Изобретение относится к машиностроению, в частности к очувствленным вакуумным захватам с автоматическим управлением, и может быть использовано для поиска и захвата плоских изделий.
Известно вакуумное захватное устройство, содержащее присоску, полость которой сообщена с вакуумным каналом эжектора, регулятор давления в подводящей системе, распределительный клапан, сопряженный с эжектором соединительными трубопроводами (Авт. свид. СССР №624860, кл. В 66 С 1/02, 1978 г.). Данное устройство обеспечивает простоту конструкции захвата, простое регулирование величины вакуума в присоске.
Однако в вышеуказанном устройстве не обеспечивается возможность контроля удержания изделия при его захвате и транспортировке из-за отсутствия в конструкции каких-либо соответствующих контрольных устройств.
Известно вакуумное захватное устройство, содержащее присоску, соединенную с источником вакуума и датчиком наличия детали, чувствительный элемент которого выполнен в виде сильфона, связанного с рычагом, установленным с возможностью воздействия на контакты, подключенные к системе управления (Промышленные роботы / Под ред. Л.С.Ямпольского. - К.: Технiка, 1984, с.233, рис.11.2).
Данное вакуумное захватное устройство обеспечивает контроль наличия детали в присоске и выдачу соответствующего сигнала в систему управления. Однако используемый в конструкции устройства датчик наличия детали неудобен в эксплуатации из-за его сложности, больших габаритных размеров и, кроме того, он требует точной настройки из-за сложной связи чувствительного элемента с контактами. При этом датчик позволяет определить наличие детали только непосредственно в присоске.
Наиболее близким техническим решением является вакуумный захват (Авт. свид. СССР №1344598, кл. В 25 J 15/06, В 66 С 1/С2, 1987 г.), содержащий рабочую присоску, в корпусе которой имеется полость, соединенная с вакуумным каналом эжектора и с датчиком наличия детали, выполненным в виде камеры, разделенной мембраной на две полости, в каждой из которых имеется входное отверстие и расположены контакты, связанные с системой управления и имеющие возможность взаимодействия с мембраной, причем входное отверстие полости с замыкающими контактами соединено с вакуумным каналом эжектора, питающее сопло которого подключено к источнику давления через последовательно соединенные пневмоклапан и регулятор давления.
Здесь повышается надежность вакуумного захвата. Этот результат достигается за счет автоматического контроля удержания детали присоской, который обеспечивается конструктивно простым, не требующим специальной настройки датчиком наличия детали, связанным с системой управления. Кроме того, за счет автоматической регулировки питания эжектора сжатым воздухом посредством регулятора давления обеспечивается требуемый для надежной работы захвата уровень вакуума в присоске. Однако технологические возможности такого устройства ограничиваются только захватом детали, расположенной точно под присоской, и исключает возможность контроля наличия детали на позиции загрузки и ее положения относительно присоски. При этом встраивание дополнительного датчика во внутрь присоски может привести к нарушению ее функционирования, а контрольное устройство, смонтированное снаружи присоски, сделает захват громоздким, неудобным в эксплуатации. Кроме того, данное устройство не может обеспечить захват детали с отверстием, например, типа кольца, так как в этом случае присоска оказывается сообщенной с атмосферой.
В целом все выше указанное существенно ограничивает технологические возможности вакуумного захвата.
Технический результат изобретения заключается в расширении технологических возможностей за счет автоматического контроля наличия детали на позиции загрузки и определения ее положения относительно присоски, а также за счет возможности захвата детали с отверстием.
