чтобы элементы 12 подачи могли подавать повернутые наружу в радиальном направлении изделия 19 выступающим вперед краем 52 в транспортные зажимы 60. Закрытие транспортных зажимов 60 происходит почти одновременно с исчезновением транспортного зазора 54, когда с ленты 28 сходит последний для соответствующего изделия 19 участок боковой поверхности 46, ограничивающий транспортный зазор 54.
В показанном примере во время оборота подшипниковых щитков 40 в направлении U вращения вокруг оси 38 вращения валковые сегменты 24 дважды поворачиваются в противоположном направлении D вращения вокруг своих валковых осей 24’, следовательно, трижды относительно подшипниковых щитков 40.
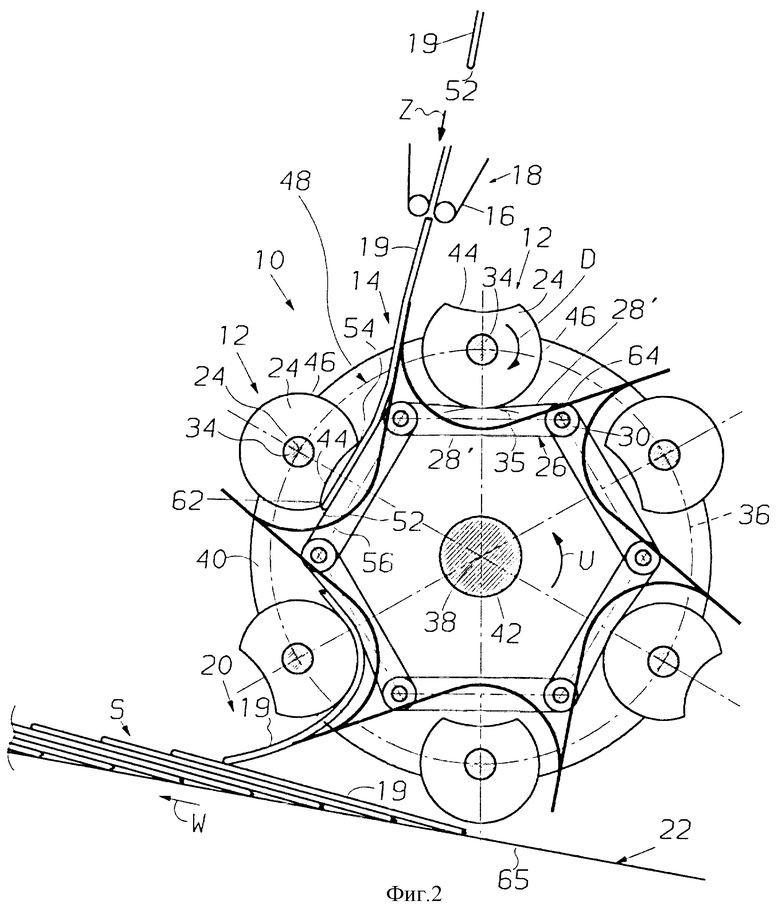
При показанной на фиг.2 форме исполнения устройства устройство 10 подачи также выполнено в виде клетки. На размещенных на полом валу 42 подшипниковых щитках 40 размещены равномерно распределенные по коаксиальному кругу шесть параллельных оси 38 вращения подшипниковых стержней 64. На подшипниковых стержнях 64 расположены свободно вращающиеся поворотные валки 30. Каждые два приведенных в соответствие один другому поворотных валка 30 соседних подшипниковых стержней 64 охвачены замыкающейся на себя ленточкой 28’ из эластичной резины. Несколько размещенных рядом ленточек 28’ соответствуют ленте 28, представленной на фиг.1 формы исполнения. На окружности 36 вокруг оси 38 вращения размещены равномерно распределенные валковые сегменты 24. Они посажены на валах 34, которые расположены, смотря в направлении U вращения, посередине между каждыми двумя подшипниковыми стержнями 64 и в радиальном направлении снаружи от ленточек 28’ на подшипниковых щитках 40. Валковые сегменты 24 снова непрерывно приводятся в движение, например, с помощью планетарной передачи в направлении D вращения, противоположном направлению U вращения.
