Изобретение относится к пищевой промышленности, а именно к машинам раскатки теста в пласты задаваемой толщины с одновременным формованием из них тестовых заготовок различной формы для хлебобулочных и мучных кондитерских изделий.
Известно устройство для раскатки пласта теста, содержащее пару валков, установленных в вертикальной плоскости один над другим с возможностью изменения величины зазора между валками, определяющего толщину раскатываемого пласта теста, и два ленточных транспортера, расположенных по обе стороны от валков. Транспортеры служат для подачи и приема пласта теста в створ и из створа валков, для чего снабжены реверсируемым приводом, как и сами валки. Утонение пласта до требуемой толщины осуществляется за счет неоднократного пропускания пласта через зазор между валками, который постепенно уменьшается вручную после каждых 4-5 пропусков пласта [1].
Известное устройство обладает рядом недостатков, а именно: одна пара валков требует многократного пропускания куска теста не только для прокатки до требуемой толщины, но и получения однородной структуры теста в пласте во всех его сечениях; требуется точное согласование скоростей двух транспортеров и валков с тем, чтобы исключить образование сгущения или вытягивания пласта теста при раскатке, что может быть обеспечено либо жесткой кинематической связью между исполнительными механизмами устройства, либо применением многодвигательного привода со сложным контроллерным управлением. Кроме того, данное устройство выполняет только одну функцию, а именно раскатку пласта, который далее подается для получения тестовых заготовок на следующую формовочную машину, что увеличивает занимаемые площади, энергоемкость и материалоемкость установок и требует дополнительной рабочей силы.
Известна также тестораскаточная машина, содержащая две пары раскатных валков, установленных в корпусе под углом 30° к горизонту. Между валками смонтирован ленточный подающий транспортер, служащий для транспортирования пласта теста от верхней пары валков к нижней. Вращение валков осуществляется с помощью цепной передачи от мотор-редуктора. От нижнего валка второй пары движение цепью передается на ведущий вал транспортера [2]. Несмотря на то, что известное устройство компактно и занимает небольшую площадь, основным его недостатком является однократное пропускание пласта теста через две пары валков, что не обеспечивает выравнивания структуры теста при раскатке. Повторный пропуск пласта на данном устройстве практически невозможен. Недостатком устройства является также невозможность изменения угловых скоростей валков и транспортера, ручная выставка зазора между валками в нижней паре с помощью двух винтов в зоне опорных подшипников, на что требуется время и что может привести к сгущению или неконтролируемому вытягиванию пласта из-за разности массы теста, проходящего в зазоре между верхними и нижними валками. Данная конструкция также предназначена для выполнения только одной технологической операции, а именно раскатки теста.
Подобное конструктивно упрощенное устройство для раскатки, содержащее по существу те же две пары валков, установленных в наклонном корпусе без ленточного транспортера, но с увеличенным до 45° углом наклона обладает теми же недостатками, что и предыдущий аналог [3]. Это устройство наиболее близко к предлагаемому решению. Оно является тестораскаточным валковым устройством, содержащим установленную вертикально пару верхних валков, с расположенным над ними загрузочным бункером для теста, и пару нижних валков. Обе пары валков снабжены своими индивидуальными приводами, изменяющими скорости вращения валков по сигналам датчиков, контролирующих поступающий объем теста на единицу длины. Устройство содержит, кроме того, ленточный транспортер для приема раскатанного пласта теста, смонтированный под прямым углом к вертикальной оси раскатных валков.
Несмотря на то, что данное устройство обеспечивает с помощью датчиков и регулируемых приводов контроль скорости валков в зависимости от ширины и толщины пласта, находящегося в зоне раскатки, оно может использоваться только для ограниченного вида теста, обладающего небольшой вязкостью, достаточной пластичностью и текучестью, и совершенно непригодно для раскатки крутого теста. Кроме того, на данном устройстве возможен только однократный пропуск теста через раскатные валки, что не позволяет обеспечить равномерную его структуру во всех сечениях пласта, поскольку для раскатки, как установлено практикой (см. [1]), оптимальное число раскатываний должно составлять не более 30…35 повторяющихся циклов.
В основу изобретения поставлена задача создания такого устройства для раскатки пласта теста и формования из него тестовых заготовок, которое бы способствовало интенсификации процесса раскатки, улучшению равномерности структуры пласта теста, улучшению условий силового воздействия раскатки на перерабатываемый продукт, уменьшению заданного числа циклов раскатки при автоматическом отслеживании задаваемой толщины пласта, совмещению операций раскатки и формования готовых тестовых полуфабрикатов, сокращению эксплуатационных площадей, снижению энергоемкости и материалоемкости установки.
