Изобретение относится к области обработки металлов давлением и предназначено для калибровки и правки концов труб, а точнее для калибровки гнутых труб (отводов) большого диаметра ⊘ 530-1420 мм длиной до 12 метров после гибки в горячем состоянии.
В результате гибки труб увеличивается овальность торцов труб с расположением большой оси овала в плоскости гибки. Особенно это заметно при небольших длинах прямых участков отводов труб в пределах 500-1000 мм. Непостоянство торца (отводов) труб по конфигурации требует при строительстве трубопроводов заниматься подбором и рихтовкой торцов (отводов) труб для стыковки, что очень неудобно и требует дополнительных затрат.
Известно устройство для калибровки и правки концов труб большого диаметра (см. патент Японии №57-50573, кл. В 21 D 3/14, заявл. 24.09.76 г., опубл.28.10.82 г.).
Это устройство для калибровки и правки концов труб большого диаметра содержит размещенные по периметру торца трубы наружные и внутренние калибрующие ролики. Условно наружные калибрующие ролики можно объединить кареткой, а внутренний калибрующий ролик установить на ползун. При этом оси роликов расположены параллельно друг другу.
Ролики изгибают стенку трубы у ее концевой части изнутри и снаружи и при вращении трубы осуществляют ее правку и калибровку, используя как одну группу роликов, так и две группы, размещенные на разных участках по периметру у концевой части трубы.
Недостаток известной конструкции устройства для калибровки и правки заключается в том, что калибровка и правка осуществляется при вращении только прямой трубы. Вращать гнутые отводы и трубы большого диаметра длиной до 12 метров практически неудобно.
Другим недостатком известной конструкции этого устройства является то, что процесс калибровки выполняется без учета упругих деформаций по всему периметру торца трубы.
Таким образом, известное устройство для калибровки и правки концов труб большого диаметра не обеспечивает качественную правку и калибровку концов труб большого диаметра по всему периметру одинаково.
Из известных устройств для калибровки и правки концов труб большого диаметра наиболее близким по технической сущности является устройство, описанное в патенте США №3464253, кл. 72-364, заявл.29.06.67 г., опубл.2.09.63 г.
Это устройство для калибровки и правки труб большого диаметра содержит каретку с наружными калибрующими роликами и внутренний калибрующий ролик, кинематически связанный с приводом перемещения. Оси вращения калибрующих роликов расположены параллельно оси трубы.
Недостаток известной конструкции устройства для калибровки и правки концов труб большого диаметра заключается в том, что калибровка и правка концов труб осуществляется только относительно прямой трубы. Исправлять овальность конца гнутого отвода или труб длиной до 12 метров практически невозможно.
Другим недостатком известной конструкции этого устройства является то, что процесс калибровки и правки выполняется без учета упругих деформаций по всему периметру торца трубы, вследствие чего не обеспечивается качественная калибровка и правка концов труб по всему периметру.
Задача настоящего изобретения состоит в создании устройства, позволяющего осуществлять калибровку и правку концов гнутых отводов и труб большого диаметра длиной до 12 метров с учетом упругих деформаций по всему периметру и обеспечить овальность торца трубы в любых заданных пределах.
Поставленная задача достигается тем, что устройство для калибровки и правки концов труб большого диаметра, содержащее каретку с наружными калибрующими роликами, установленными на ползунах, и внутренний калибрующий ролик, кинематически связанный с приводом перемещения, согласно изобретению, снабжено закрепленной на приводном валу перпендикулярно оси правки поворотной платформой с направляющими, ползуном и дополнительной кареткой с наружными калибрующими роликами, при этом каретки расположены в направляющих поворотной платформы диаметрально относительно оси правки и кинематически связаны между собой посредством гидроцилиндров, а внутренний калибрующий ролик установлен на ползуне, расположенном в направляющих платформы и связанном с приводом перемещения.
