Область техники
Настоящее изобретение относится к катодам, применяемым в электролизных ячейках, в частности в ячейках для производства металлического алюминия. Более конкретно изобретение относится к многослойным катодным структурам, применяемым в восстановительных ячейках этого типа.
Уровень техники
Обычно в ячейках, восстанавливающих металл, контейнер облицовывают с внутренней стороны углеродистым материалом, таким как антрацит и/или графит, а в качестве катода ячейки применяют углеродистый слой. Расплавленный электролит находится в контейнере, а сверху в него погружают углеродные аноды. По мере протекания электролиза над катодным слоем формируется зона расплавленного металла.
Катодный слой, который обычно располагают вдоль нижней стенки ячейки и, возможно, поднимают по боковым стенкам до уровня, превышающего высоту поверхности расплавленного электролита, может разрушиться, и ячейку приходится выводить из технологического процесса для ремонта катода или его замены. Это происходит из-за того, что поверхность и швы углеродистого материала подвергаются атаке и разъедаются расплавленным металлом и электролитом. Из-за перемещений компонентов содержимого контейнера, вызванных магнитно-гидродинамическими (МГД) эффектами, эрозия/коррозия нижних блоков представляет собой существенную проблему.
Предпринимались попытки сделать катоды ячеек более прочными за счет применения углеродистого материала с защитной облицовкой. Такая облицовка должна быть, конечно, электропроводной, а для содействия работе ячеек с катодными стоками необходимо обеспечить способность смачивания ее расплавленным металлом.
Применяемые для этой цели облицовочные материалы имеют включения в виде жаростойких композитов, изготовленных из углеродистого компонента и жаростойкого оксида металла или борида металла.
Несмотря на свою очень высокую стоимость, наиболее предпочтительным материалом для применения в таких покрытиях является борид титана (TiB2) из-за его хорошей устойчивости к эрозии и хорошей способности к смачиванию металлом.
Однако применение этого материала создает проблему, т.к. он имеет коэффициент термического расширения, отличающийся от углеродного. Во время операции в ячейке при высокой температуре имеет место тенденция к формированию трещин у поверхности, разделяющей покрытие и расположенный ниже углерод катода, что приводит, в конце концов, к повреждению катодной структуры. В результате применение многослойных катодных структур такого типа не продлевает эксплуатационный ресурс ячейки до желаемого уровня. Фактически, хотя до сих пор предлагались различные типы катодных структур, обычно требующие керамических покрывающих элементов из TiВ2, сцепленных с углеродными блоками, в настоящий момент такие структуры широко не применяются. Данное ограничение обусловлено тем, что из-за различия свойств, связанных с термическим расширением, указанные элементы, в конце концов, выпадают или растрескиваются. Это же справедливо также и для других композиционных покрывающих материалов, содержащих, например, жаростойкие оксиды металлов (такие как ТiO2 и SiO2), кремний, нитриды и т.п.
Возможным решением этой проблемы было бы создание катодных структур, изготовленных полностью из блоков композиционных материалов. Однако широкому распространению такого подхода мешает высокая стоимость указанных композитов (в особенности композитов на основе TiB2).
Попытка улучшить адгезию слоев описана в патенте США №5527442, С 25 С 3/08, 18.06.96. Патент относится к нанесению покрытий из жаростойких материалов (включая бориды титана) на подложки, изготовленные из различных, в частности из углеродистых, материалов, для применения в ячейках восстановления алюминия. Способ изготовления многослойной катодной структуры, раскрытый в данном патенте США, является наиболее близким аналогом изобретения. Чтобы избежать проблем адгезии, известный способ предусматривает нанесение на углеродосодержащий элемент электролизера покрытия в виде суспензии, содержащей смесь оксидов, нитридов и карбидов. После высушивания суспензию прокаливают для получения конденсированного вещества, формирующего покрытие, которое прилипает к поверхности подложки, таким образом защищая ее. При этом нанесенное покрытие обладает свойством смачиваться расплавом алюминия. Однако, поскольку известный способ дорог, он не получил значительного промышленного распространения; к тому же данный материал имеет короткий срок службы.
Таким образом, существует потребность в улучшенном способе формирования многослойных катодов, не подверженных в неприемлемой степени отторжению или растрескиванию.
Сущность изобретения
Задачей, на решение которой направлено настоящее изобретение, является разрешение проблем адгезии и растрескивания в многослойных катодных структурах.
Следующая задача настоящего изобретения заключается в разработке способа изготовления многослойных катодных структур, имеющих приемлемый срок службы в ячейках для производства алюминия.
