Изобретение относится к обработке металлов давлением и может быть использовано при производстве деталей из гнутых профилей в машиностроении и металлообработке. Известен способ разделения проката на заготовки, включающий нанесение на прокат концентраторов напряжения и разделение проката скручиванием (а.с. СССР №1530349, B 23 D 23/00 от 04.01.88 опубл. БИ №47 от 23.12.89).
Недостатком данного способа является то, что этим способом очень сложно разделить прокат с полками разной высоты и толщины с сохранением профиля заготовки, а также отсутствия заусенцев на готовой детали.
Известен способ разделения гнутых швеллеров, преимущественно неравнополочных, включающий постепенное отделение элементов разрезаемого поперечного сечения профиля посредством ножей (а.с. СССР №1597253, B 23 D 23/00 от 04.07.88, опубл. БИ №37 от 07.10.90 - прототип).
Недостатком данного способа является невозможность применения его при разделении проката с разной высотой и толщиной стенок, так как происходит смятие кромок, что искажает качество реза, приводит к неравномерным сколам проката, а значит, снижает качество готовых деталей. Задачей данного изобретения является повышение качества получаемых деталей, исключающее смятие кромок, образование сколов и заусенцев.
Поставленная задача решается способом разделения гнутых профилей, включающим постепенное отделение элементов разрезаемого поперечного сечения профиля посредством подвижного и неподвижного ножей, по изобретению для разделения профиля используют механизм разделения гнутых профилей, на котором закреплен неподвижный нож, ползун пресса и кулису, на которой закреплен подвижный нож, посредством которых выбирают зазоры между профилем и неподвижным ножом со стороны, противоположной направлению движения подвижного ножа, для чего воздействуют непрерывным усилием на кулису ползуном пресса с передвижением ножей совместно с механизмом разделения гнутых профилей.
По способу п.1 изобретения осуществляют разделение неравнополочных гнутых профилей.
Анализ предложенного решения с прототипом позволил выделить признаки, отличающие предложенное решение от прототипа, что соответствует критерию “новизна”
Сравнительный анализ предложенного решения с известными не выявил признаков, совпадающих с признаками предложенного решения, что соответствует критерию “изобретательский уровень”.
