Изобретение относится к области станкостроения, к технологии машиностроения и касается конструкций устройств для абразивной обработки фасонных, сложнопрофильных и малого диаметра отверстий.
Известна конструкция абразивного инструмента для полирования и шлифования фасонных отверстий, содержащего корпус, в котором расположен шток с шаровым шарниром, на котором установлен торцовый рабочий элемент для обработки сферических поверхностей, снабженный механизмом регулирования его положения, выполненным в виде установленного на штоке дополнительного шарового шарнира с расположенной на нем с возможностью поворота шайбой, подпружиненной относительно рабочего элемента и установленной с возможностью воздействия с регулируемым упором, расположенным в корпусе [1].
Недостаток известного устройства - невозможность обработать с высоким качеством сложнопрофильные отверстия и отверстия малого диаметра.
Известен шлифовальный круг, выполненный в виде кольцеобразного корпуса с закрепленным на нем абразивным слоем, при этом корпус представляет собой цилиндрическую пружину сжатия и витки пружины снабжены элементом фиксации их в сомкнутом положении [2].
Недостатками известного инструмента являются ограниченность применения, а именно только для обработки отверстий некруглой формы, минимальная площадь контакта инструмента с заготовкой, не позволяющая интенсифицировать режимы обработки, и сложность реализации, требующая специального оборудования.
Задачей изобретения является повышение качества, производительности и точности обработки сложнопрофильных и фасонных отверстий и отверстий малого диаметра за счет использования гибкого упругого проволочно-абразивного инструмента и вращения его относительно собственной продольной оси, увеличивающее стойкость инструмента, скорость резания и расширяющее технологические возможности.
Поставленная задача решается с помощью предлагаемого устройства для шлифования и полирования сложнопрофильных и фасонных отверстий, содержащего проволочно-абразивный инструмент, причем оно снабжено индивидуальным приводом вращения инструмента и приводом его поворота на угол α между продольной осью инструмента и осью обрабатываемого отверстия, при этом инструмент выполнен в виде цилиндра.
При этом устройство снабжено основанием, установленным с возможностью осуществления продольной и поперечной подачи, на котором размещены приводы вращения и поворота инструмента.
Кроме того, при обработке глухих отверстий с внутренней вогнутой сферической поверхностью оно снабжено натяжным тросиком с приводом его натяжения и шарниром, установленным на свободном конце инструмента и предназначенным для крепления натяжного тросика.
При этом при обработке глухих отверстий с внутренней выпуклой сферической поверхностью оно снабжено шарниром, установленным на свободном конце инструмента, упором, контактирующим с шарниром, и приводом выдвижения упора.
Сущность устройства поясняется чертежами.
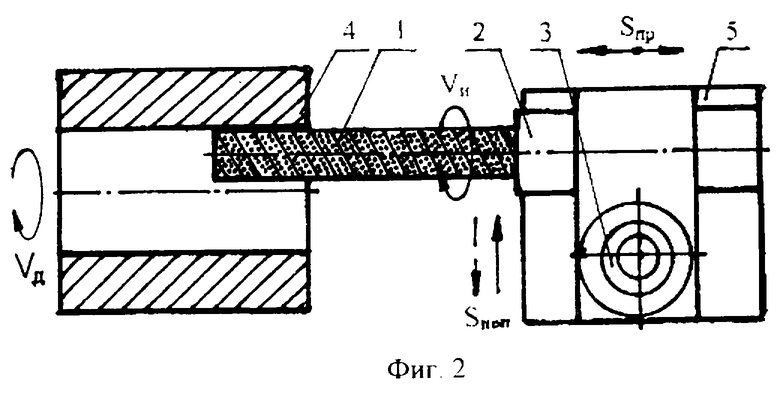
На фиг.1 приведена схема обработки предлагаемым устройством цилиндрического отверстия малого диаметра в режиме чернового шлифования при снятии больших припусков (α=mах); на фиг.2 - схема обработки цилиндрического отверстия малого диаметра в режиме чистового шлифования, полирования и выхаживания (α=0); на фиг.3 - схема обработки фасонного шестигранного призматического отверстия (без вращения изделия); на фиг.4 - разрез А-А на фиг.3; на фиг.5 - схема обработки сложнопрофильного сквозного отверстия; на фиг.6 - схема обработки глухого отверстия с внутренней вогнутой сферической поверхностью; на фиг.7 - схема обработки глухого отверстия с выпуклой наружной сферической поверхностью.
Предлагаемое устройство служит для шлифования и полирования сложнопрофильных и фасонных отверстий, также отверстий малого диаметра и содержит проволочно-абразивный инструмент 1, который выполнен в виде цилиндра и представляет собой гибкое упругое тело (из одной или нескольких сплетенных между собой проволок) с нанесенными известными способами абразивно-алмазными зернами.