Поставленная задача решается тем, что в устройстве каретка установлена в рамном пространстве горизонтально с возможностью возвратно-поступательного движения и одновременного перемещения в вертикальной плоскости относительно транспортера, причем каретка содержит две пары параллельных вращающихся раскатных валков, а профилированный валок для формования тестовых заготовок из раскатанного пласта выполнен на двух качающихся рычагах и установлен в кинематическом контакте и параллельно оси ведущего вала транспортера.
Выполнение каретки, установленной в рамном пространстве горизонтально с возможностью возвратно-поступательного движения и перемещения в вертикальной плоскости относительно транспортера, позволяет интенсифицировать процесс раскатки, осуществляя одновременно силовое воздействие одновременно по двум координатам. Содержание двух пар параллельных вращающихся раскатных валков способствует улучшению условий силового воздействия на перерабатываемый продукт, что способствует улучшению равномерности структуры пласта теста и уменьшению заданного числа циклов раскатки. Использование для формования тестовых заготовок из раскатанного пласта профилированного валка, выполненного на двух качающихся рычагах и установленного в кинематическом контакте и параллельно оси ведущего вала транспортера, позволяет сократить эксплуатационные площади устройства и снизить материалоемкость установки.
В соответствии с одним из вариантов устройство дополнительно оснащено механизмом реверса каретки, который содержит пару зубчатых колес, установленных по обе стороны от общей оси вращения и входящих поочередно в зацепление с приводной шестерней реечной передачи каретки при качании механизма реверса от подпружиненной тяги, соединенной с электромагнитом.
Выполнение устройства с механизмом реверса каретки, содержащим пару зубчатых колес, установленных по обе стороны от общей оси вращения и входящих поочередно в зацепление с приводной шестерней реечной передачи каретки при качании механизма реверса от подпружиненной тяги, соединенной с электромагнитом, позволяет снизить энергоемкость устройства, в сравнении с периодическими переключениями электродвигателя, для обеспечения реверсивности процесса, которое потребляет дополнительную электроэнергию при пусковых режимах, особенно при технологической нагрузке механизма.
В соответствии с другим вариантом выполнения устройства механизм установки толщины пласта теста содержит корпус, внутри которого установлена подвижная планка с профилированным пазом в виде горизонтальных участков, расположенных последовательно под углом к транспортеру, причем число профилированных пазов кратно толщинам пласта раскатываемого теста, а число окон фиксации планки равно числу горизонтальных участков профилированного паза, который соединен с раскатывающей кареткой через тягу рамы, а его привод зависит от положения упора на каретке, взаимодействующего с качающимся рычагом.
Выполнение механизма установки толщины пласта теста в виде корпуса, внутри которого установлена подвижная планка с профилированным пазом в виде горизонтальных участков, расположенных последовательно под углом к транспортеру, где число профилированных пазов кратно толщинам пласта раскатываемого теста, а число окон фиксации планки равно числу горизонтальных участков профилированного паза, который соединен с раскатывающей кареткой через тягу рамы, а его привод зависит от положения упора на каретке, взаимодействующего с качающимся рычагом, обеспечивает эффективную раскатку при автоматическом отслеживании задаваемой толщины пласта при заданном числе циклов, что повышает производительность устройства.
В соответствии со следующим вариантом выполнения устройства фиксатор оснащен электромагнитом, связанным с управляющим счетчиком циклов возвратно-поступательного движения каретки, причем последний горизонтальный участок подвижной планки выполнен в виде паза длиной не менее шага рабочего хода планки.
Оснащение фиксатора устройства электромагнитом, связанным с управляющим счетчиком циклов возвратно-поступательного движения каретки, обеспечивает устойчивый процесс раскатки теста, а использование последнего горизонтального участка подвижной планки, выполненной в виде паза длиной не менее шага рабочего хода планки, позволяет продолжить процесс раскатки заданной высоты теста по рецептуре и получить его структуру без остаточных деформаций.
