Изобретение относится к машиностроению и может быть использовано для удержания, контроля и сортировки деталей.
Известен захват промышленного робота, содержащий корпус, на наружной боковой поверхности которого закреплена надувная эластичная оболочка, соединенная с источником сжатого воздуха (Авт. свид. СССР, N 831610, кл. B 25 J 15/12, 1981).
Недостатком указанного захвата является отсутствие возможности осуществлять контроль и сортировку удерживаемых деталей.
Наиболее близким техническим решением является захват промышленного робота (Авт. свид. СССР N 1465308, кл. B 25 J 15/00, 15/12), содержащий корпус в виде трубки с полостью, соединяющей калиброванное сопло на рабочем торце трубки через регулируемый дроссель с источником сжатого воздуха, на наружной боковой поверхности трубки закреплена надувная эластичная оболочка, соединенная с ее полостью, к которой подключено реле давления, электрически связанное с контрольным блоком.
Здесь расширяются функциональные возможности за счет совмещения удержания деталей с их контролем и сортировкой по диаметру отверстия в деталях. Этот результат достигается за счет придания полости трубки двух функций: канала питания эластичной оболочки и измерительной камеры. Однако это приводит к снижению надежности удержания деталей, т.к. питание эластичной оболочки, которое определяет усилие удержания, требует постоянства и стабильности давления сжатого воздуха, а контрольно-сортировочные функции связаны со значительным колебанием измерительного давления. Кроме того близкое по величине давление будет действовать на оболочку в полости детали. При этом оно будет деформировать оболочку в сторону державки захвата, т.е. ухудшать условие удержания и одновременно будет действовать на внутренний торце детали как на поршень, стремясь сместить ее с оболочки. Технологические возможности захвата ограничиваются только деталями с коническим внутренним торцем и центральным отверстием, т. к. при плоском внутреннем торце и смещенном отверстии или некотором перекосе захвата возможно перекрытие калиброванного сопла и, следовательно, невозможность надежного контроля и сортировки.
Технический результат изобретения заключается в повышении надежности удержания и контроля деталей по диаметру отверстия, а также расширении технологических возможностей за счет отделения измерительного канала от пневматической линии питания эластичной оболочки и задания в последней более высокого стабильного давления, не зависящего от процесса контроля, возможности подбора любого по диаметру калиброванного сопла, возможности контролировать и сортировать детали с любым расположением отверстия и любой формой их внутреннего торца.
Указанный технический результат достигается тем, что известный захват промышленного робота, содержащий корпус в виде трубки с калиброванным соплом на рабочем торце, соединенным через полость трубки и регулируемый дроссель с источником сжатого воздуха, надувную эластичную оболочку, закрепленную на наружной боковой поверхности трубки и соединенную с ее полостью, подключенное к упомянутой полости реле давления и электрически связанный с ним контрольный блок, согласно изобретению, снабжен сменной втулкой, закрепленной на рабочем торце трубки, калиброванное сопло выполнено в сменной втулке для обеспечения возможности подбора его диаметра, а трубка выполнена с регулируемым упором и измерительным каналом, вход которого размещен на наружной поверхности трубки между рабочим торцом и эластичной оболочкой, а выход подключен к контрольному блоку.
Надувная эластичная оболочка может быть выполнена в виде набора полых торов, каждый из которых соединен с полостью трубки, последняя выполнена с расположенными на ее наружной боковой поверхности кольцевыми канавками, а полые торы закреплены в упомянутых кольцевых канавках соосно наружной боковой поверхности трубки.
Регулируемый упор выполнен в виде кольца с размещенным на нем датчиком положения, установленного на наружной боковой поверхности трубки между эластичной оболочкой и торцом трубки, противоположным рабочему, а датчик положения электрически связан с источником сжатого воздуха.
Отличиями заявляемого захвата промышленного робота является его конструктивное исполнение, при котором трубка снабжена измерительным каналом, вход которого размещен на наружной поверхности трубки между рабочим торцем и эластичной оболочкой, его выход подключен к контрольному блоку. Это позволяет осуществлять прямую пневматическую связь полости контролируемой детали, в которой происходят изменения давления в зависимости от диаметра ее отверстия, с контрольным блоком, при этом полость трубки выполняет только функции пневматического питающего канала для эластичной оболочки и через калиброванное сопло-полости деталей, что повышает надежность удержания, контроля и сортировки деталей.