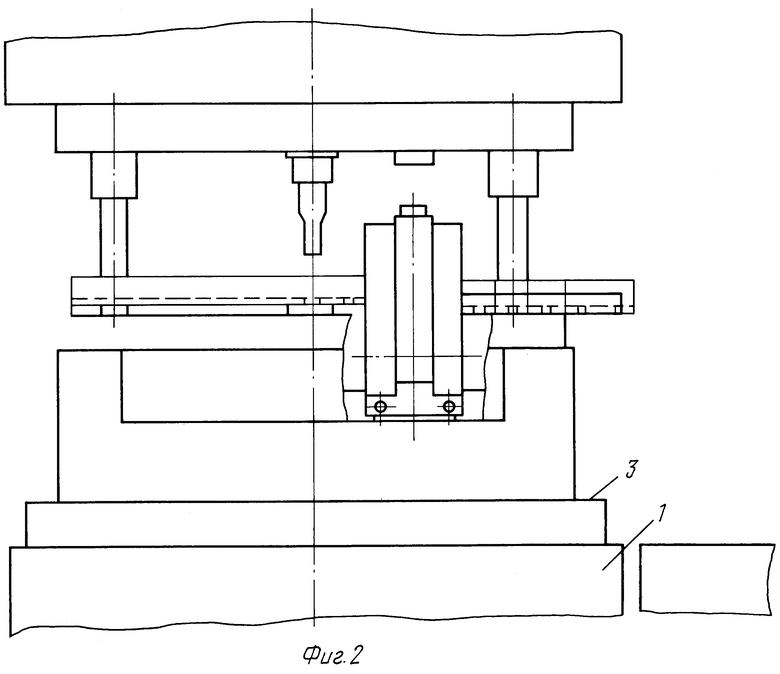
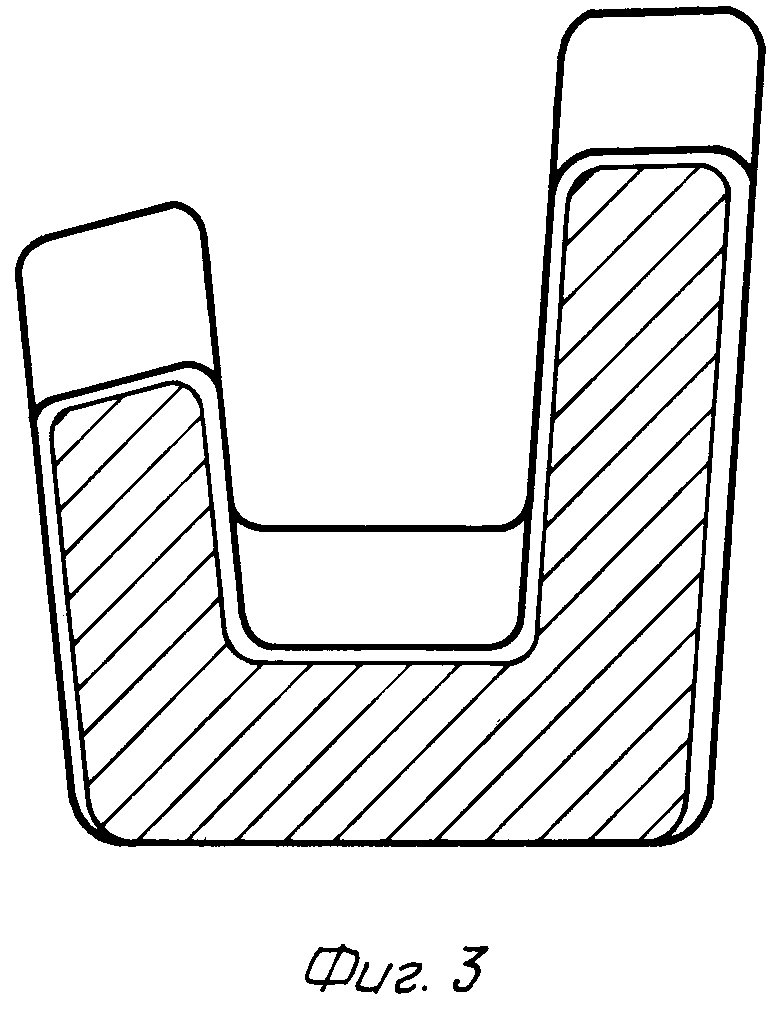
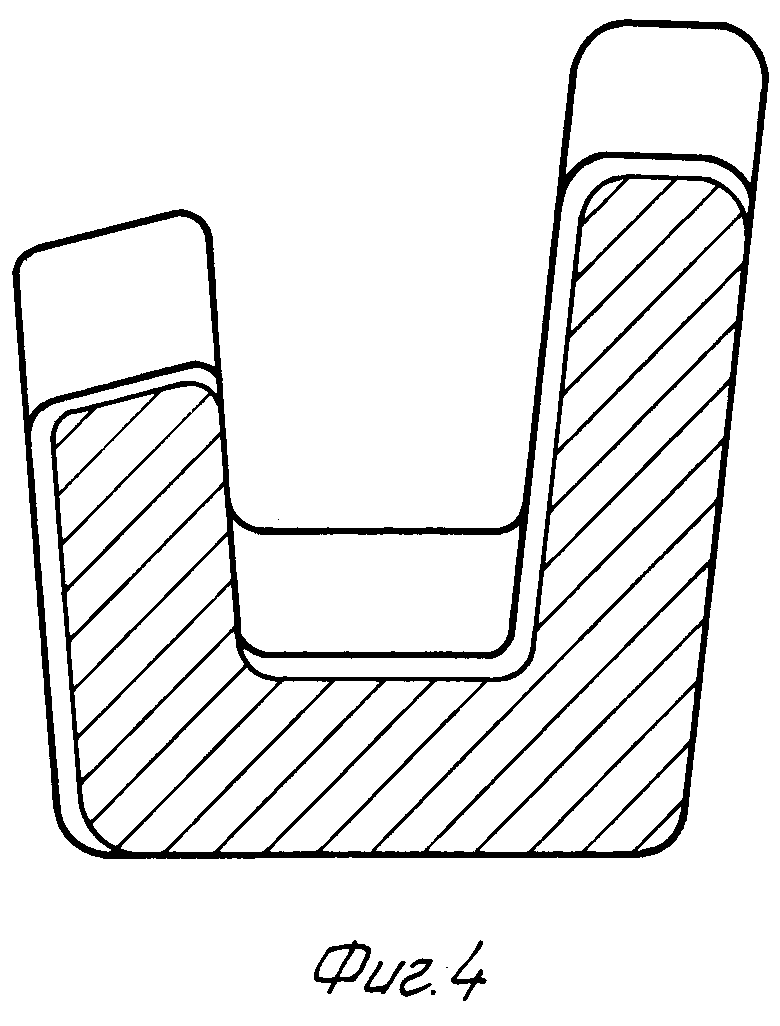
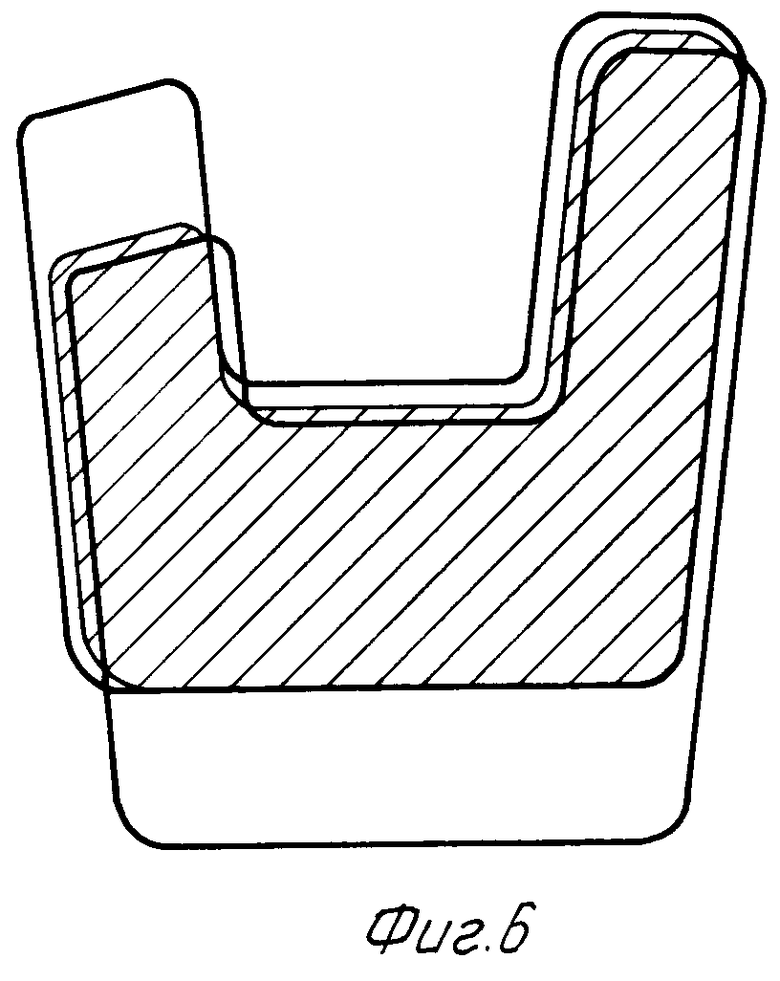
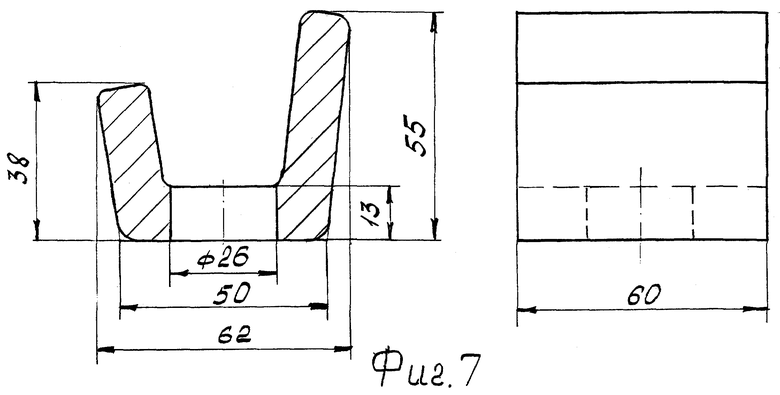
Способ поясняется чертежами, где на фиг.1 размещен схематический чертеж размещения механизма рубки; на фиг.2 - схематический чертеж размещения механизма рубки на прессе; на фиг.3, 4, 5, 6 изображена схема взаимодействия ножей и профиля в процессе рубки; на фиг.7 - схематический чертеж и габариты отрезаемой заготовки. Устройство для разделения гнутых профилей состоит из пресса 1, механизма разделения гнутых профилей 2 (фиг.1, 2), который крепится на столе пресса 3 (фиг.2), и кулисы 4. Механизм разделения гнутых профилей 1 размещен на катках.
На кулисе 4 смонтирован подвижный нож 5, неподвижный нож 6 закреплен в механизме разделения гнутых профилей. Механизм разделения гнутых профилей 1 подпружинен пружинами 7. Один конец кулисы 4 (фиг.1) закреплен с возможностью поворота вокруг подвижной оси, закрепленной на устройстве для разделения гнутых профилей (на чертеже не показано), а другой конец подпружинен пружиной 8.