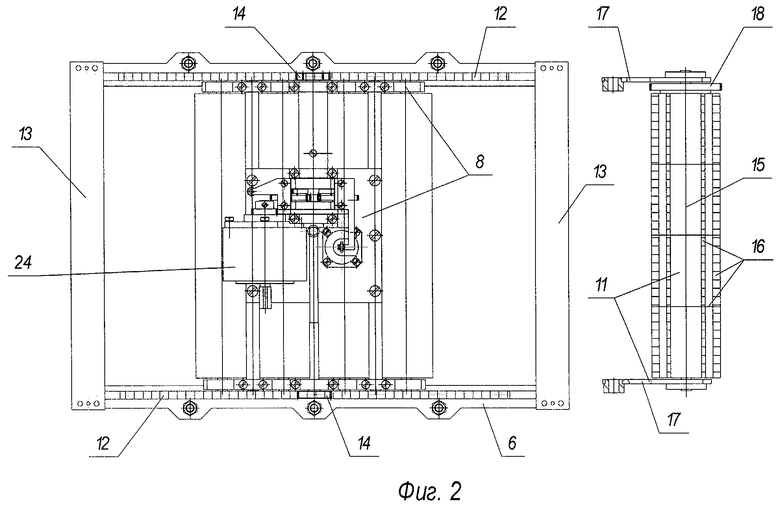
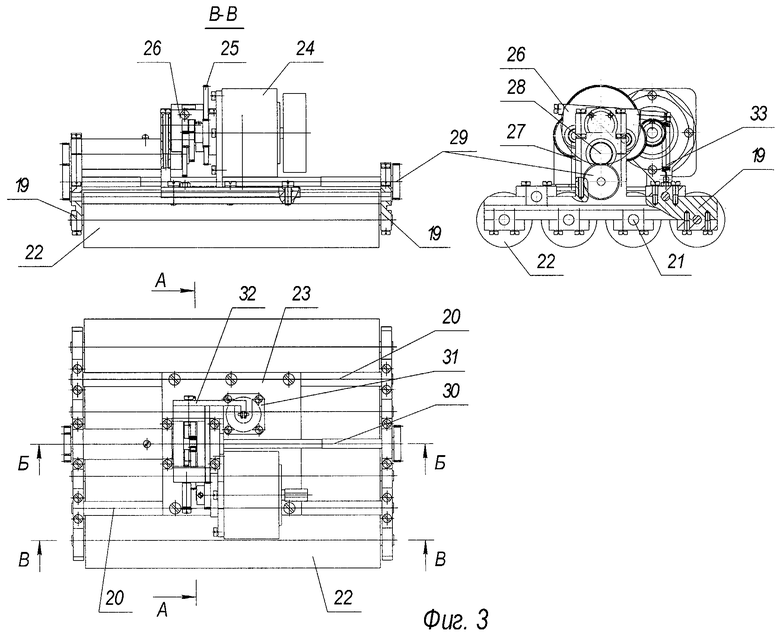
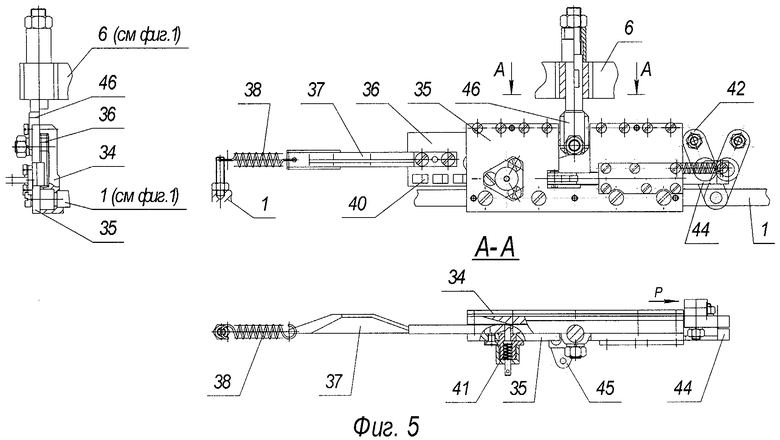
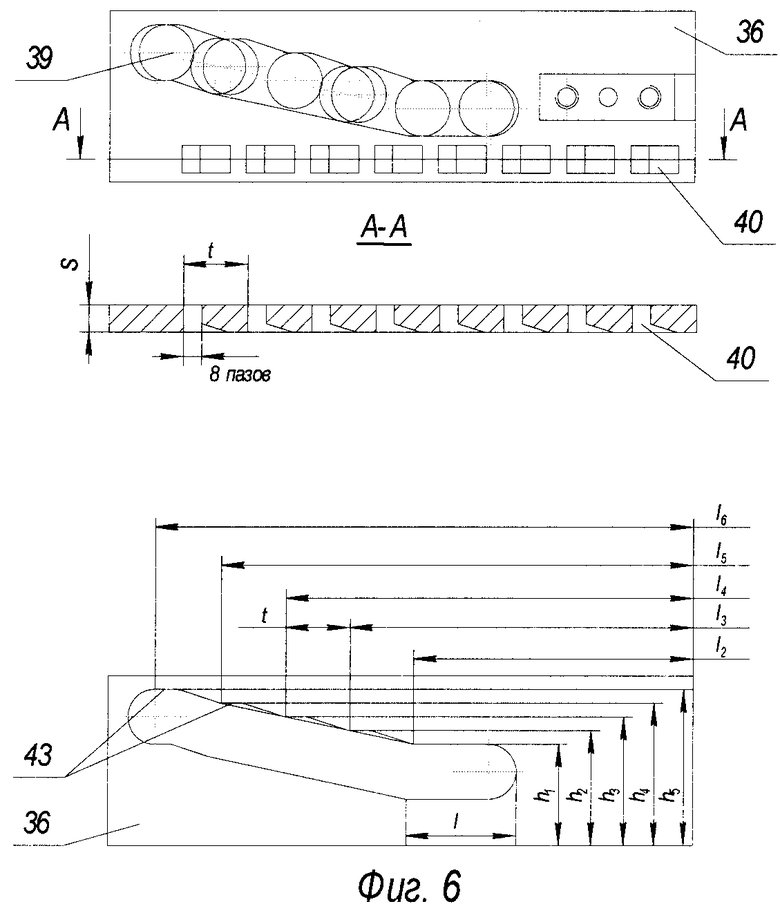
На фиг.1 представлен общий вид раскатного-формующего устройства. На фиг.2 представлена тестораскаточная каретка раскатного-формующего устройства вид сверху, и формующий валок. На фиг.3 и 4 - отдельные виды и разрезы тестораскаточной каретки. На фиг.5 представлен механизм установки толщины пласта и на фиг.6 - элемент управления и контроля толщиной раскатки.
Устройство (см. фиг.1) конструктивно выполнено из транспортера ленточного, системы раскатки теста и сменного профилированного формующего валка. Транспортер состоит из стола 1, установленного на четырех стойках 2, на столе крепятся тянущий 3 и натяжной 4 валики и располагается транспортерная лента 5 с заданной технологической шириной. Стол является основанием, на котором монтируется система раскатки, состоящая из направляющей рамы 6, установленной на четырех подпружиненных стойках 7, что обеспечивает возможность перемещения всей рамы в вертикальной плоскости, вместе с кареткой 8, имеющей возвратно-поступательное движение вдоль плоскости рамы. Для автоматического управления перемещением рамы в вертикальной плоскости и установки регламентируемой высоты раскатки теста используется механизм вертикальных перемещений 9. Механизм располагается