Размещение калиброванного сопла в сменной втулке, установленной на рабочем торце трубки с возможностью подбора диаметра калиброванного сопла, позволяет придать ему функции входного дросселя, находящегося внутри устройства и, осуществляя целенаправленный выбор его диаметра относительно контролируемого диаметра с соответствующей сменой втулки, можно задавать более высокий уровень давления в полости трубки, чем в полости детали, при этом давление воздуха в эластичной оболочке будет постоянным и его стабильность не будет зависеть от измерительного давления, что дополнительно повышает надежность устройства.
Снабжение регулируемым упором, выполненным, например, по периметру рабочего торца трубки, позволяет устанавливать и поддерживать постоянным зазор между рабочим торцем трубки и внутренним торцем деталей независимо от формы последнего: конической или плоской, т.е. избежать положений, при котором пневматическая связь между калиброванным соплом и отверстием в детали будет нарушена или не удовлетворять требованиям пневматического контроля, при этом появляется возможность осуществлять сортировку деталей с любым расположением контролируемого отверстия на детали: центральным, смещенным от центра, на боковой поверхности и др., тем самым расширяются технологические возможности захвата.
Вариант выполнения надувной эластичной оболочки в виде набора полых торов, каждый из которых соединен с полостью трубки, делает эластичную оболочку многосекционной, состоящей из отдельных, пневматически независимых друг от друга элементов, поэтому при повреждении одного из торов остальные будут выполнять свою функцию и удерживать деталь, а в целом позволяет повысить надежность удержания детали захватом и надежность герметизации полости детали, что важно для надежности контроля. Закрепление торов соосно на наружной боковой поверхности трубки в кольцевых канавках повышает надежность крепления оболочки.
Выполнение регулируемого упора в виде кольца, установленного на наружной боковой поверхности трубки за эластичной оболочкой облегчает настройку захвата на требуемую глубину введения трубки в полость детали и позволяет применять захваты с трубками малого диаметра. Установка на кольце датчика положения электрически связанного с источником сжатого воздуха позволяет автоматически включать подачу сжатого воздуха после введения захвата в деталь на требуемую глубину.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявителем не обнаружен аналог, характеризующийся признаками, идентичными всем признакам заявленного изобретения, а определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволило выявить совокупность существенных по отношению к усмотренному заявителем техническому результату отличительных признаков в заявленном объекте, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует требованию "новизна" по действующему законодательству.
Для проверки соответствия заявленного изобретения требованию изобретательского уровня заявитель провел дополнительный поиск известных решений, с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного изобретения, результаты которого показывают, что заявленное изобретение не следует для специалиста явным образом из известного уровня техники.
Следовательно, заявленное изобретение соответствует требованию "изобретательский уровень".
Сущность предлагаемого изобретения поясняется чертежами конструкции захвата промышленного робота.
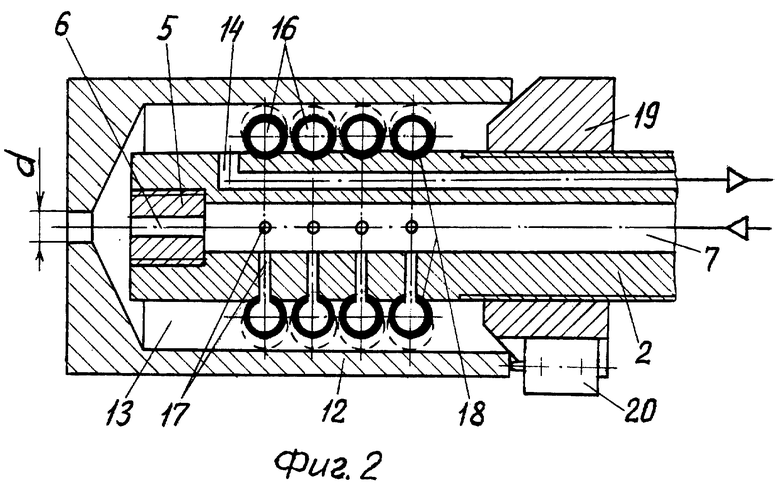
На фиг. 1 изображена конструкция захвата в разрезе, общий вид; на фиг. 2 - захват с эластичной оболочкой, выполненной в виде набора полых торов и регулируемым упором в виде кольца с датчиком положения.
