Изобретение относится к области обработки металлов давлением для калибровки и правки концов труб большого диаметра ⊘ 530-1420 мм после термообработки, особенно спиральношовных, в результате которой овальность торца трубы не соответствует определенной конфигурации.
Непостоянство торца трубы по конфигурации требует при строительстве трубопроводов заниматься подбором торцев труб для стыковки, что очень неудобно. Подгонка труб для стыковки на трассе за счет рихтовки торцев затруднительна из-за пружинения полосы, сформованной под углом в спиральношовную трубу.
Известно устройство для калибровки и правки концов труб большого диаметра, см. авт. свид. СССР №317453, кл. В 21 D 3/02, заявл. 26.06.1970 г., опубл. 10.10.1971 г.
Это устройство содержит два опорных наружных калибрующих приводных валка с механизмом регулировки и внутренний калибрующий приводной прижимной валок.
Недостатком известного устройства является то, что в результате калибровки труб не достигается равенство пластических деформаций по периметру трубы и вследствие этого возникает остаточная овальность и не решается задача правки концов труб.
Из известных устройств для калибровки и правки концов труб большого диаметра наиболее близким по технической сущности является устройство, описанное в патенте Японии №57-50573, кл. В 21 D 3/14, заявл. 24.09.76 г., опубл. 28.10.82 г.
Это устройство для калибровки и правки концов труб большого диаметра содержит размещенные по периметру трубы наружные и внутренние калибрующие ролики, которые условно можно объединить в трехроликовые головки, имеющие два наружных калибрующих ролика и один внутренний калибрующий ролик с параллельными осями и приводами перемещения, а также однороликовые головки с одним калибрующим роликом, имеющим индивидуальный привод перемещения на диаметр трубы. Ролики обжимают стенку трубы у ее концевой части изнутри и снаружи и при вращении трубы осуществляют ее правку и калибровку, используя как одну группу роликов, так и две группы, размещенные на разных участках по периметру у концевой части трубы.
Недостаток известной конструкции устройства для калибровки и правки концов труб большого диаметра заключается в том, что оно не обеспечивает равенство упругой и пластической деформаций при калибровке, что является причиной остаточной овальности заготовки в пределах 2% от диаметра после калибровки, что недостаточно в условиях стыковки труб на трассе и требует дополнительного оборудования, например центраторов.
Другим недостатком известной конструкции этого устройства является то, что процесс калибровки выполняется без учета упругих деформаций по всему периметру трубы. Таким образом, известное устройство для калибровки и правки концов труб большого диаметра не обеспечивает качественную правку и калибровку концов труб большого диаметра по всему периметру одинаково.
Задача настоящего изобретения состоит в создании устройства для калибровки и правки концов труб большого диаметра, позволяющего повысить качество калибровки и правки, уменьшить овальность концов труб путем уравнивания величины пластической и упругой деформаций при калибровке и правке конца трубы.
Поставленная задача достигается тем, что устройство для калибровки и правки концов труб большого диаметра, содержащее две трехроликовые головки, имеющие по два наружных калибрующих ролика и один внутренний калибрующий ролик с параллельными осями и приводами перемещения, а также однороликовые головки с одним калибрующим роликом, каждая из которых имеет индивидуальный привод перемещения на диаметр трубы, согласно изобретению снабжено закрепленной на приводном валу перпендикулярно оси правки поворотной платформой с направляющими, трехроликовые головки расположены диаметрально относительно оси правки в направляющих платформы посредством рам, а однороликовые головки установлены между трехроликовыми головками диаметрально относительно оси правки также в направляющих платформы посредством рам.
Каждая трехроликовая головка выполнена в виде установленных на раме двух кинематически связанных между собой рычагов, несущих наружные калибрующие ролики и имеющих общий привод перемещения, и рычага, несущего внутренний калибрующий ролик с индивидуальным приводом перемещения.
Каждая однороликовая головка выполнена в виде установленного на раме рычага, несущего калибрующий ролик и кинематически связанного с индивидуальным приводом перемещения на диаметр трубы, при этом их рамы расположены в направляющих платформы и снабжены винтовыми парами для настройки на диаметр трубы.
Такое конструктивное выполнение устройства для калибровки и правки концов труб большого диаметра позволит улучшить калибровку и правку концов труб большого диаметра и довести овальность торца труб в пределах 0,5% от диаметра.
Это достигается тем, что установленные на платформе диаметрально относительно оси правки трехроликовые головки позволяют двумя наружными роликами переформовать торец трубы, привести в соответствие упругие деформации и одним внутренним калибрующим роликом нагрузить, создав пластическую деформацию, равную упругой деформации.