Такое конструктивное выполнение устройства для калибровки и правки концов труб большого диаметра позволит осуществлять калибровку и правку концов гнутых отводов и труб большого диаметра длиной до 12 метров за счет того, что калибрующие ролики установлены на каретках и расположены на платформе, вращающейся вокруг оси калибровки.
Кроме того, устройство позволит выполнять калибровку и правку концов труб с учетом упругих деформаций по всему периметру торца трубы. Это вытекает из равенства площадей исходного овального торца трубы и исправленного круга. На основании этого равенства существует зависимость между радиусом условно исправленного круга и произведением осей исходного овала
R2 кр=а×в,
где Rкр - радиус исправленного круга,
а и в - оси исходного овала торца трубы.
Торец трубы диаметрально расположенными относительно оси правки каретками с наружными калибрующими роликами деформируется по большой оси исходного овального торца до необходимого условного радиуса круга.
При деформации все упругие деформации в материале торца трубы перераспределяются, что затем фиксируется внутренним калибрующим роликом при выполнении пластической деформации.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
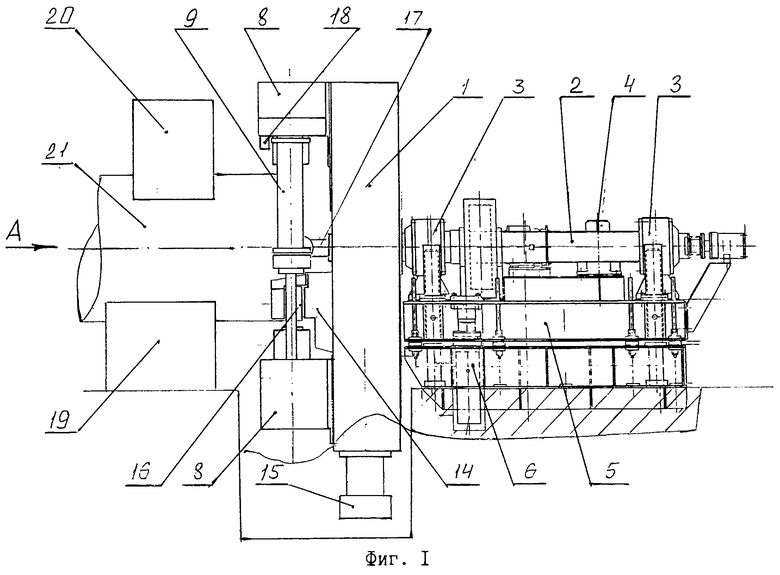
на фиг.1 изображено устройство для калибровки и правки труб большого диаметра,
на фиг.2 - то же, вид в плане,
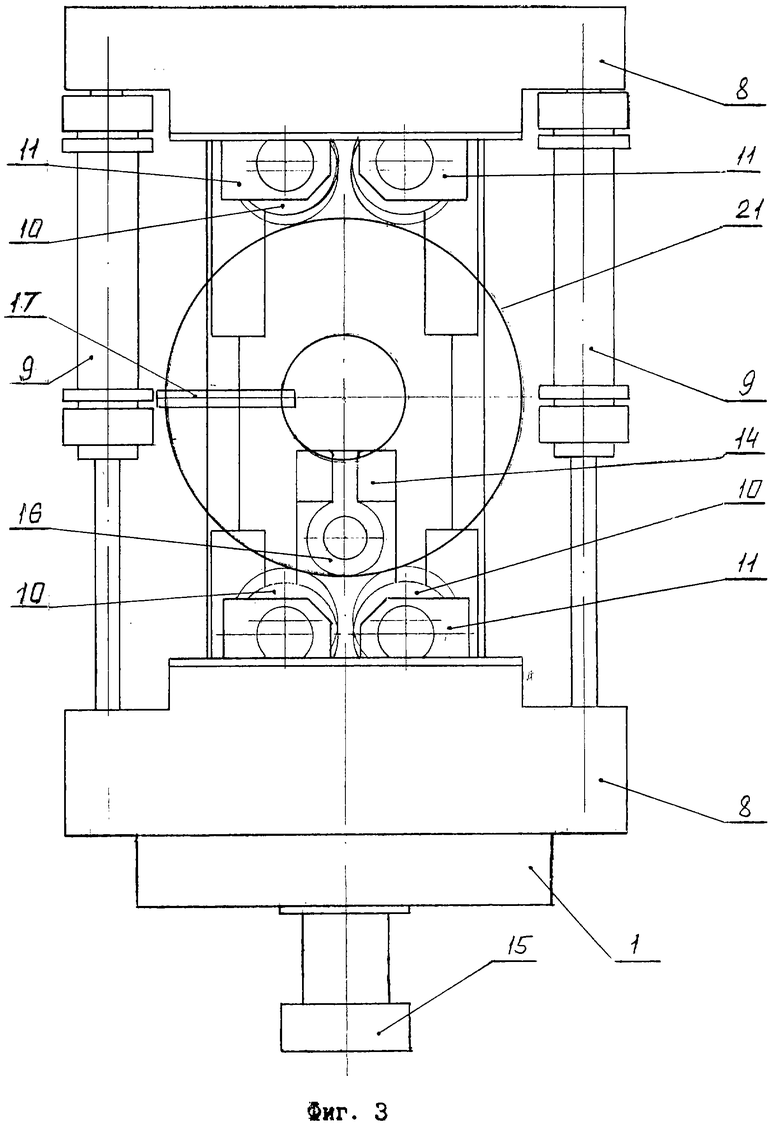
на фиг.3 - вид по стрелке А на фиг.1.
Устройство для калибровки и правки концов труб большого диаметра состоит из платформы 1, закрепленной перпендикулярно оси правки на валу 2, установленном в опорах 3 и снабженном электромеханическом приводом 4. Опоры 3 и привод 4 установлены на опорной раме 5, кинематически связанной с гидроцилиндрами 6 подъема.