Каждый валковый сегмент 24 имеет вогнутый задний участок 44. Расстояние между ленточками 28’ и валами 34 выбрано таким, чтобы при обращенном к соответствующей ленточке 28’ обратном участке 44 валковый сегмент 24 обоими переходами от заднего участка 44 на участок 46 боковой поверхности прилегал к ленточке 28’, если там нет изделия 19, и, в соответствующем случае, оттеснял ее. Во всяком случае, она оттесняется, когда взаимодействует с участком 46 боковой поверхности.
Каждому валковому сегменту 24 соответствует направляющий элемент 56, который проходит между соседними ленточками 28’ и охватывает соответствующий валковый сегмент 24 с зазором. Смотря в направлении U вращения устройства 10 подачи вниз по ходу движения соответствующего валкового сегмента 24 направляющий элемент 56 проходит коаксиально с осью вращения 24’ и завершается примерно за 30° до радиальной линии от оси 38 вращения через валковую ось 24’. Относительно валкового сегмента 24 вверх по движению направляющий элемент 56 проходит почти прямолинейно и касается связанного с последующим валковым сегментом 24 направляющего элемента 56 на его расположенном вниз по движению, радиально обращенному наружу участке.
Также выполненное как ленточный конвейер 16 устройство 18 доставки находится на одной прямой, по меньшей мере, приблизительно, с расположенным вверх по движению прямолинейным участком направляющего элемента 56, когда последний продвигается мимо в зоне 14 приемки у конца устройства 18 доставки.
Валковые сегменты 24 приводятся в движение таким образом, чтобы они при продвижении в направлении стрелки U на устройстве 18 доставки участком 46 боковой поверхности прилегали к ленточке 28’. Как только они на устройстве 18 доставки прошли мимо, оно вводит, соответственно, изделие 19 выступающим вперед краем 52 между соответствующим валковым сегментом 24 и последующим участком приведенного в соответствие направляющего элемента 56. Вследствие поворота валкового сегмента 24 передний конец заднего участка 44 коснулся ленточки 28’ и образовал вместе с ней вводный зазор 48, в который может вводиться с зазором изделие 19 выступающим вперед краем 52. Выступающая вперед конечная зона заднего участка 44 снова образует упор 62 для переднего края 52. По меньшей мере, приблизительно одновременно с прикосновением к упору 62 выступающего вперед края 52, смотря в направлении D вращения, последующий конец заднего участка 44 и начало участка 46 боковой поверхности находит на расположенную напротив ленточки 28’ плоскую сторону изделия 19, зажимает ее и участок 46 боковой поверхности с ленточкой 28’ образует транспортный зазор 54.
Ниже подающего устройства 10 размещен выполненный как ленточный конвейер 65 отводной транспортер 22. Направление W движения отводного транспортера противоположно направлению U вращения в зоне 20 передачи. Поданные через транспортный зазор 54 краем 52 вперед изделия 19 отворачиваются с помощью направляющих элементов 56 и затем в зоне передачи посредством образования чешуйчатой структуры S откладываются на отводной транспортер 22. Скорость вращения валковых сегментов 24, а следовательно, элементов 12 подачи вокруг оси 38 вращения, окружная скорость валковых сегментов 24 и скорость отводного транспортера 22 согласованы между собой так, что при освобождении из транспортного зазора 54 скорость переднего края 52 в направлении W отводного транспортера, по меньшей мере, приблизительно соответствует скорости подачи отводного транспортера 22. За счет этого возможно образование точной чешуйчатой структуры.
Образованные валковыми сегментами 24 и приведенными в соответствие ленточками 28’ элементы 12 подачи сохраняют свое положение относительно своей траектории 35 движения.