Указанный технический результат достигается тем, что известный вакуумный захват, содержащий корпус с рабочей присоской, полость которой соединена с вакуумным каналом эжектора и с датчиком наличия детали, выполненным в виде камеры, разделенной мембраной на две полости, в каждой из которых имеется входное отверстие и расположены контакты, связанные с системой управления и имеющие возможность взаимодействия с мембраной, причем входное отверстие полости с замыкающими контактами с вакуумным каналом эжектора, питающее сопло которого подключено к источнику давления через последовательно соединенные пневмоклапан и регулятор давления, согласно изобретению снабжен элементом очувствления в виде кольцевого пневматического датчика индикации положения детали, образованного корпусом рабочей присоски и приемной трубкой, размещенной соосно рабочей присоске в ее полости, при этом один конец приемной трубки закреплен в корпусе с возможностью подключения ее канала к датчику наличия детали и вакуумному каналу эжектора, второй конец приемной трубки снабжен дополнительной присоской, торец которой расположен в одной плоскости с торцем рабочей присоски, канал приемной трубки со стороны ее незакрепленного конца сообщен с атмосферой, а наружная поверхность дополнительной присоски образует с внутренней поверхностью рабочей присоски кольцевое сопло пневматического датчика индикации положения детали, через которое полость рабочей присоски сообщена с атмосферой, при этом она одновременно подключена к вакуумному каналу эжектора через нормально закрытый вход трехлинейного пневмораспределителя, а через его нормально открытый вход и дополнительный регулятор давления - к источнику давления, причем канал приемной трубки соединен с четырехлинейным пневмораспределителем с возможностью подключения через его первую линию к входному отверстию полости с размыкающими контактами датчика наличия детали, а также через его вторую линию и дополнительный пневмоклапан - к вакуумному каналу эжектора.
Отличием заявляемого очувствленного вакуумного захвата является его конструктивное исполнение, при котором он снабжен элементом очувствления в виде кольцевого пневматического датчика индикации положения детали, образованного корпусом с рабочей присоской и приемной трубкой, размещенной соосно рабочей присоске в ее полости, при этом один конец приемной трубки закреплен в корпусе с возможностью подключения ее канала к датчику наличия детали, канал приемной трубки со стороны ее незакрепленного конца сообщен с атмосферой, а наружная поверхность дополнительной присоски образует с внутренней поверхностью рабочей присоски кольцевое сопло пневматического датчика, индикации положения детали, через которое полость рабочей присоски сообщена с атмосферой, при этом она подключена через нормально открытый вход трехлинейного пневмораспределителя и дополнительный регулятор давления к источнику давления, причем канал приемной трубки соединен с четырехлинейным пневмораспределитем с возможностью подключения через его первую линию к входному отверстия полости с размыкающими контактами датчика наличия детали, позволяет автоматически контролировать на определенном расстоянии наличие детали на позиции загрузки без какого-либо контакта между датчиком и деталью и получать при этом сигнал, который передается через датчик наличия детали в систему управления. Кроме того, такое конструктивное исполнение позволяет при необходимости осуществлять поиск детали в зоне загрузки и по сигналу от датчика изменять положение захвата, чтобы обеспечить совпадение положений присоски и детали для надежного захвата последней.
Одновременное подключение полости рабочей присоски к источнику давления и к вакуумному каналу эжектора через нормально закрытый вход трехлинейного пневмораспределителя позволяет после завершения индикации положения детали использовать ее для захвата, т.е. по прямому назначению. Снабжение второго конца приемной трубки дополнительной присоской, при этом торцы присосок расположены в одной плоскости, причем канал приемной трубки соединен через вторую линию четырехлинейного пневмораспределителя и дополнительный пневмоклапан с вакуумным каналом эжектора, позволяет подключать дополнительную присоску к источнику вакуума по отдельной линии и таким образом использовать ее для захвата детали одновременно с рабочей присоской и тем самым повышать надежность захвата в целом, а в отключенном состоянии обеспечивать кольцевую форму площади захвата рабочей присоски, необходимую для захвата деталей, имеющих отверстие.
Сущность предлагаемого изобретения поясняется чертежом конструкции очувствленного вакуумного захвата и графиком, иллюстрирующим работу кольцевого пневматического датчика индикации положения детали.
