Фиг. /
Изобретение относится к машинострое- ию и может быть использовано для удер- , контроля и сортировки деталей. Целью изобретения является расширение функциональных возможностей за счет совмещения захвата деталей с сортировкой по диаметру отверстия в них.
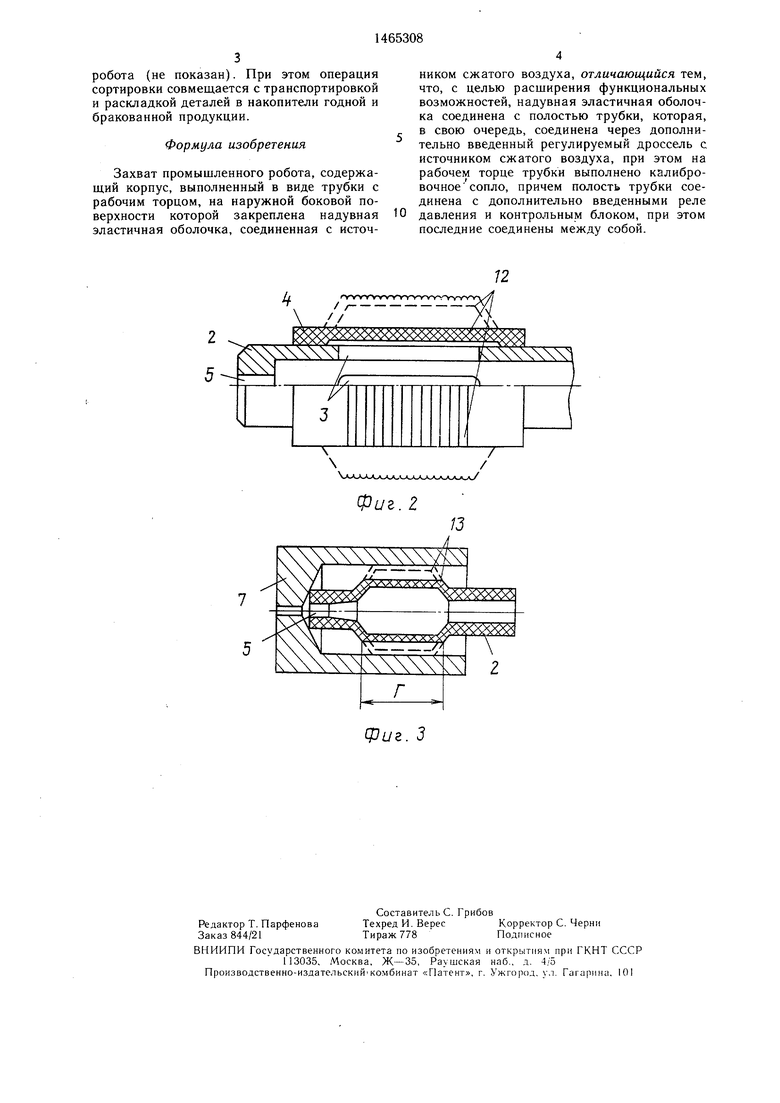
На фиг. 1 изображен захват промыш- leHHoro робота, общий вид; на фиг. 2 - зах- 5ат с эластичной оболочкой, выполненной )ифленой, общий вид; на фиг. 3 - вариант выполнения корпуса захвата заодно целое с
оболочкой.
Захват промышленного робота содержит установленный на державке 1 корпус 2, выполненный в виде трубки с отверстиями 3 и надувной эластичной оболочкой 4, закрепленной на наружной боковой поверхности корпуса, например, клеем. На рабочем торце трубки на ее оси выполнено калиброванное |сопло 5, определяющее расход воздуха через трубку. Трубка посредством регулируемого 1дросселя 6 подсоединена к стабилизиро- 1ванному источнику сжатого воздуха (не по- казан). Оболочка 4 обеспечивает захват и |удержание детали 7 и одновременно герметизацию полости А детали. Диаметр калиб- 1рованного сопла должен быть больше диа- I метра измеряемого отверстия Б детали, но меньше внутреннего диаметра В трубки. К полости 8 трубки посредством трубопровода 9 подсоединены реле 10 давления с элeктpИJ ческим выходным сигналом и контрольный блок 11 (например, пневмоэлектроконтакт- ный мембранный датчик), причем блок 11 и реле 10 давления соединены между собой. Это обеспечивает контроль отверстия детали по принципу зависимости его диаметра от величины давления сжатого воздуха в полости 8 трубки. При этом реле давления определяет минимально допустимый уровень давления воздуха, при котором обеспечивается захват детали, герметизация полости А и обеспечивается включение контрольного блока, осуществляющего сортировку деталей по диаметру отверстия на годные и бракованные.