под рамой 6 с двух сторон и крепится на столе 1. На выходном конце транспортера установлен сменный профилированный формующий валок 11, надрезающий пласт теста, раскатанный до нужной толщины, на фигурные тестовые заготовки, форма которых задается рисунком режущих полос сменного валика. На раме 6 для управления и задания времени работы раскаточной каретки посредством переключений в электрической схеме закреплено устройство 10, осуществляющее счет числа циклов раскатки теста.
На обеих внутренних сторонах рамы 6 прикреплены зубчатые рейки 12 (показано на фиг.2), где их параллельность относительно друг друга достигается посредством поперечных калиброванных связей 13. Каретка 8 располагается внутри рамного пространства и фиксируется на внутренних направляющих рамы. За счет кинематической связи зубчатого колеса 14 привода каретки и рейки 12 осуществляется возвратно-поступательное движение каретки в горизонтальной плоскости относительно стола с расположенной на нем транспортерной лентой 5. Сменный профилированный формующий валок 11 с двумя качающимися рычагами (см. фиг.2) состоит из валика 15, оснащенного снаружи фигурным ножевым профилем 16. Валик 15 устанавливается на опорах качения двух качающихся рычагов 17. Привод профилированного формующего валка осуществляется через зубчатое колесо 18 находящегося в зацеплении с зубчатым колесом привода транспортера.