Еще одна задача изобретения представляет собой разработку многослойных катодов, в которых защитные внешние слои во время воздействия высокой температуры, применяемой в ячейках для производства алюминия, остаются крепко сцепленными с лежащими ниже углеродистыми слоями.
Перечисленные задачи решены разработкой способа изготовления многослойных катодных структур, в котором углеродистую подложку катода вводят в форму и наносят на нее слой композиционного жаростойкого материала. Способ по изобретению характеризуется при этом тем, что материал углеродистой подложки подвергают рифлению, поверх которого наносят, по меньшей мере, один слой композиционного жаростойкого материала, содержащего борид металла. Затем уплотняют содержимое формы в виде полуфабриката с конфигурацией катода и обжигают полуфабрикат.
Хотя предпочтительным боридом металла является TiВ2, металл, входящий в борид металла, может быть выбран из группы, состоящей из титана, циркония, ванадия, гафния, ниобия, тантала, хрома и молибдена. Таким образом, когда в дальнейшем описании упоминается TiB2, следует иметь в виду, что титан можно заменить любым из перечисленных выше металлов.
Согласно предпочтительному варианту осуществления изобретения материал подложки подвергают рифлению нанесением рисок на ее поверхности для формирования в ней бороздок.
Катод предпочтительно формируют в форме, у которой боковые стенки и дно сплошные, а верх открыт. Материал углеродистой подложки, предпочтительно имеющий густую, пастообразную консистенцию, помещают на дно формы, и затем подложки подвергают рифлению, например, нанесением рисок на ее поверхности для формирования в ней бороздок. Поверх покрытой рисками подложки наносят, по меньшей мере, два слоя композиционного жаростойкого материала, содержащего TiB2. Каждый такой композиционный жаростойкий слой предпочтительно имеет толщину, составляющую, по меньшей мере, 10% от общей толщины катода. При этом перед нанесением следующего слоя на поверхность каждого слоя наносят риски, а на верхнюю часть катодного материала помещают нагрузку, имеющую размер, полностью совпадающий с наружным размером формы.
В альтернативном варианте поверх подложки с рифленой поверхностью наносят только один композиционный жаростойкий слой, содержащий TiB2. В этом случае данный слой имеет толщину, составляющую, по меньшей мере, 20% от общей толщины катода.
Уплотнение содержимого формы осуществляют вибрацией с формированием зоны смешения в области бороздок, причем воздействию вибрации подвергают целиком формующий блок. Кроме уплотнения, вибрационная стадия вызывает также формирование зоны смешения в области бороздок. При этом перемешивание материала происходит в зоне, которая в действительности толще, чем глубины бороздок, сформированных в подложке. Далее материал в виде полуфабриката с конфигурацией катода подвергают предварительному обжигу.
Типичные риски для указанной выше цели представляют собой прорези, разнесенные приблизительно на 25 мм друг от друга, и имеют длину приблизительно 75-100 мм. Типичный серийный катод имеет приблизительные значения высоты, ширины и длины соответственно 43 см, 49 см и 131 см.
При использовании нескольких покрывающих слоев поверх подложки предпочтительно также, чтобы содержание TiB2 в слоях увеличивалось по мере увеличения расстояния слоя от подложки. Другими словами, самый внешний и самый внутренний покрывающие слои предпочтительно должны иметь, соответственно, максимальное и минимальное содержание TiB2. Другой главной составляющей компонента, содержащего TiB2, является углеродистый материал, присутствующий обычно в виде антрацита, смолы или дегтя. Углеродистый материал подложки также обычно присутствует в виде антрацита, графита, смолы или дегтя.
В наиболее предпочтительном с практической точки зрения варианте следует иметь, по меньшей мере, два покрывающих слоя, а содержание TiВ2 должно увеличиваться от приблизительно 10-20 мас.% в самом внутреннем слое до приблизительно 50 - 90 мас.% в самом внешнем слое. Например, катод с тремя слоями, содержащими TiB2, может иметь верхний слой, содержащий 50-90% TiB2 и 50-10% углерода, промежуточный слой, содержащий 20-50% TiB2 и 80-50% углерода, и нижний слой, содержащий 10-20% TiB2 и 90-80% углерода. Калибровкой увеличения содержания TiB2 при переходе от слоя к слою различия в термическом расширении между самым внешним покрывающим слоем и внутренней углеродистой подложкой распределяют по всей толщине катодной структуры.
При применении единичного слоя, содержащего TiB2, он также предпочтительно содержит, по меньшей мере, 50% TiB2.