Наружная поверхность эластичной оболочки (фиг. 2) может быть выполнена рифленой, например, с мелкими, концентричными кольцевыми канавками 12. Этим обеспечивается более надежный захват детали 7 за счет повышения силы трения между поверхностью детали и эластичной оболочкой. Кроме того, этим достигается более надежная герметизация полости А за счет образования лабиринтного уплотнения между неровностями поверхности детали и рифленой поверхности эластичной оболочки Возможный вариант выполнения корпуса 2 приведен на фиг. 3. Корпус выполнен в виде полого упругого элемента с более жесткими крайними частями и менее жесткой средней цилиндрической частью Г, что достигается утоньшением стенок 13 по всему
периметру. При этом величина средней части и толщина ее стенок должны быть соизмеримы с размерами эластичной оболочки. На выходе упругого элемента имеет- ся калиброванное сопло. Это позволяет изготавливать корпус из одного материала, что исключает необходимость выполнения пазов и установки эластичного элемента, упрощая, таким образом, конструкцию корпуса. Крепление захвата к руке робота осуще- ствляется посредством державки 1.
Захват работает следующим образом. Захват, жестко соединенный с рукой робота, вводится в полость А детали 7 до упора в ее торец. Сжатый воздух от ста- 5 билизированного источника подается через регулируемый дроссель б в полость 8 корпуса 2. Посредством дросселя 6 осуществляется настройка на рабочее давление воздуха и других параметров, обеспечивающих контроль отверстия Б. Через отверстия 3 0 сжатый воздух поступает под эластичную оболочку 4, которая под его воздействием раздувается. Достигнув стенок детали 7, эластичная оболочка 4 контактирует с поверхностью детали и захватывает ее (покае зано пунктиром на фиг. 1-3). Одновременно происходит герметизация полости А. При этом кольцевые канавки 12 расходятся, увеличиваются в размере и сцепляются с неровностями (выступами и впадинами) поверхности детали 7, повышая тем самым 0 надежность захвата и герметизации. Если корпус 2 выполнен в виде полого упругого элемента (фиг. 3), то при подаче сжатого воздуха раздувается и контактирует с деталью 7 его средняя часть Г, имеющая утонь- ченные стенки. Когда давление сжатого воз- 35 духа в полости 8 достигает необходимого уровня, оно через трубопровод 9 вызывает срабатывание реле 10 давления, что подтверждает захват детали и герметизацию полости А посредством эластичной оболочки 4, при этом реле 0 одновременно дает разрешающий сигнал в электрическую схему контрольного блока 11 о снятии блокировки и начале контроля и сортировки детали 7 по диаметру отверстия Б. Так как диаметр калиброванного сопла 5 и внутрен- 45 НИИ диаметр В трубки гарантированно больше диаметра контролируемого отверстия Б, то величина давления сжатого воздуха в полости 8 зависит только от диаметра отверстия Б, через которое сжатый воздух выходит в атмосферу. При уменьшенном диа- 50 метре отверстия Б по сравнению с эталонным давление будет возрастать, при увеличенном диаметре -- уменьшаться. Эти изменения давления передаются посредством трубопровода 9 в контрольный блок 11, предварительно настроенный по эталон- 55 ным деталям. После поступления разрешающего сигнала от реле 10 давления контрольный блок 11 выдает соответствующий сигнал в блок управления промышленного
робота (не показан). При этом операция сортировки совмещается с транспортировкой и раскладкой деталей в накопители годной и бракованной продукции.
