Область техники
Изобретение относится к металлургическому машиностроению, а именно к способу получения порошковой проволоки с повышенной плотностью порошкового наполнителя.
Уровень техники
Известен способ изготовления порошковой проволоки [1], включающий формовку оболочки из металлической полосы с отбортовкой ее краев для получения двойного замкового соединения, заполнение заготовки порошковыми материалами, завальцовку проволоки с образованием в оболочке продольного внутреннего гофра, расположенного диаметрально противоположно замковому соединению с последующем замыканием сторон гофра, при этом оболочку формируют незамкнутой овальной формы с горизонтальной большей осью и образованием направляющей щели между краями отбортовки, а при завальцовке в оболочке проволоки формируют дополнительный продольный внутренний гофр, примыкающий к замковому соединению.
Для реализации данного способа формующий стан включает 12 рабочих двухвалковых клетей.
Недостатки данного способа
1. После засыпки порошка в сформованный желоб не предусмотрено устройство для его разравнивания и предуплотнения, что отрицательно влияет на равномерность заполнения порошковой проволоки.
2. Повышение плотности порошка путем формирования продольного внутреннего гофра треугольного сечения, расположенного диаметрально противоположно замковому соединению с последующим замыканием сторон гофра и повышение прочности замкового соединения путем формирования дополнительного продольного внутреннего гофра, прилегающего к замковому соединению, усложняют калибровку валков и увеличивают число клетей.
3. Необходимость применения 12 рабочих клетей увеличивает габариты и металлоемкость стана, капитальные и эксплуатационные расходы на ремонт калиброванных валков.
Наиболее близким к предлагаемому является способ изготовления порошковой проволоки [2], включающий формирование из непрерывно подаваемой ленты U-образного желоба с вертикальными стенками различной высоты в трех горизонтальных клетях с приводом нижних валков, чередующихся с неприводными вертикальными клетями, подачу из бункера в желоб порошкового наполнителя и его уплотнение, формирование замкнутой трубной заготовки с фальцевым швом в трех горизонтальных клетях с приводом обоих валков и в семи неприводных вертикальных клетях и редуцирование трубной заготовки с суммарным уменьшением наружного диаметра до 4% в одной горизонтальной клети с двумя приводными валками и неприводной трехвалковой клети с одновременным выполнением равномерно расположенных по ее периметру трех внутренних гофров один из которых размещен в непосредственной близости к фальцевому шву и редуцированием 2%.
Для реализации указанного способа формующий стан включает 20 клетей, из которых 7 горизонтальных двухвалковых, 12 вертикальных двухвалковых и 1 трехвалковая клеть.
Недостатки данного способа
1. Редуцирование трубной заготовки с суммарным уменьшением наружного диаметра до 4% в одной горизонтальной клети и одной трехвалковой клети недостаточно для получения высокой плотности порошка.
2. Для реализации данного способа требуется значительное количество клетей, что увеличивает габариты и металлоемкость стана, капитальные и эксплуатационные расходы.
3. Выполнение трех внутренних гофров по периметру порошковой проволоки с редуцированием 2% обеспечивают только жесткость образца, мало влияют на уплотняемость порошка и не могут обеспечить равномерного распределения по сечению проволоки.
Раскрытие изобретения
Задачей изобретения является повышение качества порошковой проволоки за счет увеличения плотности ее наполнителя, равномерности распределения его в поперечном и продольном направлении, а также повышение эксплуатационных характеристик готовой проволоки.
Задача решается за счет того, что в способе получения порошковой проволоки с повышенной плотностью порошкового наполнителя, включающем непрерывное формирование из металлической ленты U-образного профиля с одновременным заполнением его порошковым наполнителем с разравниванием и предуплотнением, формирование замкнутого трубчатого профиля оболочки с фальцевым замком и редуцирование, согласно изобретению предуплотнение и разравнивание порошка ведут на устройстве вибрационного типа, а редуцирование замкнутого трубчатого профиля с фальцевым замком производят в сдвоенной трехроликовой фильере, причем в первой группе роликов осуществляют образование трех глубоких гофров, обеспечивающих уменьшение поперечного сечения профиля до 20%, при этом один из гофров располагают в непосредственной близости к фальцевому замку, а во второй группе роликов, сдвинутых на 60° по оси формовки относительно первых, осуществляют калибрование профиля с одновременным поджатием трех образованных гофров и возможностью уменьшения площади поперечного сечения профиля до 25%.