Захват промышленного робота (фиг. 1 и 2) содержит установленный на державке 1 корпус, выполненный в виде трубки 2 с поперечными отверстиями 3 и надувной эластичной оболочкой 4, закрепленной на наружной боковой поверхности трубки 2, например, клеем. На рабочем торце трубки 2 установлена сменная втулка 5, которая крепится и фиксируется, например, посредством резьбового соединения. В сменной втулке 5 выполнено калиброванное сопло 6 определенного диаметра. Посредством замены втулки 5 можно устанавливать в трубке 2 калиброванные сопла 6 различного диаметра, осуществляя тем самым целенаправленную регулировку расхода воздуха и, следовательно, уровень давления в полости 7 и, связанной с ней через отверстия 3, эластичной оболочке 4. В полость 7, эластичную оболочку 4 и к калиброванному соплу 6 сжатый воздух подается через регулируемый дроссель 8 от стабилизированного источника сжатого воздуха (не показан). К полости 7 посредством трубопровода 9 подсоединено реле 10 давления, электрический выход которого подключен к контрольному блоку 11 (например, пневмоэлектроконтактный датчик). Эластичная оболочка 4 обеспечивает захват и удержание детали 12 и одновременно герметизацию ее полости 13. Трубка 2 снабжена измерительным каналом 14, вход которого сопряжен с полостью 13, а выход - с контрольным блоком 11. Это обеспечивает контроль отверстия детали 12 по принципу зависимости ее диаметра d от величины давления сжатого воздуха в полости 13, при этом колебания измерительного давления не влияют на уровень и стабильность давления в полости 7 и, следовательно, в эластичной оболочке 4 при установке калиброванного сопла 6 с диаметром меньше диаметра d контролируемого отверстия в детали 12. При этом реле 10 давления определяет минимальный уровень давления воздуха, при котором обеспечивается захват детали 12, герметизация полости 13 и обеспечивается включение электрической части контрольного блока 11, осуществляющего сортировку деталей по диаметру отверстия на годные и бракованные в зависимости от пневматического сигнала, поступающего из полости 13, через измерительный канал 14. Трубка 2 снабжена регулируемым упором, который выполнен, например, в виде набора винтов 15, установленных по периметру рабочего торца. Ввинчиванием или вывинчиванием винтов 15 осуществляется регулировка упора, обеспечивающего требуемую глубину ввода захвата в деталь 12 и свободное поступление сжатого воздуха через калиброванное сопло 6 в полость 13, его дальнейший выход через отверстие в детали 12 и поступление в измерительный канал 14 при любой форме внутреннего торца детали 12 (конической или плоской) и при любом расположении отверстия в детали 12 (соосном, смещенном или боковом).
Надувная эластичная оболочка 4 может быть выполнена в виде набора полых эластичных торов 16 (фиг. 2), каждый из которых соединен с полостью 7 трубки 2 посредством отверстия 17 и закреплен соосно друг другу на ее боковой поверхности, например, посредством клея в соответствующих кольцевых канавках 18. Этим обеспечивается более надежный захват детали 12, т.к. давление в полости 13 оказывает воздействие только на первый, ближайший тор 16. Кроме того, при повреждении одного из торов 16, например разрыве, остальные будут удерживать деталь 12 в захвате. Кольцевые канавки 18 обеспечивают крепление торов 16 по большей поверхности, т.е. более надежно.
Регулируемый упор может быть выполнен в виде кольца 19, установленного на наружной боковой поверхности трубки 2 за эластичной оболочкой 4, положение которого регулируется, например, посредством резьбового соединения (фиг. 2). На кольце 19 установлен датчик 20 положения (например, электроконтактный микровыключатель), электрически связанный с источником сжатого воздуха (не показано), что обеспечивает автоматическое включение подачи сжатого воздуха в захват после его введения в деталь 12. Крепление захвата к руке робота осуществляется посредством державки 1.
Захват промышленного робота работает следующим образом (фиг. 1 и 2).