Тестораскаточная каретка 8 (показано на фиг.3 и фиг.4) конструктивно состоит из двух параллельных профильных планок 19, связанных друг с другом в верхней части двумя поперечными связями 20, на которых монтируется основание 23 привода каретки, и в нижней части планок поперечными связями 21, являющимися осями раскатывающих валиков 22. Привод каретки состоит из двигателя 24, зубчатой передачи 25, реверсивного шестеренного механизма 26, установленного на стойке 27, зубчатой передачи 28 и 29. Шестерни 29 соединены общим валом 30 и находятся в зацеплении с зубчатыми рейками. Реверсивный механизм 26 содержит две шестерни, установленные в корпусе, закрепленном на качающейся оси стойки 27. Управление реверсом осуществляется электромагнитом 31 через тягу 32, соединенную с корпусом реверсивного механизма и пружиной 33. Реверсивное устройство, управляемое электромагнитом, срабатывает при подходе каретки к крайним положениям рамы 6 (см. фиг.1).
Механизм установки регламентируемой высоты раскатки теста (или толщины пласта раскатываемого теста) (фиг.5) содержит корпус 34 и неподвижную планку 35, внутри которых установлена с возможностью перемещения подвижная планка 36, соединенная через тягу 37 и пружину 38 с неподвижным элементом корпуса. Подвижная планка 36 имеет профилированный паз 39 (фиг.6) с горизонтальными участками и фиксирующие окна 40, с которыми взаимодействует подпружиненный фиксатор 41. Фиксатор дополнительно может оснащаться электромагнитом. Подвижная планка 36 взаимодействует с подпружиненным рычагом 42, который в свою очередь соединен дополнительной подвижной планкой 44, контактирующим с окном 40 планки 36 через храповую защелку 45, что обеспечивает перемещение планки и соответственно изменения положения тягового устройства 46 рамы 6 в пазу 39 планки 36.
Подвижная планка 36 толщиной S показана на фиг.6. Профилированный паз 39 выполнен в виде горизонтальных участков 43, которые обеспечивают удержание высоты раскатки и последующий переход на другой уровень высоты. Пазы 39 расположены со смещением по длине li (координата изменения положения профиля) планки и по высоте hi с шагом t соответствующих установке раскаточных валков на заданную величину деформации раскатываемого теста. Также подвижная планка выполнена с фиксирующими окнами 40, которые расположены по направлению перемещения планки с шагом t.
Устройство работает следующим образом.
В зависимости от задаваемого параметра обработки тестового полуфабриката - толщины раскатанного пласта теста, устанавливается положение раскатных валков 22 относительно транспортерной ленты 5 посредством механизма установки толщины пласта 9, которое должно соответствовать минимальному расстоянию между валками и транспортерной ленты, полученное при опускании каретки. Затем рама 6 с кареткой 8 выводится в крайнее верхнее положение посредством смещения подвижной планки 36, где осуществляется воздействие профилированного паза 39 на тяговое устройство 46 рамы 6, а свободное перемещение рамы в вертикальном направлении обеспечивается четырьмя подпружиненными стойками 7. По окончании подготовки устройства к работе на транспортерную ленту 5, в зоне натяжного валика 4 и каретки 8 укладывается тестовая заготовка, которая предварительно распределяется по ширине транспортирующей ленты. Высота тестовой заготовки может быть произвольной и не должна превышать максимальную величину зазора между валками 22 и лентой 5 увеличенного на треть диаметра раскатного валка. Более точно, ширина, длина и высота тестовой заготовки может быть подобрана экспериментально и оптимизирована на основе результатов исследования технологических процессов раскатки для разного рода тестовых изделий, что повысит надежность эксплуатации устройства. При включении привода транспортера тестовая заготовка подается в зону раскатки, где при подходе теста к раскатному валку с пульта управления включается электродвигатель 24 (фиг.3) привода каретки. Поступательное движение каретки навстречу теста деформирует его посредством раскатных валков до первой начальной высоты раскатки. Движение каретки осуществляется передачей вращающего момента электродвигателя 24 через зубчатые колеса на ведущие