Гибкий абразивно-алмазный инструмент 1 снабжен индивидуальным приводом вращения 2 и приводом поворота 3 на угол α между продольной осью инструмента 1 и осью обрабатываемого отверстия изделия 4.
Устройство содержит основание 5, на котором расположены привод вращения 2 и привод поворота 3 инструмента 1. Для обработки цилиндрического отверстия в изделии 4 его необходимо вращать, а основанию 5 необходимо сообщать продольную Sпp и поперечную Sпoп подачи. Устройство может быть установлено, например, на суппорте токарного станка или на другом станке, имеющем подобные движения.
Используя упругие свойства абразивно-алмазного инструмента 1, и с целью увеличения эффективности абразивной черновой обработки его устанавливают под максимально возможным углом α к оси обрабатываемой детали. Максимальный угол установки инструмента 1 зависит от диаметра обрабатываемого отверстия изделия 4, его длины и диаметра инструмента.
При этом длина инструмента выбирается такой, чтобы обработалась вся длина отверстия детали.
По мере снятия чернового припуска переходят к получистовой обработке путем уменьшения угла α наклона оси инструмента относительно оси отверстия. Уменьшение угла наклона инструмента производится приводом поворота 3. В современных условиях это легко автоматизируется с помощью компьютера, подключенного к средствам активного контроля обрабатываемого отверстия и шаговых двигателей, вмонтированных в привод поворота.
Чистовую обработку и выхаживание (обработка без подачи врезания Sпoп) производят при нулевом угле наклона инструмента, т.е. при параллельных осях (см. фиг.2), добиваясь минимальной шероховатости и высокой геометрической точности.
Устройство позволяет вести обработку фасонного, например шестигранного, призматического отверстия 6 при остановленном, не вращающемся изделии (фиг.3-4). Сложная эквидистанта 7 траектории движения оси инструмента задается путем сочетания двух подач Sпp и Sпoп.
Устройство с описанным выше инструментом позволяет обрабатывать сложнопрофильные сквозные отверстия (см. фиг.5) с выпуклой и вогнутой образующей 8 в продольном сечении. Свободный конец гибкого упругого абразивно-алмазного инструмента занимает положение согласно предварительно обработанному профилю в продольном сечении и угловому положению, занимаемому инструментом по отношению к оси вращения обрабатываемого изделия.
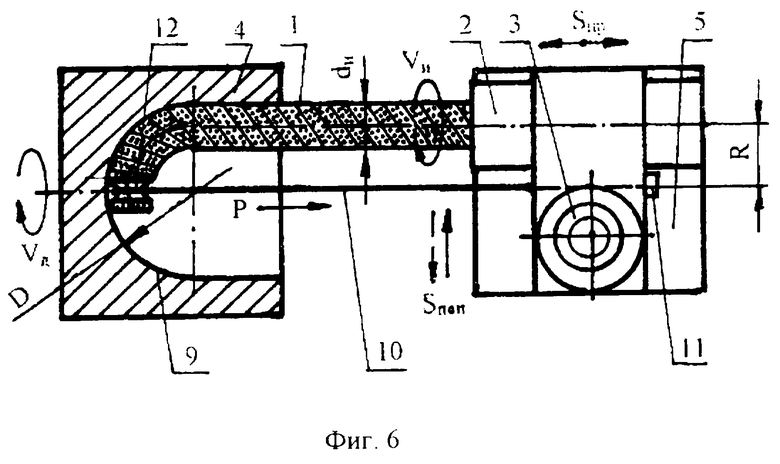
Предлагаемым устройством можно вести обработку глухих отверстий с внутренней вогнутой сферической поверхностью 9 (см. фиг.6), при этом устройство дополнительно содержит натяжной тросик 10, привод его натяжения 11 и шарнир 12 на свободном конце инструмента для крепления натяжного тросика 10. Привод натяжения 11 тросика 10 расположен на расстоянии R от оси инструмента, равном
R=(D-dи)/2,
где D - диаметр обрабатываемой сферической поверхности;
dи - диаметр гибкого абразивно-алмазного инструмента.
Шарниром 12, служащим для подвижного соединения тросика 10 с инструментом 1, может быть либо бронзовая втулка - подшипник скольжения, либо подшипник качения в зависимости от размеров инструмента. Натянутый с усилием Р тросик 10 облегчает прогибаться гибкому вращающемуся относительно собственной продольной оси инструменту и занимать свое положение в вогнутой сферической поверхности. Приводом натяжения 11 служит червячная пара (не показана), т.к. червячная передача - самотормозящаяся и компактная, поэтому при вращении вручную червяка тросик накручивается на барабан, являющийся ступицей червячного колеса.