Данный способ редуцирования замкнутого трубчатого профиля оболочки с фальцевым замком в сдвоенной трехроликовой фильере позволяет в первой группе роликов равномерно повысить плотность порошкового наполнителя в поперечном сечении за счет внедрения вглубь профиля трех гофров и увеличить жесткость оболочки, при этом один из гофров расположенный в непосредственной близости к фальцевому замку, обеспечивает надежность замкового соединения, а во второй группе роликов, сдвинутых на 60° по оси формовки относительно первых, произвести калибрование профиля с одновременным поджатием трех образованных гофров, обеспечивая дополнительное повышение плотности наполнителя и точность размеров готовой проволоки.
Перечень фигур
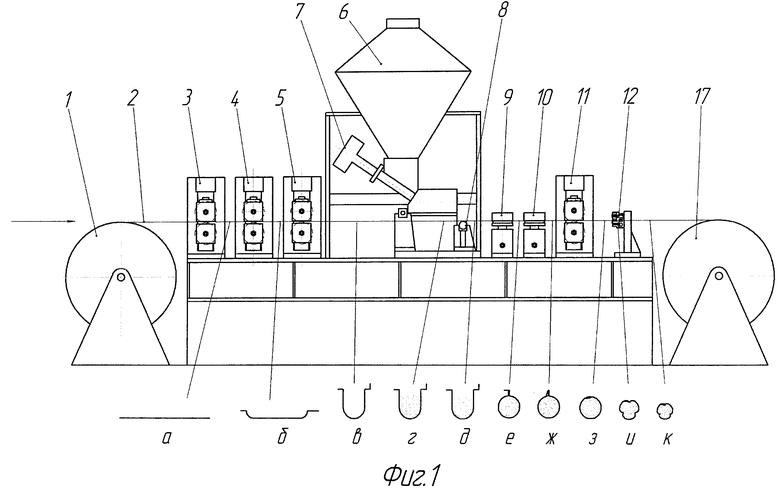
На фиг.1 - схема изготовления порошковой проволоки по предлагаемому способу.
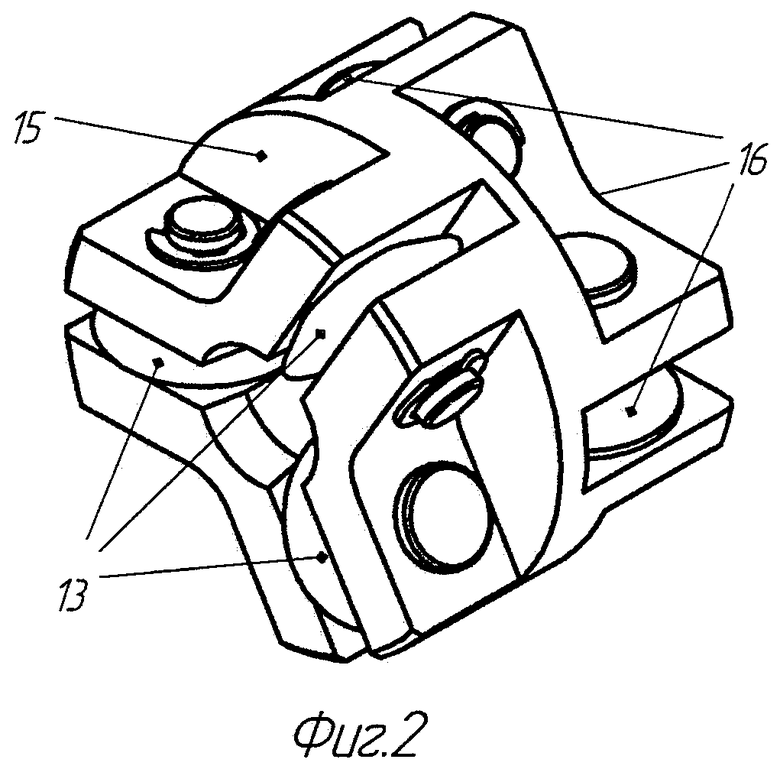
На фиг.2 - сдвоенная трехроликовая фильера - изометрия.