На направляющих 7 платформы 1 диаметрально оси правки закреплены две каретки 8, кинематически связанные между собой двумя одинаковыми гидроцилиндрами 9. Каждая каретка 8 состоит из двух наружных калибрующих роликов 10, установленных на ползунах 11, кинематически связанных между собой винтовой парой 12.
Кроме того, в направляющих 13 платформы 1 установлен ползун 14, кинематически связанный с приводом перемещения, выполненным в виде гидроцилиндра 15, и закрепленный на нем в опорах калибрующий ролик 16.
Дополнительно на платформе 1 установлен контактный упор 17 и датчик 18 для замера овальности.
Для приема трубы на ось правки служит приемный стол 19 и механизм зажима 20, расположенные перед платформой 1.
Устройство работает следующим образом.
Труба 21 краном подается на приемный стол 19 до упора 17. Предварительно поворотная платформа 1 устройства установлена на ось калибровки гидроцилиндрами 6, а каретки 8 с наружными калибрующими роликами и внутренний калибрующий ролик 16 настроены на определенный диаметр труб за счет гидроцилиндров 9 и 15. При этом калибрующие ролики 10 находятся снаружи трубы 21, а калибрующий ролик 16 находится внутри трубы 21. Поворотная платформа 1 посредством привода 4 вращается вокруг оси трубы 21 и при этом замеряется овальность трубы датчиком 18 на длине 200 мм, а после замера овальности платформа 1 с каретками 8 и калибрующими роликами 10 и 16 устанавливается по большей оси овала.
Труба 21, установленная на приемный стол 19, зажимается механизмом зажима 20. Торец трубы 21 деформируется по большей оси овала в пределах упругих деформаций калибрующими роликами 10 до условного радиуса круга.