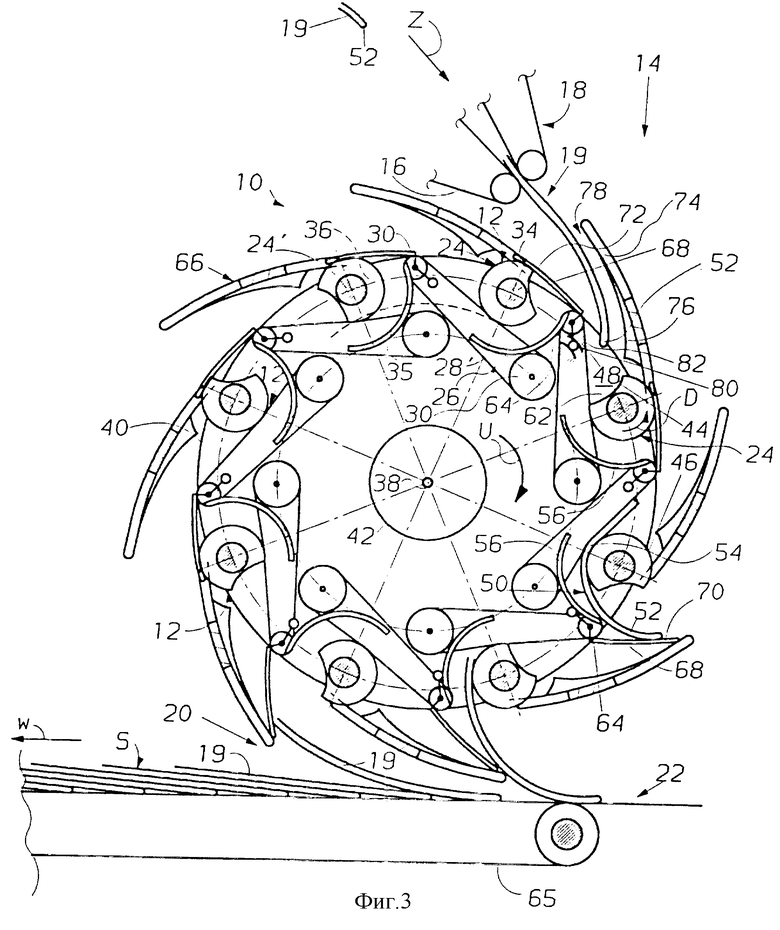
При показанной на фиг.3 форме исполнения устройства подающее устройство 10 выполнено по типу крыльчатки 66. Крыльчатки 66 применяются, например, в ротационных печатных машинах для раскладки складных изделий 19. В таком же виде, как при показанной на фиг.2 форме исполнения, валковые сегменты 24 расположены на подшипниковых щитках 40 и при вращении подшипниковых щитков вокруг общей оси 38 вращения в направлении U вращения непрерывно приводятся в движение в противоположном направлении D. Контрэлемент 26 для каждого валкового сегмента 24 снова образован ленточками 28’, которые проведены вокруг поворотных валков 30. Смотря в направлении U вращения следующие за валковым сегментом 24 поворотные валки 30 размещены по отношению к оси 38 вращения в радиальном направлении дальше наружу, чем предыдущие поворотные валки 30. Сохраняющий свое положение относительно пути обращения контрэлемент 26 размещен наклонно относительно траектории движения.
Каждому валковому сегменту 24 снова соответствует направляющий элемент 56, который, смотря в направлении D вращения валковых сегментов 24, вниз по движению транспортного зазора 54 пересекает ленточку 28’ и в радиальном направлении проходит наружу, чтобы подаваемые через транспортный зазор 54 изделия 19 вокруг валкового сегмента 24 отклонить в радиальном направлении наружу. Направляющий элемент 56 заканчивается у последующих, смотря в направлении U вращения, поворотных валков 30 каждого предшествующего элемента 12 подачи. На стержне 64 подшипника этих отклоняющих валков 30 расположен далее участок 68 ведущего элемента, который от положения 70 ведущего элемента, в котором он образует удлинение направляющего элемента 56, чтобы повернуть назад продвигаемое в транспортном зазоре 54 изделие 19 в радиальном направлении, переключаемый в положение 72 ведущего элемента. В положении 72 ведущего элемента участок 68 ведущего элемента своим свободным концом касается периферии последующего валкового сегмента 24. Для этой цели валковый сегмент 24 образован отстоящими друг от друга в осевом направлении элементами валковых сегментов, между которыми могут сцепляться зубья выполненного в виде грабель участка 68 ведущего элемента.