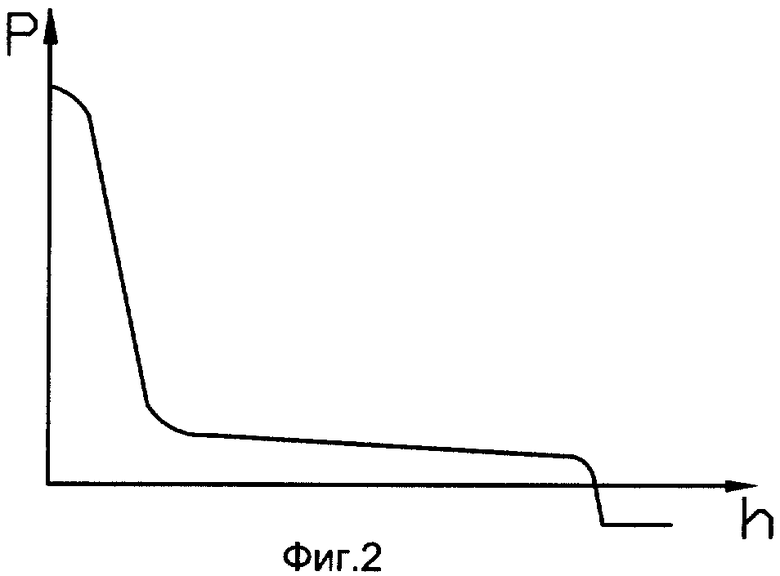
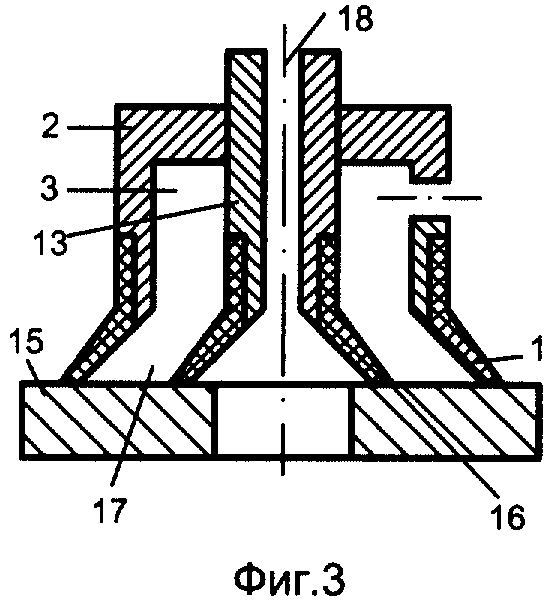
На фиг.1 показана конструкция очувствленного вакуумного захвата, общий вид в разрезе, со схемой подключения элементов конструкции к источнику вакуума и источнику сжатого воздуха; на фиг.2 - график, иллюстрирующий работу кольцевого пневматического датчика индикации положения детали; на фиг.3 - схема захвата детали с отверстием.
