Известна лоточная линия для обработки из профильных полос деталей типа клемм жестких рельсовЫХ соединений, содержащая рольганг, стеллаж, валковый транспортер и пресс. Однако производительность линии снижается из-за ручной загрузки и выгрузки заготовок.
Предложенная автоматическая линия отличается от известной тем, что она снабжена механизированным стел.тажом-накопителем, овязанны.м с одной стороны через лресс для обрезки деформированных концов профильных полос с вибростеллажом, а с другой стороны - через валковый транспортер с прессом для резки полос на мерные заготовки и пробивки в «их отверстий, причем вибростеллаж снабжен механизмами встряхивания полос, их 0|риентации полками вниз и подачи но одной S лресс для обрубки деформированных кониов лолос.
Такое вылолнение лозволяет повысить ироизводительно1сть линии.
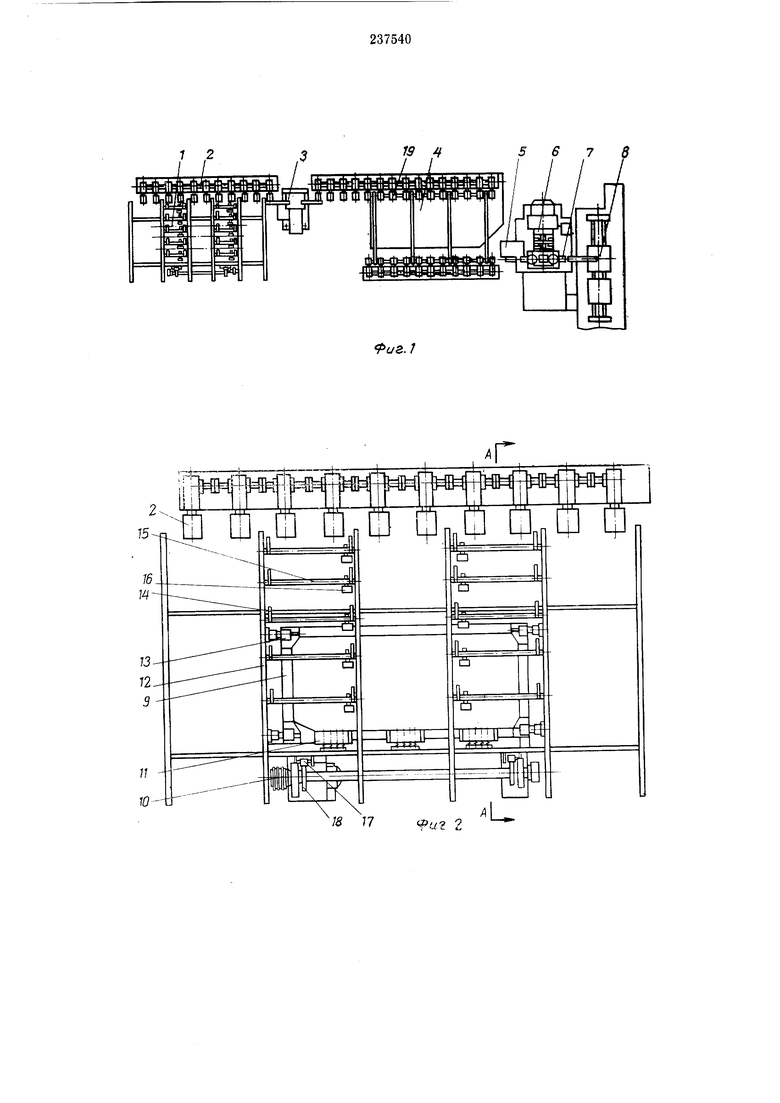
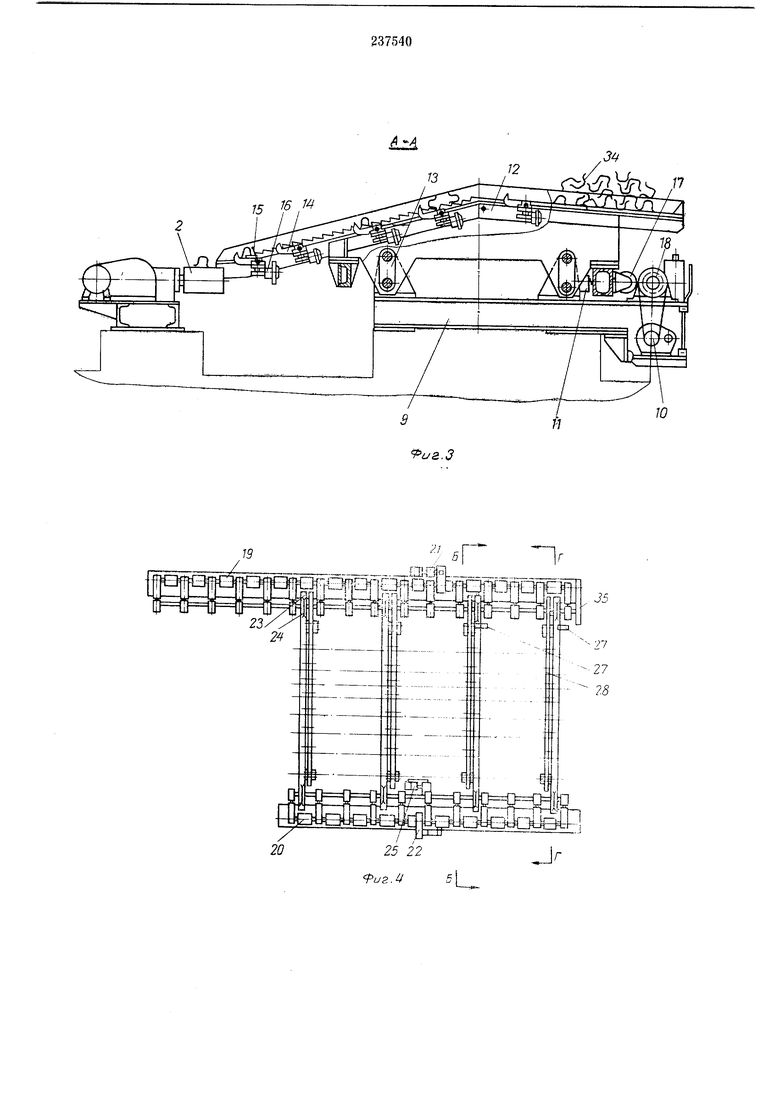
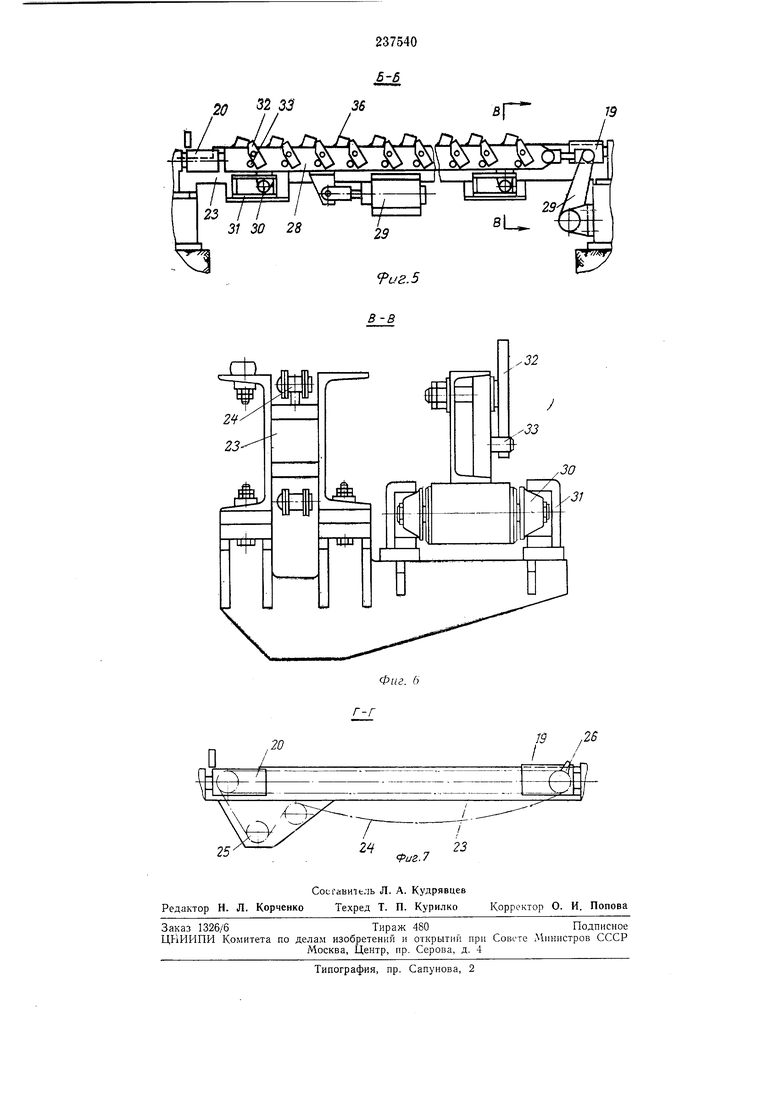
На фиг. 1 локазана предлагаемая автоматическая линия; на фиг. 2 и 3-вибростеллаж; на фиг. 4, 5 и 6 - стеллаж-накопитель; иа фиг. 7 - транспортирующий механизм стел лажа-накопителя.
