о: ос
С СС
Изобретение относится к механической обработке металлов давлением листового материала в валках профилегибочного стана и предназначено .для использования при изготовлении гнутых неравнополочных профилей (шве;1леров) со ступенчатой стенкой в металлургии и машиностроении.
Цель изобретения - улучшение качества профилей за счет уменьшение прогиба большей полки швеллера и устранения смятия ее поверхности.
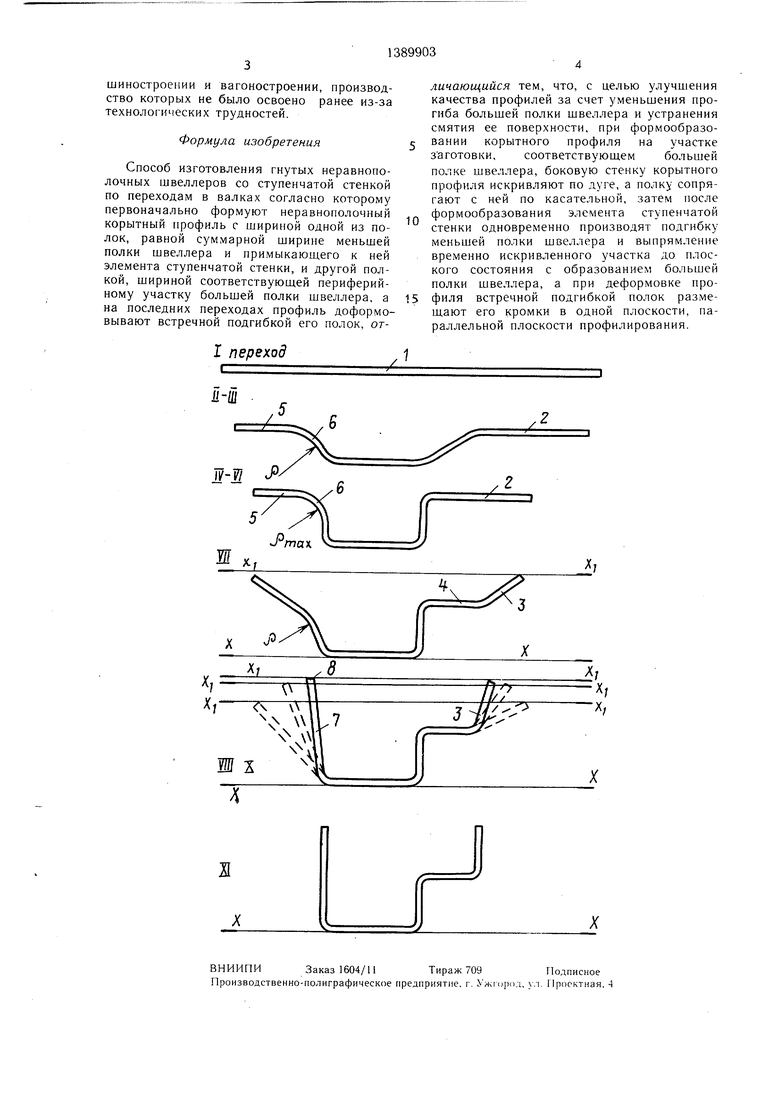
На чертеже изображена схема формовки неравнополочного швеллера со ступенчатой стенкой.
При изготовлении неравнополочного швеллера со ступенчатой стенкой после I перехода (задаюшего) во II-VI переходах из полосовой заготовки 1 первоначально одновременной подгибкой формообразуют неравнополочный корытный профиль с шириной большей полки 2, равой суммарной ширине меньшей полки 3 швеллера и примы- каюш,его к ней элемента ступенчатой стенки 4 и другой полки 5, выполненной из периферийного участка большей полки швеллера. При этом на участке заготовки для большей полки швеллера при формообразовании корытного профиля его боковую стенку 6 искривляют по дуге, а полку 5 сопрягают с искривленной боковой стенкой по касательной.
Затем после формообразован)я элемента ступенчатой стенки профиля (переход II) одновременно производят подгибку меньшей полки швеллера и образование большей полки швеллера путем выпрямления временно искривленного ее участка 6, после чего на последних переходах (X и XI) профиль доформовывают встречной подгибкой большей 7 и меньшей 8 полок швеллера, обеспечивая при этом размещение кромок в одной плоскости Х|Х|, параллельной плоскости профилирования XX. Искривление боковой стенки корытного профиля и ее выпрямление целесообразно выполнять постоянно по переходам. При этом кривизна
i
-р- достигается максимума- - в переходе,
когда угол подгибки боковой стенки достигает максимума (VI переход при угле 90°).
Способ может быть реализован с по- мош,ью калибровки валков, разработанной в соответствий с предлагаемым способом для изготовления гнутых неравнополочных швеллеров со ступенчатой стенкой на про- филегибочном стане. Так изготовление неравнополочного швеллера 315Х150Х50Х ХИОХ60Х6 мм из стали производится на стане 2 - в И технологических переходах.
i(срвомачально после I перехода (зада- i l.uero) во И-VII технологических пере- .43 полосовой заготовки формообразовывается неравнополочный корытный профиль 150X50X225X30X6 мм с шириной большей полки, равной 225 мм, и меньшей полки 30 мм. При этом боковую стенку корытного профиля, содержащую меньшую полку, искривляют по дуге окружности радиусом Rb 30 мм.