Захват, жестко соединенный с рукой роботы посредством державки 1, вводится в полость 13 детали 12 до контакта предварительно отрегулированных винтов 15 упора с ее внутренним торцем. Сжатый воздух от стабилизированного источника подается через регулируемый дроссель 8 в полость 7 трубки 2. Посредством дросселя 8 осуществляется настройка на рабочее давление воздуха, которое обеспечивает надежный захват и удержание детали 12 эластичной оболочкой 4, под которую сжатый воздух поступает через отверстия 3. Если упор выполнен в виде кольца 19, то его предварительная регулировка, определяющая глубину введения трубки 2 в деталь 12, осуществляется осевым перемещением за счет резьбового соединения с трубкой 2. Захват вводится до контакта упора с внешним торцем детали 12, при этом срабатывает датчик 20 положения и автоматически включает подачу сжатого воздуха от стабилизированного источника. Эластичная оболочка 4 под воздействием сжатого воздуха раздувается и, достигнув стенок детали 12, контактирует с их внутренней поверхностью и захватывает ее (показано пунктиром на фиг. 1). Одновременно происходит герметизация полости 13. Если эластичная оболочка 4 выполнена в виде набора полых торов 16, то сжатый воздух поступает в каждый из них через отверстие 17. Торы 16, раздуваясь, захватывают деталь 12 и герметизируют полость 13 (показано пунктиром на фиг. 2), одновременно они упираются в кольцевые канавки 18, повышая тем самым надежность крепления. Когда давление сжатого воздуха в полости 7, а следовательно, и под эластичной оболочкой 4 достигает необходимого уровня, оно через трубопровод 9 вызывает срабатывание реле 10 давления, что подтверждает захват детали 12 и герметизацию полости 13 посредством эластичной оболочки 4. При этом реле 10 одновременно дает разрешающий сигнал в электрическую схему контрольного блока 11 о снятии блокировки и начале контроля и сортировки детали 12 по диаметру отверстия d. Так как диаметр калиброванного сопла 6 предварительно подобран посредством перестановки на рабочем торце трубки 2 сменной втулки 6 таким образом, что он гарантированно меньше диаметра контролируемого отверстия d, то величина давления сжатого воздуха в полости 13 детали 12 зависит только от диаметра отверстия d, через которое сжатый воздух выходит в атмосферу. При этом давление в полости 7 трубки 2 не будет зависеть от диаметра отверстия d детали 12, т.е. будет постоянным по величине и в эластичной оболочке 4, обеспечивая тем самым надежное удержание детали 12. При уменьшении диаметра отверстия d по сравнению с эталонным давление в полости 13 будет возрастать, при увеличении диаметра - уменьшится. Это изменение давления передается посредством измерительного канала 14 из полости 13 детали 12 в контрольный блок 11, предварительно настроенный по эталонным деталям, в соответствии с которыми подбираются и калиброванные сопла 6. После поступления разрешающего сигнала от реле 10 давления контрольный блок 11 выдает соответствующий сигнал в блок управления промышленного робота (не показан). При этом операция сортировки совмещается с транспортировкой и раскладкой деталей в накопители годной и бракованной продукции. При подходе робота к соответствующему накопителю его система управления (не показано) отключает подачу сжатого воздуха и захват отпускает деталь 12.
Использование предлагаемого захвата промышленного робота по сравнению с существующими позволяет существенно повысить надежность удержания и контроля деталей за счет того, что полость трубки выполняет только функцию канала питающего сжатым воздухом эластичную оболочку и калиброванное сопло, поэтому давление в ней не будет зависеть от процесса контроля. Оно будет постоянным, соответствующим заданному уровню, необходимому для надежного удержания детали. Функция измерительной камеры, где давление колеблется в зависимости от диаметра отверстия, выполняется полостью детали, которая посредством независимого измерительного канала соединена с контрольным блоком, что дополнительно упрощает настройку захвата. Возможность быстрой и легкой смены втулки позволяет подбирать необходимый диаметр калиброванного сопла, которое выполняет функцию входного дросселя для полости детали. Такое конструктивное выполнение захвата и наличие упора дает возможность контролировать и сортировать детали с широким диапазоном диаметра их отверстия и практически с любым его расположением на ее поверхности. Кроме того, сортировать детали с любым выполнением внутреннего торца, что расширяет технологические возможности захвата. Возможность подбора диаметра калиброванного сопла меньшего, чем диаметр детали (в соответствии с требованием пневматического метода контроля), позволяет в полости трубки задавать величину давления сжатого воздуха выше, чем в полости детали. Это позволяет поддерживать стабильным уровень измерительного давления и при этом снизить отрицательное воздействие давления на эластичную оболочку со стороны полости детали, что дополнительно повышает надежность контроля и надежность удержания и герметизации детали в захвате. Применение надувной эластичной оболочки из отдельных элементов в виде полых торов, соединенных с полостью трубки и закрепленных в кольцевых канавках, позволяет дополнительно повысить надежность удержания и герметизации детали. При этом устраняется опасность аварийного схода детали при повреждении оболочки, так как целые неповрежденные торы будут находиться под давлением и удерживать деталь. Применение упора в виде кольца позволяет уменьшать габаритные размеры захвата и применять его для малых типоразмеров деталей, при этом упрощается регулировка упора на нужную глубину ввода захвата. Применение датчика положения, установленного на кольце, позволяет осуществлять включение подачи сжатого воздуха только после ввода захвата в деталь на нужную глубину в автоматическом режиме. Кроме того, кольцевой упор предохраняет эластичную оболочку от повреждения вследствие случайного попадания, например, стружки во время технологического цикла.