Очувствленный вакуумный захват (фиг.1) содержит рабочую присоску 1, закрепленную на корпусе 2, полость 3 которой подключена через нормально закрытый вход 4 трехлинейного пневмораспределителя 5 к вакуумному каналу 6 эжектора 7, питающее сопло 8 которого подключено к источнику пневматического давления (не показан) через нормально закрытый пневмоклапан 9 и регулятор давления 10. Одновременно полость 3 через нормально открытый вход 11 трехлинейного пневмораспределителя 5 и дополнительный регулятор давления 12 подключено к источнику пневматического давления. Корпус 2 и рабочая присоска 1 совместно с приемной трубкой 13, размещенной соосно рабочей присоске 1 в полости 3, образуют кольцевой пневматический датчик 14 (показан пунктиром) индикации положения детали 15. (см. кн. Л.А.Залманзон. Аэрогидродинамические методы измерения входных параметров автоматических систем. - М.: Наука, 1973. - С.221-222, рис.6.5). При этом один конец приемной трубки 13 герметично закреплен в корпусе 2, а на втором ее конце установлена дополнительная присоска 16. Наружная поверхность дополнительной присоски 16 образует с внутренней поверхностью рабочей присоски 1 кольцевое сопло 17 пневматического датчика 14 индикации положения детали, через которое полость 3 сообщена с атмосферой, что позволяет сжатому воздуху выходить в виде кольцевой струи А (показана пунктиром). Канал 18 приемной трубки 13 со стороны ее незакрепленного конца с дополнительной присоской 16 сообщен с атмосферой, а со стороны закрепленного конца подключен через первую линию 19 четырехлинейного пневмораспределителя 20 к входному отверстию 21 датчика 22 наличия детали, камера 23 которого разделена чувствительным элементом в виде мембраны 24 на две герметичные полости Б и В. В полости Б с входным отверстием 21 расположены размыкающие контакты 25, а в полости В с входным отверстием 26, через которое она подключена к вакуумному каналу 6, расположены замыкающие контакты 27, имеющие возможность срабатывать от соответствующего прогиба мембраны 24 и выдавать сигнал в систему управления (не показана). Такая конструкция устройства позволяет выполнять две функции: первая - кольцевого пневматического датчика индикации положения детали, работа которого иллюстрируется графиком зависимости выходного давления (сигнала) Р от расстояния h между торцем кольцевого сопла 17 и деталью 15 (фиг.2), и вторая - непосредственно вакуумного захвата. При этом датчик 22 наличия детали также выполняет две функции: преобразователя пневматического сигнала от кольцевого датчика 14 в электрический, а также непосредственно датчика наличия детали в рабочей присоске 1. Дополнительная присоска 16 установлена и закреплена на приемной трубке 13 так, что ее торец расположен в одной плоскости с торцем рабочей присоски 1. Причем канал 18 приемной трубки 13 подключен через вторую линию 28 четырехлинейного пневмораспределителя 20 и дополнительный нормально открытый пневмоклапан 29 к вакуумному каналу 6 эжектора 7. Третья линия 30 и четвертая линия 31 четырехлинейного пневмораспределителя 20 служат для сообщения с атмосферой соответственно полости Б и полости В, что необходимо при выполнении датчиком 22 наличия детали различных функций. Все устройства конструкции подключены друг к другу посредством соединительных трубопроводов 32. Это обеспечивает использование для захвата детали 15 одновременно рабочей присоски 1 и дополнительной присоски 16. Кроме того, это позволяет в отключенном от вакуума состоянии использовать дополнительную присоску 16 как ограничительную и уплотняющую вставку, обеспечивающую рабочей присоске 1 кольцевую площадь захвата, что необходимо для захвата детали 15 с отверстием соосным присоскам (фиг.3).
Очувствленный вакуумный захват работает следующим образом.
