Изобретение относится к обработке металлов давлением и может быть использовано на предприятиях машиностроения и металлообработки для получения кольцевых профильных деталей из свернутых цилиндрических обечаек.
Целью изобретения является расширение технологических возможностей устройства и повышение производительности.
На фиг. 1 изображена предлагаемая машина, вид сверху; на фиг. 2 - разрез А-А на фиг. 1.
Машина содержит корпус 1, в радиальных пазах которого установ;1ены каретки 2 и 3,несуш,ие обоймы 4 и 5 с формующими 6, 7 и ответными профилирующими 8-11 ролика- ми. Радиальное перемещение кареток 2 и 3 осуществляется посредством ходовых винтов 12, закрепленных на каретках и приводимых во вращение рукояткой 13 с конусом, и гидроцилиндров 14, установленных на корпусе 1. В направляющих кареток 2 и 3 установлены на щтоках гидроцилиндров 14 сухари 15, посредством которых ходовые винты 12 связаны через гидроцилиндры с корпусом. Гидроцилиндры 14 связаны через
ходовые винты с каретками. Равные радиальные перемещения гидроцилиндров обеспечиваются через сухарь 15, тяги 16 и 17.следящей втулкой 18, имеющей возможность
перемещения по закрепленной оси 19. Формующие 7 и ответные профилирующие ролики 8-11 закреплены с помощью шпонок на валах 20 и 21, приводимых во вращение через карданные телескопические валы 22 и 23, редукторы 24 электродвигателем 25. Обоймы 5 с ответными роликами установлены на каретках 3 с возможностью радиального регулировочного перемещения под действием гидроцилиндров 26. Формы рабочих поверхностей ответных профилирующих роликов разные и выполнены в соответствии с переходами профилирования. Работа машины осуществляется следующим образом.
Вращением ходовых винтов 12, формующие ролики разводятся и.ти сводятся в радиальных направлениях на установочный размер. Цилиндрическая заготовка 27 устанавливается на формующие ролики и включением гидроцилиндров 14 дается предварительная раздача. С внешней стороны
заготовки посредством соответствующего гидроцилиндра 26 подводится ответный профилирующий ролик 8 первого перехода и включается привод вращения 25 всех приводных валов 20 и 21 с формующими 7 и ответными роликами 8-11. В процессе вращения заготовки последовательным включением в работу гидроцилиндров 26 прижимаются к заготовке ответные профилирующие ролики 9, 10, 11. По мере выполнения переходов, а также одновременно с профилированием осуществляется окончательная раздача заготовки формующими роликами 6 и 7 через гидроцилиндры 14 на требуемый размер. После расчетного количества оборотов заготовки по окончании цикла профилирования и калибровки гидроцилиндры 26 и 14 отводят в исходное положение ответные и формующие ролики соответственно, тем самым освобождая деталь. Отключается вращение приводных валов 20 и
21 и деталь извлекается из рабочей зоны.
Формула изобретения
Машина для ротационного формообразования и калибровки кольцевых деталей,
содержащая корпус, смонтированные в нем с возможностью радиального перемещения и расположенные равномерно по окружности формующие ролики с индивидуальными приводами их вращения и установленные оппозитно к двум диаметрально расположенным формующим роликам два профилирующих ролика с приводами их индивидуального перемещения в радиальном направлении, отличающаяся тем, что, с целью расширения технологических возможностей и повыщения производительности, машина снабжена расположенными под углом 90° к двум профилирующим роликам и установленными оппозитно к соответствующим двум формующим роликам двумя дополнительными профилирующими роликами, индивидуальными приводами радиального перемещения каждого из формующих роликов и индивидуальными приводами вращения каждого из профилируюплих роликов, при этом рабочая поверхность каждого профилирующего ролика выполнена по форме изделия на соответствующем переходе его формообразования.