Вышеизложенные сведения свидетельствуют о выполнении при использовании заявляемого изобретения следующей совокупности условий:
средство, воплощающее заявляемое изобретение при его осуществлении, предназначено для использования в промышленности, а именно в качестве захватного устройства промышленных роботов и манипуляторов, осуществляющих технологическую операцию размерной сортировки, а также транспортировку и раскладку малогабаритных деталей в соответствующие накопители;
для заявляемого изобретения в том виде, как оно охарактеризовано в формуле изобретения, подтверждена возможность его осуществления с помощью вышеописанных в заявке средств;
средство, воплощающее заявляемое изобретение при его осуществлении, способно обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленное изобретение соответствует требованию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАХВАТ ПРОМЫШЛЕННОГО РОБОТА | 2002 |
|
RU2228258C2 |
| Захват промышленного робота | 1987 |
|
SU1465308A1 |
| Захват | 1989 |
|
SU1673435A1 |
| ОЧУВСТВЛЕННЫЙ ВАКУУМНЫЙ ЗАХВАТ | 2005 |
|
RU2283751C1 |
| АВТОМАТИЗИРОВАННЫЙ СТЕНД ДЛЯ ИСПЫТАНИЯ ИЗДЕЛИЙ НА ГЕРМЕТИЧНОСТЬ | 2001 |
|
RU2194259C2 |
| ЗАХВАТ МАНИПУЛЯТОРА | 2001 |
|
RU2207246C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЕТАЛЕЙ | 1998 |
|
RU2147503C1 |
| КОЛЕСО ТРАНСПОРТНОГО СРЕДСТВА | 1996 |
|
RU2108240C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И МНОГОДИАПАЗОННОЙ СОРТИРОВКИ ПЛОСКИХ ДЕТАЛЕЙ | 1992 |
|
RU2077962C1 |
| КОЛЕСО ТРАНСПОРТНОГО СРЕДСТВА | 1999 |
|
RU2178742C2 |
Изобретение относится к машиностроению и может быть использовано для удержания, контроля и сортировки деталей. Захват имеет корпус в виде трубки со сменной втулкой на рабочем торце. Втулка имеет сопло, соединенное через полость трубки и регулируемый дроссель с источником сжатого воздуха. На наружной боковой поверхности трубки закреплена эластичная оболочка, соединенная с полостью трубки. Трубка выполнена с регулируемым упором и измерительным каналом. Вход канала размещен на наружной поверхности трубки между рабочим торцом и эластичной оболочкой. Выход канала подключен к контрольному блоку. С последним электрически связано реле давления, подключенное к полости трубки. Надувная оболочка может быть выполнена в виде набора полых торов. Регулируемый упор может быть выполнен в виде кольца с датчиком положения. Датчик электрически связан с источником сжатого воздуха. Кольцо размещено на наружной боковой поверхности трубки. В результате расширяются технологические возможности захвата и повышается его надежность. 2 з.п.ф-лы, 2 ил.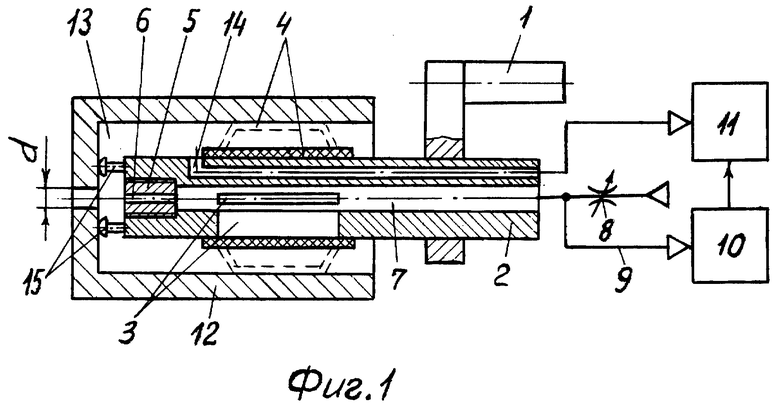
| Захват промышленного робота | 1987 |
|
SU1465308A1 |
| Захват промышленного робота | 1979 |
|
SU831610A1 |
| Захват манипулятора для полых деталей | 1987 |
|
SU1530439A1 |
| Захват для перегрузки полых изделий | 1987 |
|
SU1466936A1 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 2003 |
|
RU2237552C1 |