Для определения наличия детали 15 на загрузочной позиции устройство выполняет функцию кольцевого пневматического датчика 14 индикации положения детали. Требуемое для его работы давление сжатого воздуха устанавливается дополнительным регулятором давления 12 и через нормально открытый вход 11 трехлинейного пневмораспределителя 5 подается в полость 3 и далее через кольцевое сопло 17 выходит в атмосферу. Если деталь 15 на позиции загрузки отсутствует или смещена относительно рабочей присоски 1, то свободный выход струи А создает перед каналом 18 приемной трубки 13 разрежение (фиг.2) и пневматический сигнал на выходе кольцевого датчика 14 будет отсутствовать. В этом случае система управления промышленного робота (не показано) выдает команду на поиск детали 15. Рука робота посредством закрепленного в ней корпуса 2 производит сканирующее (поисковое) перемещение кольцевого сопла 17 до тех пор, пока деталь 15 не перекроет струю А (фиг.1 и 2). В этом случае давление перед каналом 18 приемной трубки 13 возрастет, что вызовет появление пневматического сигнала Р на выходе кольцевого датчика 14, который через первую линию 19 четырехлинейного пневмораспределителя 20 и входное отверстие 21 поступит в полость Б камеры 23 датчика 22 наличия детали, полость В которого через четвертую линию 31 и трубопроводы 32 сообщена с атмосферой. При этом мембрана 24 прогнется, разомкнет контакты 25 и замкнет контакты 27, которые выдадут электрический сигнал в систему управления о наличии детали 15 на позиции загрузки в требуемом положении. Если все детали 15 находятся на позиции загрузки только в требуемом положении, то кольцевой пневматический датчик 14 будет выдавать сигналы, соответствующие их наличию или отсутствию (когда они закончатся) перед операцией захвата аналогично описанному выше. После поступления сигнала о требуемом положении детали 15 на позиции загрузки система управления переключит трехлинейный пневмораспределитель 5, что обеспечит отключение полости 3 от источника сжатого воздуха и ее соединение через нормально закрытый вход 4 с вакуумным каналом 6 эжектора 7. Одновременно система управления переключит четырехлинейный пневмораспределитель 20, что вызовет отключение канала 18 приемной трубки 13 от входного отверстия 21 датчика 22 наличия детали и подключения канала 18, а следовательно, и дополнительной присоски 16, через его вторую линию 28 к вакуумному каналу 6 эжектора 7. При этом полость Б датчика 22 наличия детали через третью линию 30 четырехлинейного пневмораспределителя 20 окажется сообщенной с атмосферой, и мембрана 24 под действием упругих сил вернется в исходное состояние, разомкнув контакты 27 и замкнув контакты 25, подав тем самым сигнал о готовности устройства к выполнению операции захвата детали 15. Система управления выдаст сигнал на опускание руки манипулятора и одновременно переключит пневмоклапан 9 в нормально открытое состояние, тем самым подключит питающее сопло 8 эжектора 7 через регулятор давления 10 к источнику давления (не показан), что вызовет появление разрежения (вакуума) заданной величины в вакуумном канале 6, а следовательно, и в подключенных к нему посредством трубопроводов 32 полости 3 рабочей присоски 1, в канале 18 приемной трубки 13 с дополнительной присоской 16, в полости В датчика 22 наличия детали, соединенной с вакуумным каналом 6 через входное отверстие 26. Если при этом деталь 15 в присосках 1 и 16 отсутствует, то перепада давления между полостями Б и В нет, поэтому контакты 25 и 27 будут находиться в исходном состоянии. Если деталь 15 захвачена присосками 1 и 16, то в полости В датчика 22 наличия детали установится соответствующее разрежение, поэтому между полостями Б и В возникнет перепад давления, под действием которого мембрана 24 прогнется, разомкнув контакты 25 и замкнув контакты 27, выдав тем самым сигнал в систему управления о захвате и удержании детали 15. Если требуется осуществлять захват деталей 15, имеющих отверстие, то для этого необходимо дополнительную присоску 16 отсоединить от вакуумного канала 6 посредством переключения дополнительного пневмоклапана 29 в нормально закрытое состояние, причем полость Б датчика 22 наличия детали должна быть сообщена с атмосферой. В этом случае площадь захвата рабочей присоски 1 примет форму кольца, а дополнительная присоска 16 будет выполнять функцию уплотняющего элемента, что необходимо для работы с деталями, имеющими отверстие (фиг.3). Для ускоренной разгрузки устройства необходимо переключить пневмоклапан 9 в нормально закрытое состояние, при этом прекратится подача сжатого воздуха в эжектор 7, а следовательно, создание им разрежения в вакуумном канале 6, и одновременно переключить трехлинейный пневмораспределитель 5 для подачи сжатого воздуха через его нормально открытый вход 11 в полость 3 присоски 1. Импульс пневматического давления обеспечит ускоренную разгрузку детали 15. При отделении детали 15 от присосок 1 и 16 давление в полостях Б и В датчика 22 наличия детали сравняется, мембрана 24 вернется в исходное состояние, замкнув контакты 25 и разомкнув контакты 27, подав тем самым сигнал в систему управления о разгрузке.