Линия состоит из Вибростеллажа /, рольганга 2, пресса 3 кривощипного типа для обрезки деформированных кондов полос, стеллажа-накопителя 4, валкового транспортера 5, пресса 6 для изготовления изделий, контрольно-иЗлМсрительного устройства 7 и самопередвигающейся тележки 8 с двумя бункерами.
Вибростеллаж (см- фиг. 2) содержит неподвижную раму 9, на которой установлены привод IQ и кассеты И с пружинами, и лодвижную раму 12, щарнирно подвещенную на серьгах IS. Па подвижной раме 12, состоящей из горизо,11тальной и на клонной ступенчатой площадок, смонтирован механизм установки и выдачи полос на рольганг 2, включающий рычагл 14, жестко смонтированные на валах 75, которые с помощью привода 16 поворачиваются в горизонгальной плоскости на некоторый гол, и два ролика П на подшипшьках качения. С помощью пружин кассет 11 ролики П иостоянно поджимаются к кулакам 18 привода. При вращении последних ра.ма 12 соверщает качаиие-вибрацию в горизонтальной плоскости с частотой вращения кулаков. Привод .вибрации рамы 12 может быть осуществлен и любым другим способол (элект омагнитный, пневматический и т. д.).
Стеллаж-иакопитель (см. фиг. 3) состоит из приемного рольганга 19, выдающего рольганга 20, наборщика и нерекладчика. Рольганги приводятся в движение от приводов 21 и 22. Иаборшлк включает неподвижные балки 23, закрепленные по концам на плитах рольгангов, ценные .трансцортеры 24, установленные по одному на :ка1ждой балке, и общнй для всех транспортеров рев ерснвный нрнвод 25. Цепь каждото трапспортера снабжена одннм кулако 1 26, нредназпачепным для транелортированпя ориентированных вниз полками ПОЛОС с прпемного рольганга 19 и ра1складкн их с определенным тагом на неподвижных балках 23 с .помощью следящего устройства 27 в нанравленин от рольганга 20 к рольгангу 19 (первая полоса укладывается у рольганга 20 и т. д.). Перекладчик CocTonT из четырех балок 28, пмеющпх во3вра1тно-постунательпое движение, и общего привода 29. Своими роликами 30 балки 28 перекатываются в направляющих рамках 31, укрепленных па неподвижных балках 23. Каждая балка 28 снабжена одиiiaiKOBbiM количеством шарнирных зубьев 32, ;1ежащих в одних и тех же вертикальных плоскостях и образующих между собой секции, в .которые указанным .способом раскладЫ|Ваются поло.сы. За счет смещення центра тяжести каждый зую 32 .прижимается к своему штифту 33 и занимает полОЖение, при коTOpOiM все зубья могут поворачиваться вокруг своей осп только В одну сторону. Перекладчик предназпачен для выдачи одной полосы на рольганг 20 -и перемещения всего комплекта набраппых нолос на величину хода балок 28. Валко;вый транспортер 5 имеет каретку, на которой установлены две пары валков, лричем нижняя пара приводная, верхняя - прижимная, а также рЗМу. С помощью кривоплшпого привода, установленного на раме, каретка вместе с вал.ками совершает возвратно-ноступательное движение вдоль оси линии. Валковый транспортер нредназначен для приемки профильных нолос с рольганга и подачи их до жесткого унора в штамп пресса 6 и для вы брасывания немерното конца полосы (остат1ка) в окно штамна. Пресс служит для резки профильных полос на мерные заготовки и пробивки в них отверстий и, в случае необходимости, для зачистки заусенцев но периметру отверстия. Контрольно-измерительное устройство 7 используется для контроля готовых пзделий но длпне, смещения отверстия вдоль оси изделия и паличия отверстия и правильности его формы. Самопередвигающаяся тележка 8 установлена на рельсах и перемещается перпендикулярно оси линии. Па ней помещаются два бункера, один «з |Которых находится под загрузкой готовыми изделиями, другой - в резерве. Линия работа.