На механизме разделения гнутых профилей 2 закреплен лоток 9, в который подается разделяемый профиль 10. Кроме того, на устройстве для разделения гнутых профилей 2 закреплен упор 11.
Пример осуществления способа.
Профиль (фиг.7) с размерами в сечении 12×13×12 мм и высотой полок 38 и 55 мм, длиной 6500 мм подается до упора 11 в устройство для разделения гнутых профилей. При ходе ползуна пресса (на чертеже не показан) происходит одновременная пробивка отверстия ⊘ 26 мм и рубка заготовки длиной 60 мм. Ползун пресса (на чертеже не показан), воздействуя на кулису 4 механизма разделения гнутых профилей 2, сдвигает его влево, пока не будет выбран зазор между гранью неподвижного ножа 6 и внутренней боковой поверхностью низкой полки (фиг.3, 4). Профиль подвижного ножа 5 в это время совпадает с профилей неподвижного ножа 6.
Для облегчения перемещения механизма разделения гнутых профилей 2 он перемещается по столу пресса 3, взаимодействуя с пружинами 7. После того как зазор будет выбран, неподвижный нож 6 остается в данном положении до окончания разделения профиля вместе с механизмом разделения гнутых профилей 2, а подвижный нож 5, расположенный в кулисе 4 (совместно с ней), перемещается по дуге окружности, разделяя профиль 10 беззазорно, под углом 42°, исключающим деформации направляющих полок (фиг.5, 6).
После того, как разделение проката произошло, заготовка подается на лоток 9 механизма разделения гнутых профилей 2, а ползун пресса (на чертеже не показан) возвращается в исходное положение. Кулиса 4 под воздействием пружины 8 займет исходное положение, при котором подвижный 5 и неподвижный 6 ножи совмещены. Одновременно пружины 7 возвращают механизм разделения гнутых профилей 2 в исходное положение, и цикл работы повторяется.
Измерения профиля отрубленной заготовки показали:
- на высокой и низкой полках заготовки отсутствует деформация;
- непрямолинейность руба не превышает 1°;
- на поверхности руба наблюдаются отдельные вырывы, глубина выступов и впадин которых не превышает 0,5 мм;
- поверхность прилегания направляющих полок шаблону ровная, без просветов.
Таким образом, предложенный способ разделения профилей, преимущественно неравнополочных, позволяет повысить качество готовых деталей, расширить технологические возможности при разделении различных типоразмеров профилей данного типа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗДЕЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ | 2007 |
|
RU2355518C2 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ РАЗДЕЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ | 1998 |
|
RU2149082C1 |
| СПОСОБ ПОРЕЗКИ ГНУТЫХ КОРЫТНЫХ ПРОФИЛЕЙ И ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063310C1 |
| Ножницы для резки проката | 1982 |
|
SU1050816A1 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 2003 |
|
RU2240898C1 |
| КОМПЛЕКТ НОЖЕЙ НОЖНИЦ ХОЛОДНОЙ РЕЗКИ ПРОКАТА | 2006 |
|
RU2333079C2 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |
| Способ изготовления гнутых неравнополочных швеллеров со ступенчатой стенкой | 1986 |
|
SU1389903A1 |

Изобретение относится к обработке металлов давлением и может быть использовано при производстве деталей из гнутых профилей в машиностроении и металлообработке. Способ включает постепенное отделение элементов разрезаемого поперечного сечения профиля посредством подвижного и неподвижного ножей, при этом для разделения профиля используют механизм разделения гнутых профилей, на котором закреплен неподвижный нож, ползун пресса и кулису, на которой закреплен подвижный нож, посредством которых выбирают зазоры между профилем и неподвижным ножом со стороны, противоположной направлению движения подвижного ножа. Для этого воздействуют непрерывным усилием на кулису ползуном пресса с передвижением ножей совместно с механизмом разделения гнутых профилей. Использование изобретения ведет к повышению качества получаемых деталей за счет исключения смятия кромок и образования сколов и заусенцев. 1 з.п. ф-лы, 7 ил.

| Способ разделения гнутых швеллеров и инструмент летучих ножниц для его осуществления | 1988 |
|
SU1597253A1 |
| Штамп для резки профильного проката под углом | 1984 |
|
SU1247256A1 |
| СПОСОБ ПОРЕЗКИ ГНУТЫХ КОРЫТНЫХ ПРОФИЛЕЙ И ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063310C1 |
| DE 10029195 С1, 18.10.2001. | |||