При необходимости, если труба имеет замятый торец или седловину, то устройство позволяет выполнить правку торца трубы за счет установки на платформе диаметрально относительно оси правки дополнительно двух однороликовых головок. В сочетании двух однороликовых и двух трехроликовых головок устройство выполняет функцию восьмироликовой правильной машины, работающей по традиционной теории правки.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
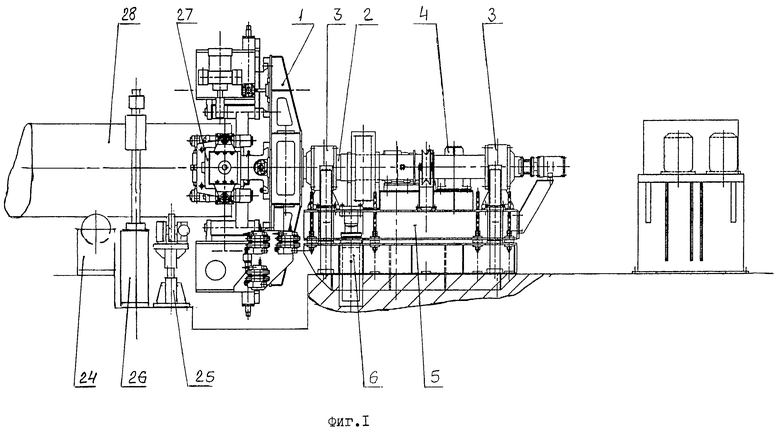
на фиг.1 изображено устройство для калибровки и правки концов труб большого диаметра;
на фиг.2 - то же, вид в плане;
на фиг.3 - то же, вид по стрелке А на фиг.2;
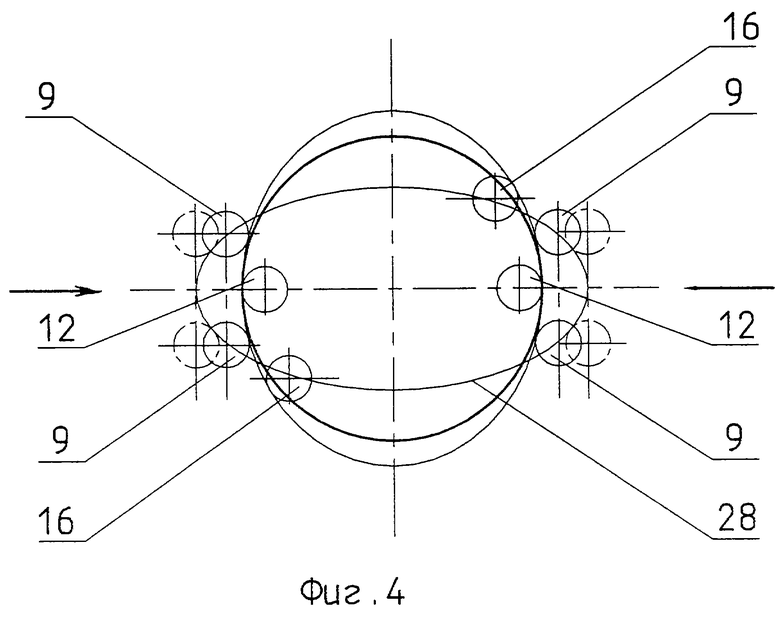
на фиг.4 изображена схема калибровки концов труб.
Устройство для калибровки и правки труб большого диаметра содержит платформу 1, закрепленную перпендикулярно оси правки на валу 2, установленном в опорах 3 и снабженном электромеханическим приводом 4. Опоры 3 и привод 4 установлены на опорной раме 5, кинематически связанной с гидроцилиндрами 6.
На направляющих платформы 1 диаметрально оси правки закреплены две трехроликовые головки 7, имеющие индивидуальный привод от винтовой пары 8. Каждая трехроликовая головка 7 состоит из двух наружных калибрующих роликов 9, установленных на рычагах 10, кинематически связанных между собой, имеющих общий привод 11 перемещения, например от гидроцилиндра, и одного внутреннего калибрующего ролика 12, установленного на рычаге 13, имеющем индивидуальный привод 14 перемещения от гидроцилиндра.
На направляющих платформы 1 между трехроликовыми головками 7 диаметрально оси правки также установлены две однороликовые головки 15 с одним внутренним калибрующим роликом 16, установленным на рычаге 17, кинематически связанным с индивидуальным приводом 18 перемещения от гидроцилиндра.
Однороликовые головки 15 установлены на направляющих платформы 1 посредством рам 19, связанных с винтовыми парами 20 и 21 для настройки на диаметр труб.
Дополнительно на платформе 1 установлен контактный упор 22 и датчик 23 для замера овальности.
Для подачи трубы на ось правки служит транспортный рольганг 24, поворотные ролики 25 и механизм зажима 26, расположенные перед устройством для калибровки и правки.