N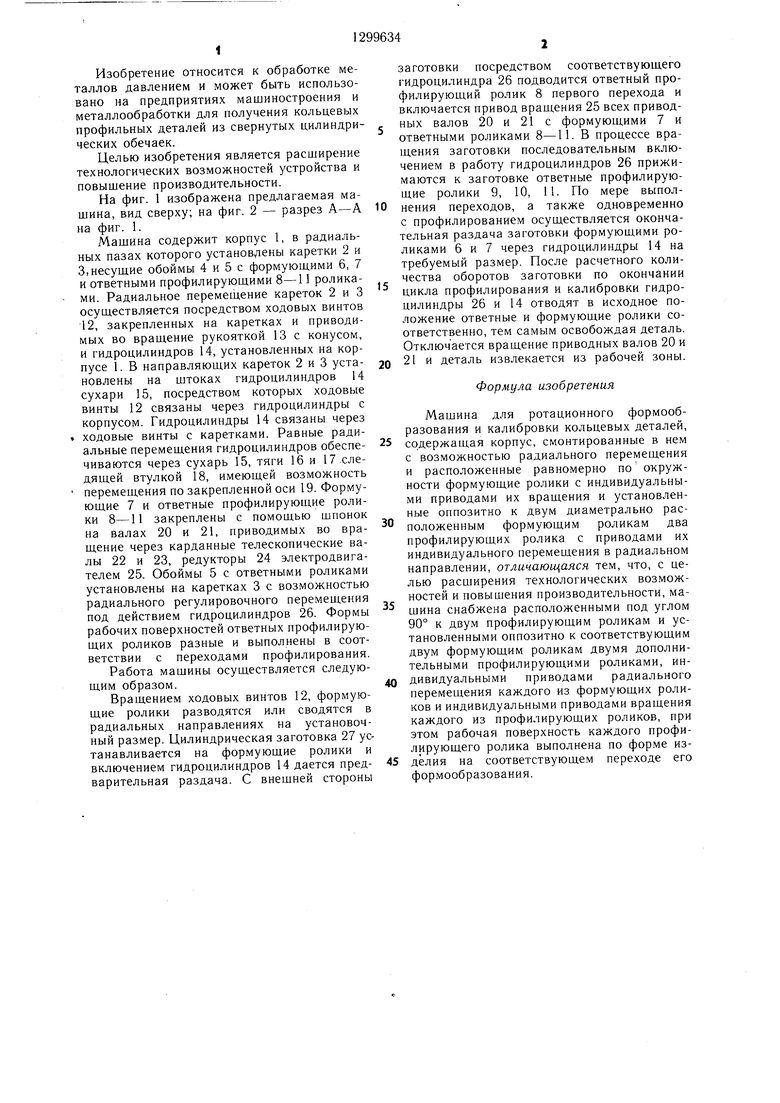
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ротационного формообразования и калибровки кольцевых деталей | 1985 |
|
SU1315074A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ И РЕЗКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2024 |
|
RU2841538C1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ БРЕВЕН | 2015 |
|
RU2600004C2 |
| Устройство для ротационно-радиального формообразования кольцевых деталей | 1986 |
|
SU1459794A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2007 |
|
RU2339479C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2252095C1 |
| УСТРОЙСТВО ДЛЯ РЕЛАКСАЦИИ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ И СТАБИЛИЗАЦИИ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКИХ ФОРМ | 2023 |
|
RU2830378C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ МАТЕРИАЛОВ И ВОЛОЧИЛЬНО-ПРОКАТНАЯ УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2226441C1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ | 1992 |
|
RU2031753C1 |

Изобретение относится к области обработки металлов давлением и может быть использовано на предприятиях машиностроительной и металлообрабатывающей промышленности для получения профильных деталей. Целью изобретения является расширение технологических возможностей и повышение производительности. Заготовка (3) 27 устанавливается на формуюш,йе ролики (ФР) 6, 7 и включением их привода производится предварительная раздача. С внешней стороны к 3 посредством привода подводится ответный профилирующий ролик (ПР) первого перехода. Далее включается привод враш,ения всех ФР и ПР. В процессе вращения 3 последовательно подводят к ней ПР. По мере выполнения переходов и одновременно с профилированием осуществляется окончательная раздача 3 ФР на требуемый размер. 2 ил. 9 I (Л IsD СО со о: со 4
Составитель Э. Копаев
Редактор Н. ШвыдкаяТехред И. ВересКорректор М. Демчик
Заказ 807/6Тираж 733Подписное
ВНИИПИ Государствениого комитета СССР по делам изобретений и открытий
1 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для формообразования раздачей и калибровки трубных деталей изнутри | 1973 |
|
SU576144A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
