Изобретение относится к смазочно-охлаждающим технологическим средам, применяется для финишной обработки (вибрационной или хонингования) металлических поверхностей.
Известно применение для процесса абразивной обработки ряда водных смазочно-охлаждающих жидкостей с добавлением присадок различного назначения [1. Худобин Л.В. Смазочно-охлаждающие жидкости при абразивно-алмазной обработке. М.: Машиностроение, 1977, 211 с.].
Наиболее близкий эффект достигается при хонинговании металлических поверхностей смазочно-охлаждающей жидкостью, содержащей 3-6 мас.% натриевого жидкого стекла, 0,3-0,5 мас.% нитрита натрия, 0,2-0,4 мас.% сульфита натрия и воду (остальное). [2. А.с. № 1766955, МКП С 10 М 173/02, БИ № 37, 1992 - прототип].
Однако данные составы обеспечивают недостаточные характеристики по времени, прочности и качеству обрабатываемой поверхности.
В основу изобретения - способа активации смазочно-охлаждающей технологической среды поставлена задача повысить производительность финишной обработки, улучшить прочностные характеристики и качество обрабатываемой поверхности, используя подобранный состав, позволяющий интенсифицировать процесс удаления дефектов.
Технический результат достигается способом активации смазочно-охлаждающей технологической среды, содержащей воду, силикат натрия, для финишной обработки металлических поверхностей по изобретению путем введения бикарбоната натрия в смазочно-охлаждающую технологическую среду при следующем соотношении компонентов, мас.%: силикат натрия - 3-6, бикарбонат натрия - 0,2-0,7, вода - остальное.
Существенным отличительным признаком, который для специалиста не следует явным образом из уровня техники, является применение для финишной обработки металлических поверхностей в качестве способа активации смазочно-охлаждающей технологической среды (СОТС) бикарбоната натрия, который с силикатом натрия (натриевым жидким стеклом) и водой в заявляемых пределах соотношений обеспечивает повышение производительности, интенсивный съем металла, высокое качество обрабатываемой поверхности.
Из уровня техники неизвестно техническое решение с заявляемой совокупностью существенных признаков.
Осуществление финишной обработки поверхности - хонингования известным составом (прототип) с активацией его 0,2-0,7 мас.% бикарбонатом натрия (предлагаемый) не позволило улучшить прочностные и качественные характеристики: видимо, ингибирующие добавки замедляют процесс. В этом случае потребуются дополнительные исследования для обоснования оптимальной концентрации активатора.
Предлагаемый способ активации смазочно-охлаждающей технологической среды проверялся в промышленных условиях для двух способов финишной обработки: вибрационной и хонингования.
Пример 1. Вибрационную обработку проводили на вибрационном станке типового технологического процесса вибрационной обработки свободным абразивом: станок - УВГ4Х10; материал деталей - сталь 45; режущий инструмент - абразивные гранулы ПТ 20×20 зернистостью 100 мкм. Режим обработки: амплитуда колебаний 0-5; частота колебаний, Гц - 15, 33, 50; время - 4 часа. Результаты приведены в таблице 1.
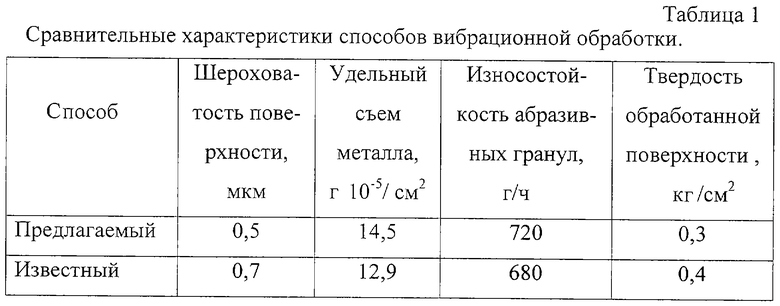
Как видим, для вибрационной финишной обработки активирующее действие бикарбонат-ионов в смазочно-охлаждающей технологической среде, содержащей воды 93,3-96,8%, силиката натрия 3-6%, подтвердилось добавлением 0,2-0,7% бикарбоната натрия. При обработке предлагаемым способом возрастает съем металла, что обеспечивает увеличение производительности; снижается шероховатость и возрастает твердость, что улучшает качество обработанной поверхности; уменьшается износостойкость абразивных гранул, что продляет срок службы режущего инструмента.