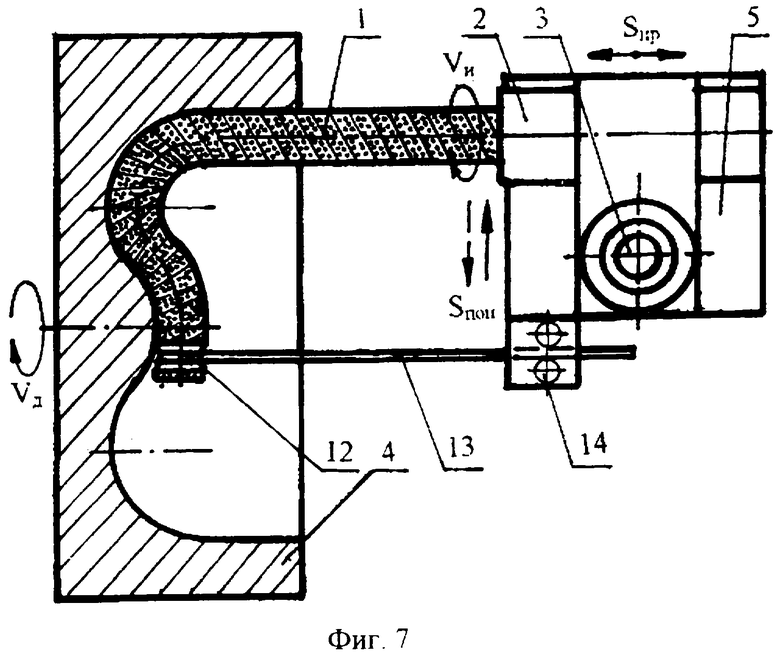
С помощью предлагаемого устройства обрабатывают выпуклые наружные сферические поверхности (см. фиг.7). Для этого устройство дополнительно содержит упор 13 типа рейки, контактирующий с шарниром 12, установленным на свободном конце инструмента 1, и привод выдвижения упора 14.
Преимущества предлагаемого устройства: большая универсальность и широкие технологические возможности, заключающиеся в обработке фасонных, сложнопрофильных и малого диаметра отверстий, повышается точность, эффективность и производительность обработки в 3-4 раза, чем при обычном шлифовании, а удельное тепловыделение в 2-3 раза меньше. Такие показатели процесса получены благодаря уменьшению площади контакта, а также силы внешнего трения по обрабатываемой поверхности. Стружка отводится из зоны резания в результате бегущего контакта инструмента с заготовкой и встречного вращения инструмента. Интенсивность адгезионного и диффузионного износа абразива снижается вследствие кратковременного контакта инструмента с заготовкой и эффективного охлаждения. Повышение удельного давления за счет угла наклона и упругости инструмента позволяет более полно использовать возможности абразивной обработки.
Источники информации
1. Авт.св. № 994240, МКИ B 24 D 13/20, B 24 D 17/00, 1983.
2. Авт.св. № 960002, кл. B 24 D 5/06, 1982.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ ОТВЕРСТИЙ | 2002 |
|
RU2237567C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ВОЛНОВОДОВ | 2012 |
|
RU2534656C2 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ ВИНТОВ | 2002 |
|
RU2228240C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ПРУЖИННЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2325258C2 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ ПРУЖИННЫМ ИНСТРУМЕНТОМ | 2006 |
|
RU2318647C1 |
| СПОСОБ ПРОДОЛЬНО-ПОПЕРЕЧНОГО ПОЛИРОВАНИЯ ЛЕПЕСТКОВЫМ АБРАЗИВНЫМ ИНСТРУМЕНТОМ | 2003 |
|
RU2239535C1 |
| УСТРОЙСТВО ДЛЯ ОСЦИЛЛИРУЮЩЕГО ШЛИФОХОНИНГОВАНИЯ ОТВЕРСТИЙ | 2004 |
|
RU2263017C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИГЛО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2003 |
|
RU2233737C1 |
| СБОРНЫЙ ЛЕПЕСТКОВЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ПРОДОЛЬНО-ПОПЕРЕЧНОГО ПОЛИРОВАНИЯ | 2003 |
|
RU2239541C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО ШЛИФОХОНИНГОВАНИЯ ОТВЕРСТИЙ | 2004 |
|
RU2266804C1 |



Изобретение относится к области станкостроения и может быть использовано при абразивной обработке фасонных, сложнопрофильных и малого диаметра отверстий. Устройство содержит проволочно-абразивный инструмент и снабжено индивидуальным приводом вращения инструмента и приводом его поворота на угол α между продольной осью инструмента и осью обрабатываемого отверстия. При этом инструмент выполнен в виде цилиндра. Использование изобретения повышает качество, производительность и точность обработки, позволяет увеличить стойкость инструмента и расширить технологические возможности. 3 з.п.ф-лы, 7 ил.

| Шлифовальный круг | 1980 |
|
SU960002A1 |
| Способ изготовления абразивного инструмента | 1983 |
|
SU1076274A2 |
| Устройство для обработки отверстий колеблющейся проволокой-инструментом | 1976 |
|
SU569437A1 |
| JP 61182772 А, 15.08.1986. | |||