Использование предлагаемого очувствленного вакуумного захвата по сравнению с существующими позволяет существенно расширить технологические возможности за счет того, что конструкция устройства снабжена элементом очувствления в виде кольцевого пневматического датчика индикации положения детали, конструктивно совмещенного с другими элементами устройства. Применение в конструкции широкопредельного датчика данного типа позволяет определять как наличие деталей на позиции загрузки, так и их положение относительно рабочей присоски, а также осуществлять целенаправленный поиск детали в зоне загрузки. При этом кольцевые пневматические датчики экономичны, т.к. могут работать на низком давлении. Применение приемной трубки, снабженной дополнительной присоской, для образования кольцевого датчика дополнительно расширяем технологические возможности устройства, т.к. позволяет использовать его для захвата деталей с отверстием. Кроме того, подключение полости рабочей присоски к источнику давления, обеспечивает работу как кольцевого пневматического датчика, так и возможность создания импульса давления обеспечивающего быструю разгрузку и укладку деталей, что важно для надежной работы вакуумных захватов, т.к. исключает возможность залипания деталей в присоске из-за остаточного вакуума.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумный захват | 1986 |
|
SU1344598A1 |
| Вакуумный захват | 1988 |
|
SU1705068A1 |
| ЗАХВАТ ПРОМЫШЛЕННОГО РОБОТА | 2002 |
|
RU2228258C2 |
| АВТОМАТИЗИРОВАННЫЙ СТЕНД ДЛЯ ИСПЫТАНИЯ ИЗДЕЛИЙ НА ГЕРМЕТИЧНОСТЬ | 2001 |
|
RU2194259C2 |
| ЗАХВАТ ПРОМЫШЛЕННОГО РОБОТА | 1998 |
|
RU2141396C1 |
| Пневмопривод подающего устройства | 1978 |
|
SU848775A1 |
| ЗАХВАТ МАНИПУЛЯТОРА | 2001 |
|
RU2207246C1 |
| АВТОМАТИЗИРОВАННЫЙ СТЕНД ДЛЯ ИСПЫТАНИЯ ИЗДЕЛИЙ НА ГЕРМЕТИЧНОСТЬ | 1998 |
|
RU2141634C1 |
| Вакуумный захват | 1988 |
|
SU1646859A1 |
| Струйный датчик путевого контроля | 1988 |
|
SU1627757A1 |
Изобретение относится к машиностроению и может быть использовано для поиска и захвата плоских изделий. Захват содержит рабочую присоску, полость которой соединена через пневмораспределитель с вакуумным каналом эжектора, подключенного к источнику давления через пневмоклапан и регулятор давления. Одновременно полость через пневмораспределитель и дополнительный регулятор давления подсоединена к источнику давления. Корпус и рабочая присоска совместно с приемной трубкой, размещенной в полости соосно рабочей присоске, образуют кольцевой пневматический датчик индикации положения детали. На незакрепленном конце приемной трубки установлена дополнительная присоска, наружная поверхность которой образует с внутренней поверхностью рабочей присоски