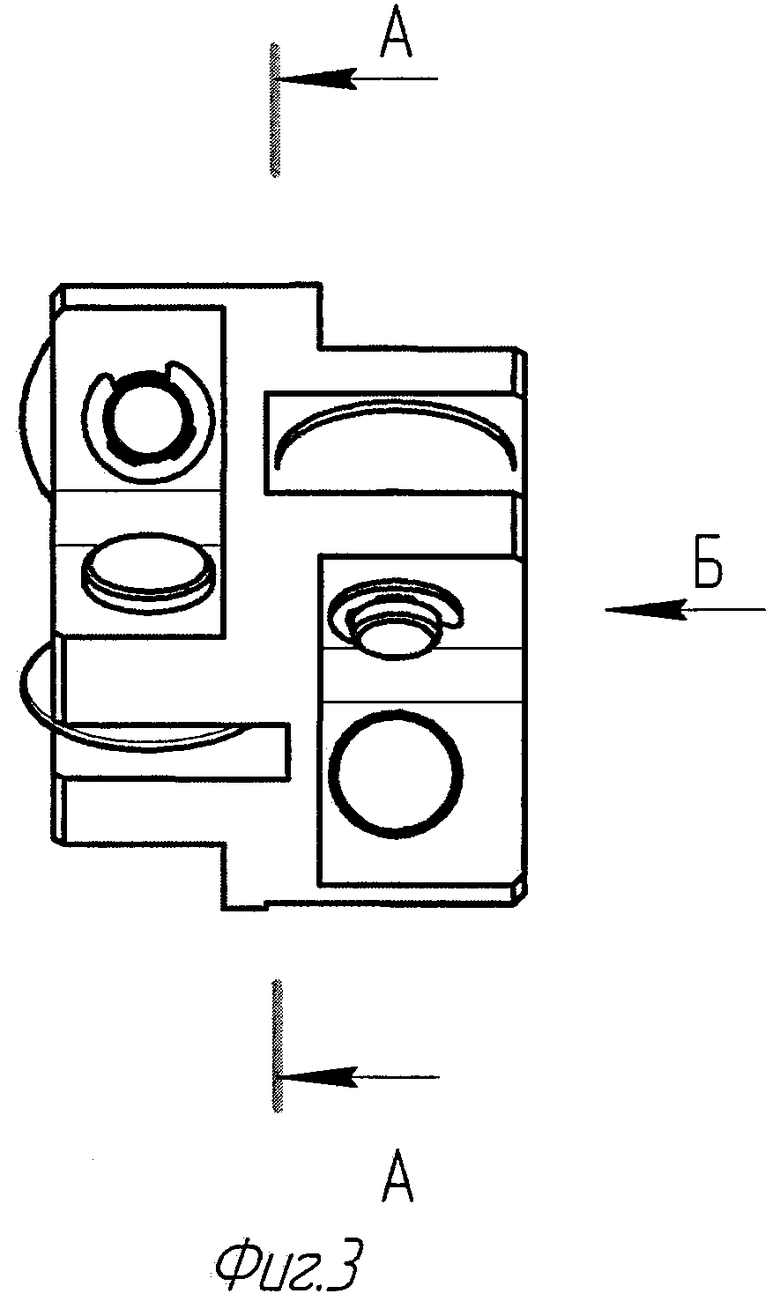
На фиг.3 - сдвоенная трехроликовая фильера - вид сбоку.
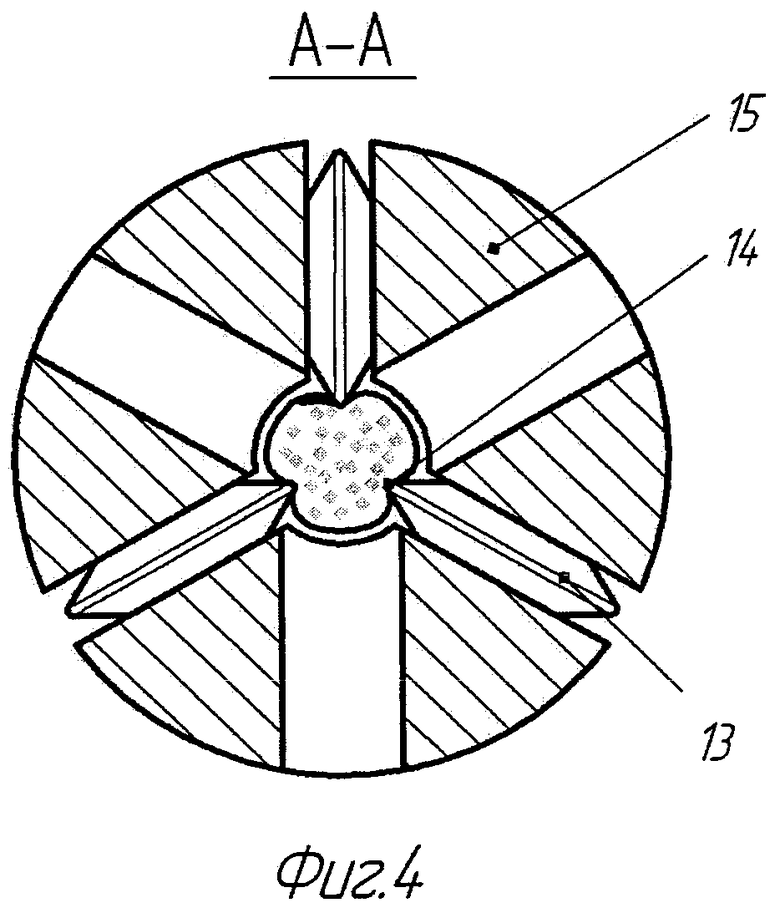
На фиг.4 - сдвоенная трехроликовая фильера - разрез А-А на фиг.3.