шестерни 14 реечной передачи. При подходе каретки к одному из концевых выключателей (на чертежах не показаны), срабатывает электромагнит 31 механизма реверса. Корпус 26 механизма реверса под действием якоря магнита и тяги 32 поворачивается на оси и выводит из зацепления одну шестерню и включает в зацепление другую, в результате чего раскаточная каретка 8 изменяет направление движения и начинает перемещаться в обратную сторону. При подходе ко второму путевому переключателю происходит обратное срабатывание механизма реверса, и каретка начинает двигаться в начальном направлении. До подхода каретки ко второму, противоположному путевому переключателю автоматически происходит изменение высоты раскатки. На рычаг 42, установленный на оси качения стола 1 (показано на фиг.5), воздействует силой Р упор, установленный жестко на каретке. Рычаг 42 взаимодействует с планкой 44, оснащенной защелкой 45, перемещает планку 36 на величину шага t. Механизм установки толщины пласта 9 вынуждает контактирующий тяговый элемент 46 рамы 6 переместиться в следующую позицию профилированного паза 39, что приводит к уменьшению расстояния между образующей раскатных валков 22 и лентой транспортера 5. Во время перемещения контактирующего элемента 46 фиксатор 41 западает в окно 40 подвижной планки 36 (фиг.5). Устранение зазоров (силовое замыкание) в механизме установки высоты раскатки пласта обеспечивается тягой 37 и пружиной 38. Далее цикл повторяется. При достижении заданной величины толщины пласта каретка 8 продолжает циклы раскатки теста в количестве, необходимом для получения равномерной структуры во всех сечениях пласта, которое характеризуется уменьшением величин остаточных напряжений. Число циклов раскатки зависит от реологических свойств теста, обеспечивающих его качество по заданным характеристикам рецептуры, и определяется экспериментально. Количество циклов может быть установлено через управляющую счетную систему 10. По завершению заданного числа циклов включается электромагнит привода фиксатора 41 (на чертежах не показан), что обеспечивает подъем рамы раскаточной каретки в исходное положение, включается транспортер и, продолжая движение, подводит раскатанный пласт теста к сменному профилированному формующему валку 11 (фиг.1). Валок разрезает пласт на фигурные тестовые заготовки, из которых в дальнейшем выпекаются готовые изделия, например печенье, полоски разной формы и т.п. Соотношение скоростей в приводе транспортера и в приводе раскаточной каретки может регулироваться изменением передаточных отношений в кинематических связях, для чего в конструкции предусмотрены наборы сменных зубчатых колес, или с использованием программируемого контроллера при установке регулируемых электроприводов исполнительных органов по заказу потребителя.
Заявляемое изобретение способствует интенсификации процесса раскатки и улучшает равномерность структуры пласта теста за счет условий силового воздействия на перерабатываемый продукт, что позволяет уменьшить число циклов раскатки и при автоматическом отслеживании задаваемой толщины пласта совмещать операции раскатки и формования тестовых полуфабрикатов, а также сокращает эксплуатационные площади, снижает энергоемкость и материалоемкость установки.
Источники информации
1. К.Дж.Валентас, Э.Ротштейн, Р.П.Сингх. Пищевая инженерия. Справочник. - С.Пб: Профессия, 2004 (см. рис.12.19, стр.607) - аналог.
2. Патент ФРГ № 2624955, А21С 3/02 от 03.06.76 - аналог.
3. Патент РФ № 2269265, А21C 3/02 от 10.02.06 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАСКАТКИ ТЕСТА В ПЛАСТ | 2011 |
|
RU2478292C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РАСКАТКИ ТЕСТА В НЕПРЕРЫВНЫЙ ПЛАСТ | 2013 |
|
RU2536962C2 |
| Установка для выработки тестовых заготовок слоеных булочных изделий | 1979 |
|
SU867349A1 |
| СПОСОБ РАСКАТЫВАНИЯ ТЕСТОВОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2278518C2 |
| Тестораскаточная машина | 1985 |
|
SU1369700A1 |
| ТЕСТОРАСКАТОЧНАЯ МАШИНА | 2004 |
|
RU2269265C1 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| УСТАНОВКА ДЛЯ ВЫРАБОТКИ ТЕСТОВЫХ ЗАГОТОВОК СЛОЕНЫХ БУЛОЧНЫХ ИЗДЕЛИЙ | 1971 |
|