Каждая трехроликовая головка 7 установлена в направляющих платформы 1 посредством рамы 27.
Устройство работает следующим образом.
Труба 28 транспортным рольгангом 24 подается до упора 22 и опускается на поворотные ролики 25. Предварительно поворотная платформа 1 устройства установлена на ось правки за счет гидроцилиндров 6, также трехроликовые и однороликовые головки 7 и 15 настроены на определенный диаметр трубы за счет винтовых пар 8, 20, 21. При этом калибрующие ролики 9 находятся снаружи трубы, а калибрующие ролики 12 и 16 находятся внутри трубы. Поворотные ролики 25 вращают трубу и замеряется овальность торца трубы на длине 200 мм датчиком 23, а после замера овальности максимальная ось овала торца трубы устанавливают в горизонтальной плоскости согласно схеме калибровки (см. фиг.4).
Установленная труба 28 зажимается прижимом 26. Торец трубы 28 деформируется наружными калибрующими роликами 9 в пределах упругой деформации таким образом, чтобы максимальная ось овала расположилась в вертикальной плоскости. Затем внутренними калибрующими роликами 12 и 16 стенка трубы поджимается так, чтобы создать пластические деформации в трубе на наружном калибрующем ролике 9, ближайшем к ролику 16, и внутреннем калибрующем ролике 12.
После создания пластической деформации в трубе на роликах 9 и 12, платформа 1 вращается от привода 4. После нескольких оборотов платформа 1 останавливается, наружные калибрующие ролики 9 отводятся на шаг деформации, а внутренние калибрующие ролики 12 и 16 подаются вперед на шаг деформации. После перемещения калибрующих роликов 9, 12, 16 и создания повторной пластической деформации на указанных роликах 9 и 12 платформа 1 вращается от привода 4.
После нескольких оборотов платформа 1 останавливается и калибрующие ролики 9, 12, 16 отводятся в исходное положение. Прижим 26 отпускает трубу 28, поворотные ролики 25 поднимают и вращают трубу для контроля овальности торца трубы датчиком 23.
Предложенное устройство для калибровки и правки труб большого диаметра по сравнению с известными позволит повысить качество калибровки и правки и уменьшить овальность концов труб, что облегчит стыковку труб на трассе.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ И ПРАВКИ КОНЦОВ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2002 |
|
RU2253522C2 |
| СПОСОБ КАЛИБРОВКИ КОНЦОВ ТРУБ | 2001 |
|
RU2218225C2 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2030935C1 |
| Гидромеханический экспандер дляКАлибРОВКи ОбЕчАЕК | 1979 |
|
SU822952A1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМАТУРНОЙ СТАЛИ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 1993 |
|
RU2070448C1 |
| СПОСОБ ПРАВКИ КОНЦОВ БЕСШОВНЫХ ТРУБ | 2020 |
|
RU2758399C1 |
| Способ производства труб | 1978 |
|
SU727286A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ С ПОВЫШЕННОЙ ПЛОТНОСТЬЮ ПОРОШКОВОГО НАПОЛНИТЕЛЯ | 2011 |
|
RU2488473C1 |
| Пятиклетевой калибровочный стан для калибровки прямошовных электросварных труб | 2022 |
|
RU2817810C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕКСТУРОВАННОЙ КУМУЛЯТИВНОЙ ОБЛИЦОВКИ | 2011 |
|
RU2502038C2 |


Изобретение относится к области обработки металлов давлением, а именно к калибровке и правке концов труб большого диаметра после термообработки. Устройство содержит две трехроликовые и две однороликовые головки. Каждая трехроликовая головка имеет по два наружных калибрующих ролика и один внутренний калибрующий ролик с параллельными осями и приводами перемещения. Каждая из однороликовых головок имеет один калибрующий ролик и индивидуальный привод перемещения на диаметр трубы. Устройство снабжено закрепленной на приводном валу перпендикулярно оси правки поворотной платформой с направляющими. Трехроликовые головки расположены диаметрально относительно оси правки в направляющих платформы посредством рам. Однороликовые головки установлены между трехроликовыми головками диаметрально относительно оси правки также в направляющих платформы посредством рам. В результате обеспечивается повышение качества калибровки и правки концов труб большого диаметра и уменьшение их овальности. 2 з.п. ф-лы, 4 ил.
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Инструмент для калибровки концов труб | 1976 |
|
SU621422A1 |
| Машина для ротационного формообразования и калибровки кольцевых деталей | 1985 |
|
SU1299634A1 |
| СПОСОБ ПОДКЛЮЧЕНИЯ ПРИБОРОВ К РЕЛЬСОВОЙ ЦЕПИ | 2005 |
|
RU2291806C1 |
| US 4306437, 22.12.1981. | |||