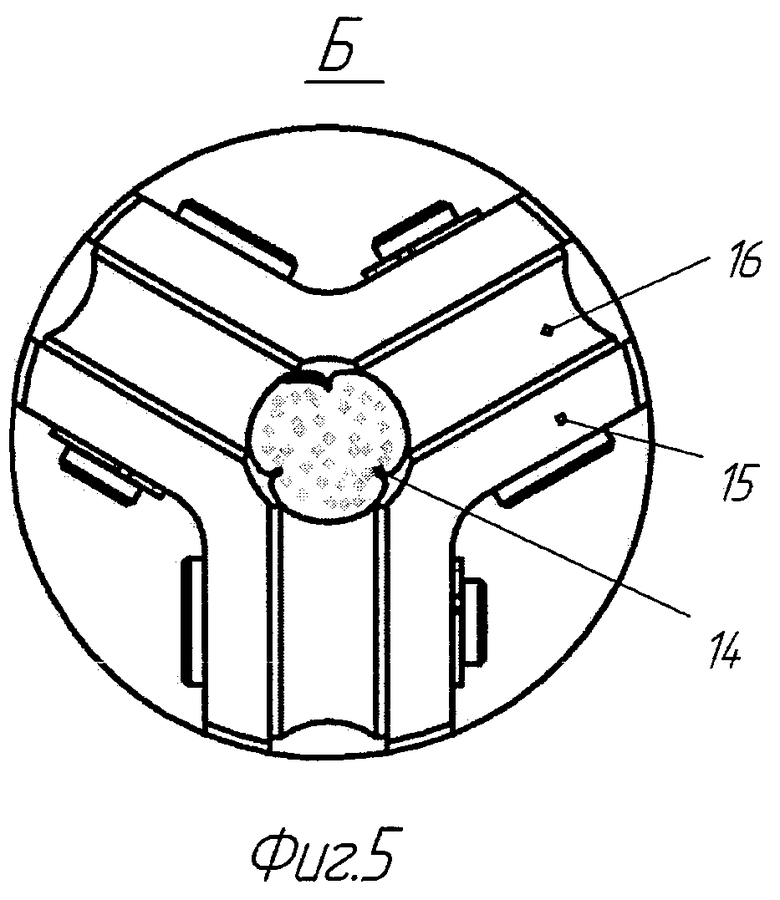
На фиг.5 - сдвоенная трехроликовая фильера - вид Б на фиг.3.
Осуществление изобретения
Способ получения порошковой проволоки с повышенной плотностью порошкового наполнителя осуществляется следующим образом.
С разматывающего устройства 1 (фиг.1) металлическая лента 2 подается в горизонтальную направляющую клеть 3, в которой происходит правка ленты (поз. а). В последующих двух горизонтальных клетях 4 и 5 осуществляется отбортовка ее краев под замковое соединение (поз. б) и формирование U-образного профиля (поз. в), заполнение которого порошковым наполнителем производится из бункера 6 специальным подающим устройством 7, совмещенным со шнековым механизмом, который препятствует слеживанию порошка (поз. г). Далее порошковый наполнитель на устройстве вибрационного типа 8 предварительно уплотняется и разравнивается (поз. д), после чего в двух вертикальных клетях 9 и 10 края профиля сводятся (поз. е) и подгибаются (поз. ж). В последней горизонтальной клети 11 происходит окончательное формирование фальцевого замкового соединения (поз. з) и замкнутый трубчатый профиль поступает для редуцирования в сдвоенную трехроликовую фильеру 12.