Толщина слоя, так же как рифление (нанесение рисок) разделительной поверхности между слоями, важна для обеспечения отсутствия растрескивания катодов. Так, если общая толщина слоя, содержащего TiB2, или нескольких таких слоев составляет менее 20% от общей высоты катода, может произойти растрескивание независимо от того, проводилось или не проводилось рифление разделительной поверхности. В случае растрескивания было замечено также, что оно, кроме разделительной поверхности, имеет место и в других участках слоя, содержащего TiB2, причем под различными углами к разделительной поверхности. Применение системы слоев, содержащих варьируемое количество TiB2, в дальнейшем помогает предотвратить растрескивание конечного катода.
Перечень фигур чертежей
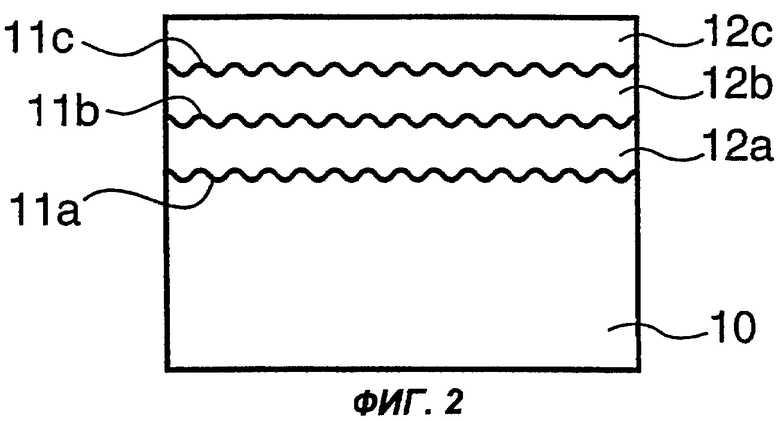
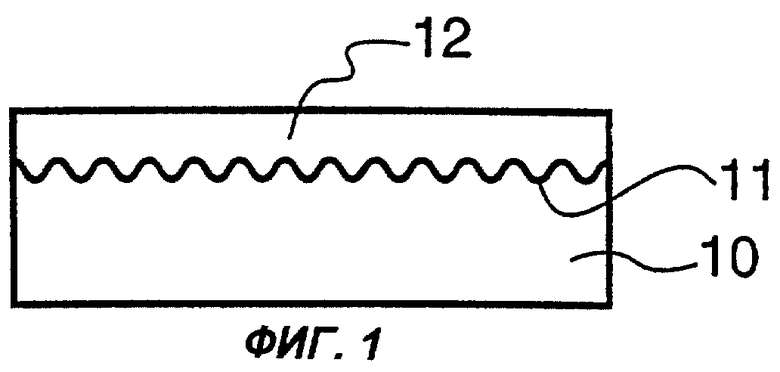
Фиг.1 схематично представляет собой поперечное сечение катода с одним слоем, содержащим TiB2;
фиг.2 схематично представляет собой поперечное сечение катода с тремя слоями, содержащими TiВ2.
Сведения, подтверждающие возможность осуществления изобретения
На фиг.1 показана углеродистая подложка 10, на которую нанесли риски для формирования серии бороздок 11. Слой 12, содержащий TiB2, нанесли поверх подложки 10 с нанесенными рисками. Система показана до воздействия вибрации и уплотнения.
На фиг.2 показана углеродистая подложка 10, на которую нанесли риски для формирования серии бороздок 11. На ее верхнюю часть нанесли три слоя 12а, 12b и 12с, содержащих TiB2, с промежуточными бороздками 11а, 11b и 11с.
Следует также иметь в виду, что настоящее изобретение предусматривает и получение катодной структуры с системой слоев, содержащих TiB2, как это показано на фиг. 2, в которой на разделительные поверхности между слоями риски для формирования промежуточных бороздок 11а, 11b и 11с не нанесены.
Более детально настоящее изобретение описывается с помощью следующих примеров, которые служат только для иллюстрации.
Пример 1
Были проведены испытания, в которых формировали катоды, имеющие (а) три слоя и (б) два слоя.
(а) Трехслойный катод
Подложку, содержащую 84 мас.% антрацита и 16 мас.% смолы, перемешали при 160°С и после этого горячую смесь налили слоем глубиной приблизительно 4 см в лабораторную форму с размерами 10 см × 10 см × 40 см. Затем на поверхность горячей подложки нанесли риски с длиной прорезей приблизительно 1,2-2,5 мм.