кольцевое сопло. Канал приемной трубки сообщен с атмосферой и одновременно через пневмораспределитель подключен к полости с размыкающими контактами датчика наличия детали, а его полость с замыкающими контактами соединена с вакуумным каналом. Причем канал подключен через пневмораспределитель и дополнительный пневмоклапан к вакуумному каналу. Изобретение позволит расширить технологические возможности захвата и повысить надежность захвата. 3 ил.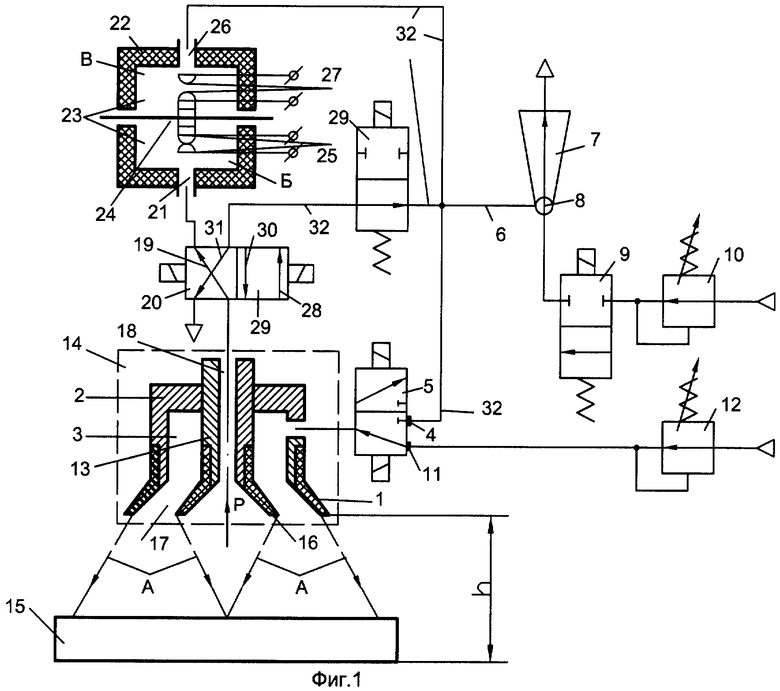
Очувствленный вакуумный захват, содержащий корпус с рабочей присоской, полость которой соединена с вакуумным каналом эжектора и с датчиком наличия детали, выполненным в виде камеры, разделенной мембраной на две полости, в каждой из которых имеется входное отверстие и расположены контакты, связанные с системой управления и имеющие возможность взаимодействия с мембраной, причем входное отверстие полости с замыкающими контактами соединено с вакуумным каналом эжектора, питающее сопло которого подключено к источнику давления через последовательно соединенные пневмоклапан и регулятор давления, отличающийся тем, что он снабжен элементом очувствления в виде кольцевого пневматического датчика индикации положения детали, образованного корпусом с рабочей присоской и приемной трубкой, размещенной соосно рабочей присоске в ее полости, при этом один конец приемной трубки закреплен в корпусе с возможностью подключения ее канала к датчику наличия детали и вакуумному каналу эжектора, второй конец приемной трубки снабжен дополнительной присоской, торец которой расположен в одной плоскости с торцем рабочей присоски, канал приемной трубки со стороны ее незакрепленного конца сообщен с атмосферой, а наружная поверхность дополнительной присоски образует с внутренней поверхностью рабочей присоски кольцевое сопло пневматического датчика индикации положения детали, через которое полость рабочей присоски сообщена с атмосферой, при этом она одновременно подключена к вакуумному каналу эжектора через нормально закрытый вход трехлинейного пневмораспределителя, а также через его нормально открытый вход и дополнительный регулятор давления - к источнику давления, причем канал приемной трубки соединен с четырехлинейным пневмораспределителем с возможностью подключения через его первую линию к входному отверстию полости с размыкающими контактами датчика наличия детали, а также через его вторую линию и дополнительный пневмоклапан - к вакуумному каналу эжектора.
| Вакуумный захват | 1986 |
|
SU1344598A1 |
| Вакуумный захват | 1988 |
|
SU1705068A1 |
| Вакуумное захватное устройство | 1990 |
|
SU1776558A1 |
| СПОСОБ ЛЕЧЕНИЯ ТРАКЦИОННОЙ ОТСЛОЙКИ СЕТЧАТКИ | 2002 |
|
RU2222298C2 |