В первой группе роликов 13 сдвоенной трехроликовой фильеры 12 (фиг.2-5) осуществляется уменьшение поперечного сечения профиля до 20% путем внедрения вглубь трех гофров 14, причем оболочка не контактирует с корпусом 15, что предотвращает образование наклепа и способствует сохранению ее пластических свойств (поз. и). Такая схема редуцирования позволяет равномерно повысить плотность порошкового наполнителя в поперечном сечении, а один из гофров 14 расположенный в непосредственной близости к фальцевому замку сохраняет его от раскрытия. Во второй группе роликов 16, сдвинутых на 60° по оси формовки относительно первых, производится калибрование профиля с одновременным поджатием трех образованных гофров 14, обеспечивая дополнительное повышение плотности наполнителя и точность размеров проволоки (поз. к).
Готовая порошковая проволока поступает на сматывающее устройство 17, для формирования из нее бунта.
Таким образом, данный способ позволяет обеспечить высокую плотность порошкового наполнителя и его равномерность в поперечном и продольном направлении, сохранить пластичность оболочки и существенно повысить ее жесткость, обеспечить надежность замкового соединения и уменьшить число клетей формующего стана.
Полученная порошковая проволока диаметром 15 мм с тремя глубоким гофрами, оболочкой из стали 08 кп толщиной 0,4 мм, наполнителем из СК 30 с размером частиц 0…1,6 мм и повышенной относительной плотностью 0,86 подвергалась испытаниям на определение ее эксплуатационных свойств. Испытания проводились в лабораторных условиях и повторяли процесс жизненного цикла проволоки с момента ее изготовления до растворения в жидком металле. Результаты показали, что проволока отлично скручивается (1…1,5 об на 100 мм длины), изгибается (минимальный радиус 50…100 мм), сплющивается (обжатие 4 мм), гнется (4…8 раз), при этом раскрытия замкового соединения или разрушения не происходит. Это свидетельствует о сохранности пластических свойств оболочки и проволоки в целом, не смотря на ее повышенную плотность и жесткость.
Источники информации
1. Авторское свидетельство СССР №1754382, опубл. 15.08.1992.
2. Патент РФ №2292254, опубл. 27.01.2007.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ | 2002 |
|
RU2218257C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 1996 |
|
RU2103137C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 1996 |
|
RU2103136C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ | 2005 |
|
RU2292254C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 2013 |
|
RU2538226C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 1996 |
|
RU2110385C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ | 2002 |
|
RU2224632C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2086380C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 2000 |
|
RU2179103C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
Изобретение относится к металлургическому машиностроению, а именно к способу получения порошковой проволоки с повышенной плотностью порошкового наполнителя. Проволоку формируют из металлической ленты U-образного профиля с одновременным заполнением его порошковым наполнителем с разравниванием и предуплотнением на устройстве вибрационного типа. Формируют замкнутый трубчатый профиль оболочки с фальцевым замком и проводят редуцирование в сдвоенной трехроликовой фильере. В первой группе роликов образуют три глубоких гофра, обеспечивающих уменьшение поперечного сечения профиля до 20%, при этом один из гофров расположен в непосредственной близости к фальцевому замку. Во второй группе роликов, сдвинутых на 60° по оси формовки относительно первых, проводят калибрование профиля с одновременным поджатием трех образованных гофров и возможностью уменьшения поперечного сечения профиля до 25%. Обеспечивается увеличение плотности наполнителя проволоки, равномерности распределения его в поперечном и продольном направлении и повышение качества проволоки. 5 ил.
Способ получения порошковой проволоки с повышенной плотностью порошкового наполнителя, включающий непрерывное формирование из металлической ленты U-образного профиля с одновременным заполнением его порошковым наполнителем с разравниванием и предуплотнением, формирование замкнутого трубчатого профиля оболочки с фальцевым замком и редуцирование, отличающийся тем, что предуплотнение и разравнивание порошка ведут с помощью устройства вибрационного типа, а редуцирование замкнутого трубчатого профиля с фальцевым замком производят с использованием сдвоенной трехроликовой фильеры, причем в первой группе роликов осуществляют образование трех глубоких гофров, обеспечивающих уменьшение поперечного сечения профиля до 20%, при этом один из гофров располагают в непосредственной близости к фальцевому замку, а во второй группе роликов, сдвинутых на 60° по оси формовки относительно первой, осуществляют калибрование профиля с одновременным поджатием трех образованных гофров и уменьшением площади поперечного сечения профиля до 25%.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ | 2005 |
|
RU2292254C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ | 2002 |
|
RU2224632C2 |
| 0 |
|
SU158693A1 | |
| Автомат для выгрузки батонов с пода кольцевой печи и укладки их в транспортные лотки | 1958 |
|
SU118378A1 |