Далее на верхнюю часть подложки с нанесенными рисками добавили до толщины 2,5 см композит, содержащий 15 мас.% TiВ2, 68 мас.% антрацита и 17 мас.% смолы, перемешанный в течение приблизительно одного часа при 160°С, и на верхнюю поверхность добавленного композита также нанесли риски. На верхнюю часть горячего композиционного слоя с нанесенными рисками добавили до толщины 2,5 см следующий композит, содержащий 50 мас.% TiB2, 32 мас.% антрацита и 18 мас.% смолы, перемешанный в течение приблизительно одного часа при 160°С. Затем поверх многослойного катода поместили груз и для уплотнения подвергли систему воздействию вибрации. После этого ее подвергли обжигу при 1200°С в течение пяти часов.
(б) Двухслойный катод
Изготовили двухслойный катод, используя те же лабораторную форму, материал подложки и композит, как это описано выше. Сформировали подложку до толщины слоя глубиной приблизительно 8 см и нанесли риски, как описано выше. Затем на верхнюю часть подложки добавили композит до толщины приблизительно 2 см, и катодную сборку уплотнили и подвергли обжигу.
Следующий двухслойный катод изготовили, применяя фабричную форму, формирующую блоки катода с размерами 43 см × 49 см × 131 см. Описанный выше материал подложки налили в форму слоем глубиной приблизительно 37 см, после чего на поверхность нанесли риски. Добавили единичный слой композита, содержащий 50 мас.% TiB2, 32 мас.% антрацита и 18 мас.% смолы, до толщины приблизительно 6 см. Далее катодную сборку уплотнили и подвергли обжигу.
Эти серийные двухслойные катоды с разделительными поверхностями, покрытыми рисками, в течение 8 месяцев применяли в промышленном электролизном испытании, где они проявили себя вполне удовлетворительно как во время запуска ячейки, так и во время ее работы. Описанные выше трехслойный и двухслойный катоды, полученные с применением одной и той же формы и одинаковых составов, были изготовлены также и без промежуточного нанесения рисок на разделительную поверхность. В катоде, изготовленном с промежуточным нанесением рисок, межслойного растрескивания не наблюдалось. В случае отсутствия промежуточного нанесения рисок наблюдалось межслойное растрескивание в двухслойном катоде.
Пример 2
Было проведено электролизное испытание с применением двухслойного катода, изготовленного согласно примеру 1, с содержанием 55 мас.% TiB2 и 45 мас.% углерода (смесь антрацита и смолы).
Условия электролиза:
Аl2O3 = 6%
AlF3 = 6%
CaF2 = 6%
Пропорция (AlF3/NaF) = 1,25
Расстояние между анодом и катодом = 3 см
Температура ванны = 970°С
Плотность тока катода = 1 А/см2
Испытание проводили в течение приблизительно 1000 ч. Слой алюминия начал формироваться на композиционной поверхности катода после приблизительно 5 ч. Коррозии или окисления у разделительной поверхности образец - ванна - воздух не наблюдалось.
Пример 3
Процедуру примера 2 повторили с применением в качестве катода трехслойного катода, описанного в примере 1.
Условия электролиза:
Аl2О3 = 6%
AlF3 = 6%
CaF2 = 6%
Пропорция (AlF3/NaF) = 1,25
Расстояние между анодом и катодом = 3 см
Температура ванны = 970°С
Плотность тока катода = 1 А/см2
Испытание проводили в течение 100 ч, и через несколько часов было замечено, что на композиционной поверхности катода начал формироваться слой алюминия. Межслойные трещины не наблюдались.
Изобретение относится к области металлургии, а именно к производству катодов, применяемых в электролизных ячейках для производства металлического алюминия. Предложен способ изготовления многослойной катодной структуры, включающий введение материала углеродистой подложки катода в форму и нанесение на нее слоя композиционного жаростойкого материала, при этом материал углеродистой подложки подвергают рифлению, поверх которого наносят, по меньшей мере, один слой композиционного жаростойкого материала, содержащего борид металла, уплотняют содержимое формы в виде полуфабриката с конфигурацией катода и обжигают полуфабрикат. 8 з.п. ф-лы, 2 ил.
| US 5527442, 18.06.1996 | |||
| WO 8402930, 02.08.1984 | |||
| Способ упрочнения подины алюминиевого электролизера | 1983 |
|
SU1135811A1 |
| СПОСОБ ЗАЩИТЫ ФУТЕРОВКИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1993 |
|
RU2081208C1 |