Затем внутренний калибрующий ролик 16 доводят гидроцилиндром 15 до контакта со стенкой трубы 21 и нагружают так, чтобы создать пластические деформации в трубе в зоне контакта наружных и внутреннего калибрующих роликов 10 и 16. После создания пластической деформации в трубе 21 в зоне контакта роликов 10 и 16 платформа 1 вращается от привода 4. После нескольких оборотов платформа 1 останавливается, наружные и внутренний калибрующие ролики 10 и 16 снимают нагрузку с трубы 21 и замеряется полученная овальность торца трубы посредством датчика 18.
При неудовлетворительном результате овальности торца трубы 21, платформа устанавливается по максимальной оси полученного овала, и процесс деформации торца повторяется с учетом полученных результатов овальности.
После нескольких оборотов платформа 1 останавливается, и калибрующие ролики 10 и 16 отводятся в исходное положение.
Механизм зажима 20 отпускает трубу 21 и краном труба убирается с приемного стола 19.
Предложенное устройство для калибровки и правки концов труб большого диаметра по сравнению с известными позволит осуществлять калибровку и правку концов гнутых отводов и труб большого диаметра длиной до 12 метров и обеспечить овальность торца трубы в любых заданных пределах.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ И ПРАВКИ КОНЦОВ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2002 |
|
RU2227077C2 |
| СПОСОБ ПРАВКИ КОНЦОВ БЕСШОВНЫХ ТРУБ | 2020 |
|
RU2758399C1 |
| СПОСОБ КАЛИБРОВКИ КОНЦОВ ТРУБ | 2001 |
|
RU2218225C2 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2614975C1 |
| Устройство для калибровки концов труб | 1981 |
|
SU997921A2 |
| Устройство для холодной высадки | 1992 |
|
SU1831406A3 |
| Способ изготовления крутоизогнутых отводов | 1985 |
|
SU1340863A1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2030935C1 |
| Машина для гибки труб | 1975 |
|
SU564044A1 |
| Способ изготовления крутоизогнутых отводов из штучных трубчатых заготовок | 1988 |
|
SU1696051A1 |

Изобретение относится к области обработки металлов давлением и может быть использовано для калибровки и правки труб большого диаметра после гибки в горячем состоянии. Устройство содержит закрепленную на приводном валу перпендикулярно оси правки поворотную платформу с направляющими, ползуном и каретками с наружными калибрующими роликами. Каретки расположены в направляющих платформы диаметрально относительно оси правки и кинематически связаны между собой посредством гидроцилиндров. На платформе в направляющих установлен ползун с внутренним калибрующим роликом, связанный с приводом перемещения. При правке и калибровке сначала концы труб деформируют наружными калибрующими роликами в пределах упругой деформации, а затем внутренним и наружными калибрующими роликами в зоне контакта создают и пластическое деформирование. Повышается качество калибровки и правки за счет обеспечения овальности торца труб в заданных пределах. 3 ил.
Устройство для калибровки и правки концов труб большого диаметра, содержащее каретку с наружными калибрующими роликами, установленными на ползунах, и внутренний калибрующий ролик, кинематически связанный с приводом перемещения, отличающееся тем, что оно снабжено закрепленной на приводном валу перпендикулярно оси правки поворотной платформой с направляющими, ползуном и дополнительной кареткой с наружными калибрующими роликами, при этом каретки расположены в направляющих поворотной платформы диаметрально относительно оси правки и кинематически связаны между собой посредством гидроцилиндров, а внутренний калибрующий ролик установлен на ползуне, расположенном в направляющих платформы и связанном с приводом перемещения.
| US 3464253 А, 02.09.1969 | |||
| Инструмент для калибровки концов труб | 1976 |
|
SU621422A1 |
| Машина для ротационного формообразования и калибровки кольцевых деталей | 1985 |
|
SU1299634A1 |
| СПОСОБ ПОДКЛЮЧЕНИЯ ПРИБОРОВ К РЕЛЬСОВОЙ ЦЕПИ | 2005 |
|
RU2291806C1 |