Пример 2. Хонингование рабочей поверхности гильз цилиндров двигателей ЗМЗ-53 проводили на вертикальном хонинговальном станке 3Б833. При обработке использовалась обычная схема хонингования. Режимы испытаний: скорость возвратно-поступательного движения - 0,15-0,20 м/с; скорость вращательного движения - 0,7-1,0 м/с; давление - 0,15-0,22 МПа, время 90,75 с. Материал - чугун СЧ 24-44; режущий инструмент - бруски 100×8×3,5 АСО-Р11 80/63. Результаты приведены в таблице 2.
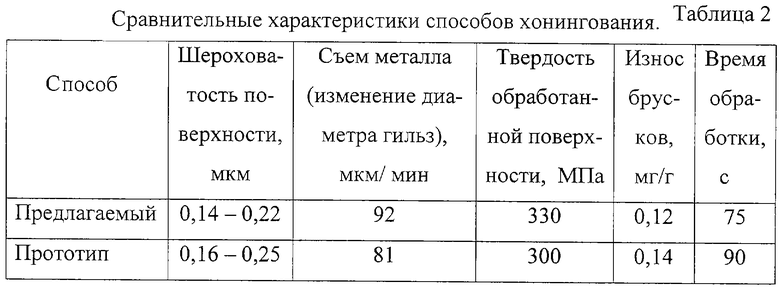
При хонинговании предлагаемы способом повышается съема металла, снижается шероховатость, возрастает твердость при одинаковом износе брусков.
Преимуществом заявляемого способа активации смазочно-охлаждающей технологической среды по сравнению с прототипом является то, что финишную обработку металлической поверхности проводят составом с компонентом, который способствует: повышению производительности, достижению высокого качества обработки, усилению прочностных свойств обрабатываемой поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1986 |
|
SU1384544A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ "КАМРА-2" ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1990 |
|
RU2032716C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2001 |
|
RU2201955C2 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТЕКЛА И ДРУГИХ МАТЕРИАЛОВ | 2011 |
|
RU2475522C1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1986 |
|
SU1335562A1 |
| Смазочно-охлаждающая жидкость для хонингования металлических поверхностей | 1990 |
|
SU1766955A1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ НА ОСНОВЕ ОТХОДОВ МАСЛОЖИРОВОГО ПРОИЗВОДСТВА ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2021 |
|
RU2769313C1 |
| ДОВОДОЧНО-ПРИТИРОЧНЫЙ КОНЦЕНТРАТ С МОДИФИЦИРУЮЩИМИ МИНЕРАЛЬНЫМИ НАПОЛНИТЕЛЯМИ | 2006 |
|
RU2309968C1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1983 |
|
SU1143768A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1982 |
|
SU1090702A1 |
Использование: в процессах финишной обработки (вибрационной или хонингования) металлических поверхностей. Сущность: в смазочно-охлаждающую технологическую среду, содержащую воду и силикат натрия, вводят силикат натрия при следующем соотношении компонентов, мас.%: силикат натрия 3-6, бикарбонат натрия 0,2-0,7, вода остальное. Технический результат: повышение производительности, достижение высокого качества обработки, усиление прочностных свойств обрабатываемой поверхности. 2 табл.
Способ активации смазочно-охлаждающей технологической среды, содержащей воду и силикат натрия, для финишной обработки металлической поверхности, отличающийся тем, что в смазочно-охлаждающую технологическую среду вводят бикарбонат натрия при следующем соотношении компонентов, маc.%:
Силикат натрия 3-6
Бикарбонат натрия 0,2-0,7
Вода Остальное
| Смазочно-охлаждающая жидкость для хонингования металлических поверхностей | 1990 |
|
SU1766955A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1998 |
|
RU2137817C1 |
| Смазочно-охлаждающая жидкость для хонингования металлов | 1980 |
|
SU910745A1 |
| EP 0252533 A1, 13.01.1988 | |||
| US 4088585 A, 09.05.1978. | |||