Формула изобретения
Захват промышленного робота, содержащий корпус, выполненный в виде трубки с рабочим торцом, на наружной боковой поверхности которой закреплена надувная эластичная оболочка, соединенная с источником сжатого воздуха, отличающийся тем, что, с целью расширения функциональных возможностей, надувная эластичная оболочка соединена с полостью трубки, которая, в свою очередь, соединена через дополнительно введенный регулируемый дроссель с источником сжатого воздуха, при этом на рабочем торце трубки выполнено калибровочное сопло, причем полость трубки соединена с дополнительно введенными реле давления и контрольным блоком, при этом последние соединены между собой.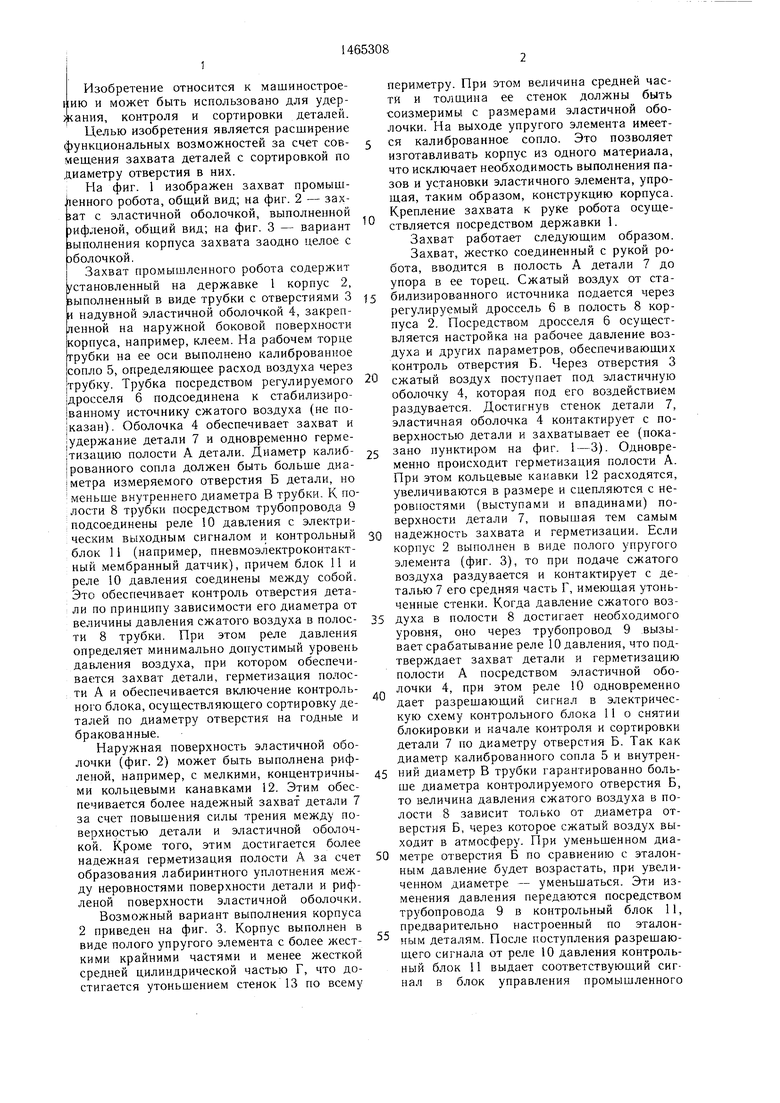
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАХВАТ ПРОМЫШЛЕННОГО РОБОТА | 1998 |
|
RU2141396C1 |
| ЗАХВАТ ПРОМЫШЛЕННОГО РОБОТА | 2002 |
|
RU2228258C2 |
| Пневматический захват | 1989 |
|
SU1785893A1 |
| Захват | 1989 |
|
SU1673435A1 |
| Схват манипулятора | 1989 |
|
SU1689068A1 |
| Захват манипулятора | 1991 |
|
SU1815220A1 |
| ОЧУВСТВЛЕННЫЙ ВАКУУМНЫЙ ЗАХВАТ | 2005 |
|
RU2283751C1 |
| Пневматический захват | 1986 |
|
SU1430263A1 |
| УСТРОЙСТВО НАДУВНОЙ ПАССИВНОЙ СИСТЕМЫ ТОРМОЖЕНИЯ ПОСЛЕДНЕЙ СТУПЕНИ РАКЕТЫ-НОСИТЕЛЯ | 2000 |
|
RU2199474C2 |
| Схват | 1983 |
|
SU1166987A1 |
Изобретение относится к машиностроению и может быть использовано для удержания, контроля и сортировки деталей. Целью изобретения является расширение функциональных возможностей за счет обеспечения удержания деталей и их сортировки по диаметру отверстий в деталях. Для этого в корпусе 2 выполнено калибровочное сопло 5. Надувная эластичная оболочка 4 закреплена на боковой поверхности корпуса 2 и соединена с полостью 8. Сжатый воздух от источника через регулируемый дроссель 6 подается в полость 8. Оболочка 4 раздувается и зажимает деталь 7, герметизируя полость А. Сжатый воздух стравливается через сопло 5 и отверстие Б, выполненное в детали 7, в атмосферу. В зависимости от диаметра отверстия Б в полости 8 устанавливается определенное давление, которое сравнивается с эта.тонным в блоке 11, Блок 11 включается по сигналу рате 10 давления, которое, как и блок 11, подключено трубопроводом 9 к полости 8 корпуса. 3 ил. JO
II I -т tr 1
72
,
|р% 5г% ХХХХХХ356$ ХХ д55 6
f
JU
V
5
Фиг. г
фиг. 3
| Захват промышленного робота | 1979 |
|
SU831610A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