SU308732A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ТЕСТОВЫХ ЗАГОТОВОК ХЛЕБНЫХ ПАЛОЧЕК | 1971 |
|
SU308731A1 |
| Устройство для раскатки теста | 1973 |
|
SU501729A1 |

Изобретение относится к пищевой промышленности, а именно к машинам раскатки теста в пласты задаваемой толщины с одновременным формованием из них тестовых заготовок различной формы для хлебобулочных и мучных кондитерских изделий. Устройство содержит каретку, установленную горизонтально с возможностью возвратно-поступательного движения и перемещения в вертикальной плоскости относительно транспортера, две пары параллельных вращающихся раскатных валков, а также профилированный валок для формования тестовых заготовок из раскатанного пласта. Профилированный валок установлен соосно с ведущим валом транспортера на двух качающихся рычагах. Устройство оснащено механизмом реверса каретки, который содержит пару зубчатых колес, установленных по обе стороны от общей оси вращения и входящих поочередно в зацепление с приводной шестерней реечной передачи каретки при качании механизма реверса от подпружиненной тяги, соединенной с электромагнитом. Устройство включает механизм установки толщины пласта теста, содержащий корпус, соединенный с раскатывающей кареткой, внутри которого установлена подвижная планка с профилированным пазом с горизонтальными участками. Число горизонтальных участков кратно толщинам раскатываемого пласта теста. С окнами планки взаимодействует фиксатор. Число окон равно числу горизонтальных участков профилированного паза. Фиксатор оснащен электромагнитом, связанным с управляющим счетчиком циклов возвратно-поступательного движения каретки. Последний горизонтальный участок подвижной планки выполнен в виде паза длиной не менее шага рабочего хода планки. Изобретение позволяет интенсифицировать процесс раскатки и повысить равномерность структуры пласта за счет выдерживания числа циклов раскатки при автоматическом отслеживании задаваемой толщины пласта. 3 з.п. ф-лы, 6 ил.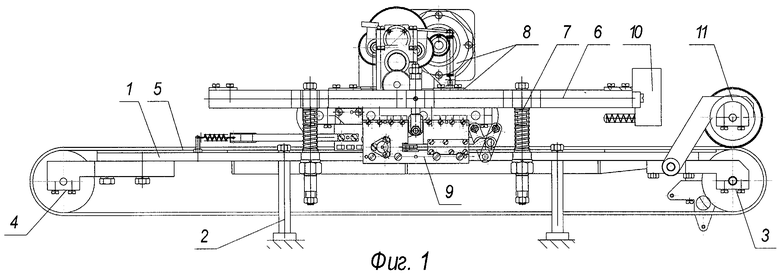
1. Устройство для раскатки пласта теста и формования из него тестовых заготовок, содержащее ленточный транспортер, каретку для раскатывания теста, механизм реверса каретки, механизм установки толщины пласта и профилированный валок для формования тестовых заготовок, при этом каретка установлена в рамном пространстве горизонтально с возможностью возвратно-поступательного движения и перемещения в вертикальной плоскости относительно транспортера и содержит две пары параллельных вращающихся раскатных валков, а профилированный валок для формования тестовых заготовок выполнен на двух качающихся рычагах и установлен в кинематическом контакте и параллельно оси ведущего вала транспортера.
2. Устройство по п.1, отличающееся тем, что механизм реверса каретки содержит пару зубчатых колес, установленных по обе стороны от общей оси вращения и входящих поочередно в зацепление с приводной шестерней реечной передачи каретки при качании механизма реверса от подпружиненной тяги, соединенной с электромагнитом.
3. Устройство по п.1, отличающееся тем, что механизм установки толщины пласта теста содержит корпус, внутри которого установлена подвижная планка с профилированным пазом в виде горизонтальных участков, расположенных последовательно под углом к транспортеру, причем число профилированных пазов кратно толщинам пласта раскатываемого теста, а число окон фиксации планки равно числу горизонтальных участков профилированного паза, который соединен с кареткой через тягу рамы, а его привод зависит от положения упора на каретке, взаимодействующего с качающимся рычагом.
4. Устройство по п.1, отличающееся тем, что фиксатор, взаимодействующий с фиксирующими окнами, оснащен электромагнитом, связанным с управляющим счетчиком циклов возвратно-поступательного движения каретки, причем последний горизонтальный участок профилированного паза подвижной планки выполнен в виде паза длиной не менее шага рабочего хода планки.
| ТЕСТОРАСКАТОЧНАЯ МАШИНА | 2004 |
|
RU2269265C1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОТА ИЗ ЯБЛОК | 2016 |
|
RU2624955C1 |
| ВАЛЕНТАС К.Д | |||
| и др | |||
| Пищевая инженерия, Справочник | |||
| - СПб.: Профессия, 2004, с.607, рис.12, 19. | |||