При этом режим подгибки большей пол.. ки определяют из условия равенства вертикальных перемещений кромок полок и составляет по переходам соответственно 15-30-45-60-75-90° Затем в VII-VIII переходах осуществляют дальнейшее формообразование профиля путем выпрямления
предварительно искривленной боковой стенки корытного профиля и одновременной при этом подгибки меньшей полки швеллера до образования большей полки швеллера. Затем одновременной встречной подгибкой боль- щей и меньшей полок профиль доформо0 Бывают до заданных размеров. При этом кромки полок размещают в одной плоскости, параллельной плоскости профилирования.
В процессе формообразования профиля
5 по предлагаемому способу винтообразное скручивание составляет 0°15 -0°30 на 1 м длины, что находится в пределах предъявляемых требований. Продольный прогиб составляет 0,6-0,8 мм на 1 м длины и отклонения углов подгибки между элементами
0 профиля от заданных не превыщает ±0°30 . Согласно расчетным данным и опытной проверке на стане 2 - 8X199-600 предлагаемый способ изготовления гнутых неравнополочных швеллеров со ступенчатой стенкой в сравнении с известным способом поз5 воляет изготавливать указанные профили требуемого качества более широкого сортамента (при относительной разноширинности подгибаемых полок Вбп/Вмп 2.
Предлагаемый способ обеспечивает улуч- 0 щение качества профилей за счет уменьшения прогиба большей полки (поперечный прогиб большей полки профиля при формовке согласно изобретению составляет до 0,1 мм, в то время как при изготовлении подобных профилей по известному способу поперечный прогиб достигает 1,5-2 мм) и устранение смятия поверхности в местах временного изгиба большей полки (смятие в местах временного искривления и сопряжения боковой стенки корытного профиля и полки Q по предлагаемому способу отсутствует в то время как по известному способу имеет место локальное утонение до 5% и смятие поверхности).
Применение предлагаемого способа в технологии производства гнутых профилей 5 позволит в сравнении с известным способом расширить сортамент изготавливаемых неравнополочных швеллеров со ступенчатой стенкой, применяемых в сельхозмашиностроеиии и вагоностроении, производство которых не было освоено ранее из-за технологических трудностей.
Формула изобретения
Способ изготовления гнутых неравнопо- лочных швеллеров со ступенчатой стенкой по переходам в валках согласно которому первоначально формуют неравнополочный корытный профиль с шириной одной из полок, равной суммарной ширине меньшей полки швеллера и примыкаюш,его к ней элемента ступенчатой стенки, и другой полкой, шириной соответствуюш,ей периферийному участку большей полки швеллера, а на последних переходах профиль доформо- вывают встречной подгибкой его полок, отличающийся тем, что, с целью улучшения качества профилей за счет уменьшения прогиба большей полки швеллера и устранения смятия ее поверхности, при формообразовании корытного профиля на участке з аготовки, соответствуюшем большей полке швеллера, боковую стенку корытного профиля искривляют по дуге, а полку сопрягают с ней по касательной, затем гюсле формообразования элемента ступенчатой стенки одновременно производят подгибку меньшей полки швеллера и выпрямление временно искривленного участка до плоского состояния с образованием большей полки швеллера, а при деформовке нро- 5 филя встречной подгибкой полок размешают его кромки в одной плоскости, параллельной плоскости профилирования.
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых неравнополочных швеллеров со ступенчатой стенкой | 1985 |
|
SU1278058A1 |
| Способ изготовления гнутых неравнополочных швеллеров | 1984 |
|
SU1228939A1 |
| Способ изготовления несимметричных гнутых профилей | 1981 |
|
SU1019727A1 |
| Способ изготовления гнутых несимметричных профилей | 1982 |
|
SU1079334A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
| Способ изготовления корытных профилей | 1989 |
|
SU1639826A1 |
| Способ изготовления гнутых профилей | 1985 |
|
SU1299645A1 |
| Способ изготовления гнутых профилей | 1990 |
|
SU1726087A1 |
| СПОСОБ ФОРМОВКИ ГНУТОГО СПЕЦИАЛЬНОГО ПРОФИЛЯ | 2008 |
|
RU2375137C1 |
| Способ изготовления гнутых коробчатыхпРОфилЕй | 1976 |
|
SU603181A1 |
Изобретение относится к обработке металлов давлением, в частности к профилированию в валках профилегибочных станов полосовых заготовок. Цель изобретения - улучшение качества профилей. На первых переходах из полосовой заготовки формуют неравнополочный корытный профиль с шириной большей полки, равной суммарной ширине меньшей полки швеллера, и примыкающего к ней элемента ступенчатой стенки, и другой полкой, выполненной из периферийного участка большей полки швеллера. На участке заготовки для большей полки швеллера при формообразовании ко- рытного профиля его боковую стенку искривляют по дуге, а полку сопрягают с искривленной боковой стенкой по касательной. Затем после формообразования ступенчатой стенки профиля одновременно подгибают меньшую полку швеллера и выпрямляют искривленный участок заготовки, образуя большую полку профиля. На последних переходах осуществляют встречную подгибку полок швеллера, размещая их кромки в плоскости, параллельной плоскости профилирования. Способ исключает поперечный прогиб большей полки швеллера, смятие поверхности и позволяет расширить сортамент профилей. 1 ил. I (S с
I переход
-
И-Ш
W-TI я
/
| Способ изготовления гнутых неравнополочных швеллеров со ступенчатой стенкой | 1985 |
|
SU1278058A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