ет следующим образом. Связка 34 профильных полос длиной 4-7 м с помощью крана укладывается на горизонтальную площадку вибростеллажа, на которой полосы растряхпваются группами и но одной, двигаясь в направлении уклона ступенчатой части подвижной рамы t2. За счет уклона и ступеней, подобранных соответствующПдМ образом, профильная полоса поворачивается около своей продольной оси до устойчивого поло.жения - вниз полками. С помощью рычатов 14 полосы выставляются параллельно друг другу и по одной выдаются на рольганг 2 для подачи в пресс 3 обрубки деформированных концов. После обрубки КО.ПЦОВ .полосы нодаются на рольганг 19 до жесткого упора 35, откуда забираются цепными транспортерами 24 с помощью кулаков 26 и раскладываются на ненодвнжных балках 23 перед шарнирными зубьями 32. Перекладчиком при .движении балок 28 в направлении рольганга 20 с .помощью шарнириых зубьев 32 все нолосы 36 перемещаюгся на величину хода балок, нри этом первая полоса выдается па рольганг 20. При движении балок 28 в обратном напрявлепни полосы остаются, поворачиваясь против часовой стрелки. Пройдя полосы, шарнирные зубья 32 спова занимают положение, указанное на чертеже. Валковым транспортером 5 профильная полоса припимается с рольганга 20 и подается в njTaMH пресса до упора для резки ее на мерные заготовки и пробивки в них отверстия. В конце рубки, 1когда полоса выходит из .валков, подача ее осуществляется последуюп,ей полосой в торец друг другу. Из П1тампа пресса готовое изделне направляется в ко.;ггролы-ю-цзмерительное устройство и далее в один из бункеров тележки 8. Пемерные концы - остатки полос - выбрасываются в окно нижней плнты штампа с помощью хода каретки валковой подачи при неподвижных валках и ползуне пресса. УчастОК-вибростеллаж I, рольганг 2, пресс 3 для обрезки концов и рольганг 19 - работает от пульта управленпя. Остальное оборудование может работать как па механическом, так и на автоматическом режимах. Предмет изобретения Автоматическая линия для обра.ботки из профильных полос деталей типа клемм жестких рельсовых соединений, содержащая рольганг, стеллаж, валковый транспортер и пресс, отличающаяся тем, что, с целью повышения производительности, она снабжена .механизированпым стеллажом-накопителем, связанным с одной стороны через пресс для обрезки деформировац.ных концов профильных полос с вибростелла:жо.м, а с другой сто роны через ва.дковый транспортер - с прессом для резки полос на мерные заготовки и иробивки в них отверстий, причем вибростеллаж снабжен механизмами встряхивания полос, их ориентации полками вниз и подачи по одной в пресс для обрубки деформнроваи
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для производства рессорных листов | 1988 |
|
SU1733174A1 |
| Автоматическая линия для изготовления длинномерных балок | 1988 |
|
SU1611671A1 |
| Способ изготовления гнутых профилей и линия для его осуществления | 1991 |
|
SU1796311A1 |
| М. И. КОСОБ, 3. И. Перциков и А. А. Греков | 1970 |
|
SU258236A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АСБОСТАЛЬНЫХ ЛИСТОВ | 1969 |
|
SU424741A1 |
| Установка для раскроя ленты стекла на форманты | 1976 |
|
SU596554A1 |
| УСТАНОВКА ДЛЯ ПЕРЕМЕЩЕНИЯ И РЕЗКИ ЗАГОТОВОК ДРЕНАЖНЫХ ТРУБ | 1971 |
|
SU300331A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1966 |
|
SU179173A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ДРЕНАЖНЫХ ТРУБ | 1970 |
|
SU271358A1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕТАЛЕЙ ПРОФИЛЬНОГО ПРОКАТА С ОТВЕРСТИЯМИ И ПАЗАМИ, ПРЕИМУЩЕСТВЕННО РЕЛЬСОВЫХ ПОДКЛАДОК | 2001 |
|
RU2218232C2 |
ш 17 Фи1 г u
иг.З
бГ
i3-l: R
J5 P
9иг.5
в-в