В положении 72 ведущего элемента участок 68 ведущего элемента находится на одной прямой с соответствующим каждому валковому сегменту 24 ведущим элементом 74. Последний жестко расположен на щитках подшипника 10 и проходит, исходя из своего переднего, расположенного у валкового сегмента 24 конца, в направлении, противоположном направлению U вращения, со становящимся больше относительно оси 38 вращения расстоянием назад до последующего валкового сегмента 24, от которого он отстоит в радиальном направлении.
Каждые соседние ведущие ремонты 74 образуют с соответствующим участком 68 ведущего элемента и контрэлементом 26 карман 78, который, смотря в направлении U вращения, открыт сзади, а спереди закрыт с помощью соответствующего валкового сегмента 24.
Над устройством 10 подачи расположено снова выполненное как ленточный конвейер 16 устройство 38 доставки, направление Z подачи которого находится на одной прямой с соответственно проходящим мимо него карманом 78. Устройство 18 доставки предназначено для того, чтобы в каждый проходящий мимо карман 78 вводить изделие 19 краем 52 вперед.
От каждого участка 68 ведущего элемента отходит рычаг, на свободном конце которого расположен свободно вращающийся ролик 80. Он заведен в неподвижную, проходящую вокруг оси 38 вращения в форме канавки кулису 82. С помощью этого кулисного управления участок 68 ведущего элемента переключается между положением 70 ведущего элемента и положением 72 ведущего элемента. В зоне 14 приемки находится участок 68 ведущего элемента в положении 72 ведущего элемента и ограничивает вместе с радиально расположенным снаружи направляющим органом 76 вводный зазор для изделия 19. В зоне 14 приемки вогнутый задний участок 44 валкового сегмента 24 с соответствующей ленточкой 28’ образует сужающийся вводный зазор 48, причем направляющий орган 76 предназначен для того, чтобы вводить выступающий вперед край 52 в задний участок 44. Смотря в направлении D вращения, выступающая вперед конечная зона заднего участка 44 снова образует упор 62 для переднего края 52 изделия 19. Вращение в направлении D валкового сегмента 24 снова синхронизировано таким образом, чтобы последующий конец заднего участка 44, а, следовательно, передний конец участка 46 боковой поверхности накладывался на плоскую сторону изделия 19 и зажимал его контрэлементом 26 почти одновременно с соприкосновением переднего края 52 с упором 62. Вследствие непрерывного дальнейшего поворота валкового сегмента 24 теперь изделие 19 подается краем 52 вперед через транспортный зазор 54 и с помощью направляющего элемента 56 и соответствующего ему, переключенного тем временем в положение 70 ведущего элемента участка 68 ведущего элемента отклоняется вокруг валкового сектора 24 в радиальном направлении наружу и относительно направления U вращения назад.
Под устройством 10 подачи проходит снова выполненный как ленточный конвейер 65 отводной транспортер 22, направление W движения которого совпадает с направлением U вращения в зоне 20 передачи. В зоне 20 передачи изделия 19 подаются из транспортного зазора 54 и посредством образования чешуйчатой структуры S откладываются на отводной транспортер 22. Выгрузка изделий 19 из зазора, образованного валковым сегментом 24, направляющим элементам 56 и участком 68 ведущего элемента, после освобождения из транспортного зазора 54 происходит вследствие их инерции; скорость вращения подающих элементов 12, ось 38 вращения и окружная скорость валковых сегментов 24, а также скорость подачи отводного транспортера 22 согласованы между собой так, чтобы в зоне передачи, смотря в направлении W движения отводного транспортера, подлежащие передаче от устройства 10 подачи к отводному транспортеру 22 изделия 19 были почти неподвижны относительно его активной ветви. Можно также в зоне 20 передачи дополнительно разместить известные кулисы или подающие механизмы, такие, как цепи или валки, для точного вывода изделий 19 из зазора.
После выхода из зоны 20 передачи участки 68 ведущего элемента переключаются из положения 70 ведущего элемента в положение 72 ведущего элемента.
При всех показанных формах исполнения изобретения изделия 19 с помощью устройства 18 доставки с расстоянием между ними подводятся к зоне 14 приемки. Устройство 18 доставки может быть, например, блоком фальцовочного устройства или отрезного устройства ротационной печатной машины.
При показанной на фиг.1 форме исполнения зажимной транспортер 58 можно заменить другим транспортным устройством, например, ленточным конвейером. Подобно этому при показанных на фиг.2 и 3 формах исполнения отводной транспортер 22 можно сконструировать как зажимной транспортер 58.
В зависимости от направления W движения отводного транспортера 22 в зоне 20 передачи может создаваться чешуйчатая структура S, в которой выступающий вперед в устройстве 10 подачи край 52 является последующим или предыдущим относительно направления W движения отводного транспортера.
Все формы исполнения являются общими в том смысле, что изделия 19 вводятся в закрытый вводный зазор 48, там задерживаются и транспортируются сквозь него элементами 12 подачи. Поэтому они никогда не должны притормаживаться до состояния покоя относительно устройства 10 подачи, что гарантирует бережное обращение при большем объеме обработки. Далее изделия 19 не испытывают никаких внезапных изменений направления.
Контрэлементы 26 могут быть сконструированы различно, например, они могут иметь подпружиненные валки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СРАЩИВАНИЯ РАЗМАТЫВАЕМЫХ С БОБИН ПОЛОТЕН УПАКОВОЧНОГО МАТЕРИАЛА | 1995 |
|
RU2102307C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ АБСОРБИРУЮЩИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2023776C1 |
| УСТРОЙСТВО ДЛЯ СБОРА СЕЛЬСКОХОЗЯЙСТВЕННОЙ КУЛЬТУРЫ УБОРОЧНОЙ ЖАТКИ | 2010 |
|
RU2539853C2 |
| Валковый пресс для прессования мелкозернистых солей | 1988 |
|
SU1831367A3 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ ПЛАСТА ТЕСТА И ФОРМОВАНИЯ ИЗ НЕГО ТЕСТОВЫХ ЗАГОТОВОК | 2008 |
|
RU2408190C2 |
| МАТРИЦА ДЛЯ ВЫРУБНОГО УСТРОЙСТВА | 2012 |
|
RU2593806C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ | 1969 |
|
SU237540A1 |
| Устройство для формирования ленточного упаковочного материала | 1975 |
|
SU573122A3 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА МУКИ И/ИЛИ КРУПКИ | 2012 |
|
RU2599837C2 |
| СПОСОБ ПЕРЕРАБОТКИ РЕЗИНОВЫХ СМЕСЕЙ ЭКСТРУЗИЕЙ, СДВИГОВАЯ ВАЛКОВАЯ ГОЛОВКА И ЭКСТРУДЕР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2053123C1 |
Изобретение относится к устройству для обработки гибких плоских изделий с устройством (10) подачи. Устройство (10) подачи имеет размещенные один за другим элементы (12) подачи. Они состоят из непрерывно приводимого в движение в направлении (В) вращения валкового сегмента (24) и взаимодействующего с ним контрэлемента (26). В зоне (14) приемки задний участок (44) соответствующего валкового сегмента (24) с контрэлементом (26) образует вводный зазор (48), передний конец которого закрыт. Задний участок (44) образует упор (62) для переднего края (52) поданного изделия (19). По крайней мере, приблизительно одновременно с касанием упора (62) с передним краем (52) следующий за задним участком (44) участок (46) боковой поверхности совместно с контрэлементом (26) образует направляющий зазор (48), в котором изделие (19) удерживается для дальнейшей транспортировки посредством элемента (12) подачи. Это обеспечивает исключение повреждения изделий при высокой скорости их обработки. 12 з.п. ф-лы, 3 ил.
| Поглощающий аппарат автосцепного устройства железнодорожного подвижного состава | 1977 |
|
SU638503A1 |
| Устройство для очистки гидравлического затвора уплотнения электрода дуговой печи | 1973 |
|
SU499691A1 |
| US 4058202 А, 15.11.1977 | |||
| US 5531433 А, 02.07.1996 | |||
| RU 93045800 А, 20.10.1996. | |||

