Изобретение относится к области черной и цветной металлургии, в частности к непрерывной разливке металлов.
Известен способ изготовления гильз кристаллизаторов из круглых или прямоугольных медных труб катаных (холоднокатаных и горячекатаных), горячетянутых и прессованных. Катаные и тянутые трубы используются для изготовления гильз кристаллизаторов с толщиной стенки меньше 10 мм. Это, как правило, гильзы, имеющие сечение 128 мм и меньше. Для больших типоразмеров используют прессованные трубы (толстостенные).
Недостатком известного способа является низкий коэффициент использования металла для гильз кристаллизаторов сечением больше 128 мм.
Наиболее близким к предлагаемому является способ изготовления медных гильз из цельнотянутой трубы с толщиной стенки 100 мм (отчет о НИР “Разработка и внедрение технологии и оснастки для изготовления бесшовных прямоугольных гильз кристаллизаторов пластическим деформированием” заключительный. Тема 123-4212-01. Краматорск, 1983. - 45 с.), заключающийся в том, что заготовку отрезают от цельнотянутой трубы, нагревают до ковочной температуры, осаживают, раскатывают и приплющивают.
Данный способ сложно применить, так как он не предусматривает получение трубы-поковки большой длины с малой толщиной стенки.
Задачей данного изобретения является повышение коэффициента использования металла и эксплуатационной стойкости кристаллизатора путем изменения технологии изготовления заготовки.
Поставленная задача решается тем, что в известном способе изготовления медных гильз для кристаллизаторов машин непрерывного литья заготовок, включающем резку на штучные заготовки, нагрев до ковочной температуры, осадку и раскатку, согласно изобретению используют слиток, полученный в печи электронно-лучевого переплава, резку на штучные заготовки производят на ленточной пиле, после чего осуществляют фрезерование штучной заготовки по контуру со снятием фасок, после осадки полученную заготовку вытягивают на круг, прошивают в ней отверстие и осуществляют его горячее дорнование, а после раскатки заготовку вытягивают на оправке за несколько проходов.
Данные отличительные признаки позволяют повысить коэффициент использования металла и эксплуатационную стойкость кристаллизатора.
Предлагаемое изобретение поясняется чертежами, представленными на фиг.1-12, на которых изображена структура технологии ковки заготовки для гильзы кристаллизатора.
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения.
Пример. От медного слитка с содержанием меди 99,98%, полученного в печи электронно-лучевого переплава, отрезается заготовка на ленточной пиле.
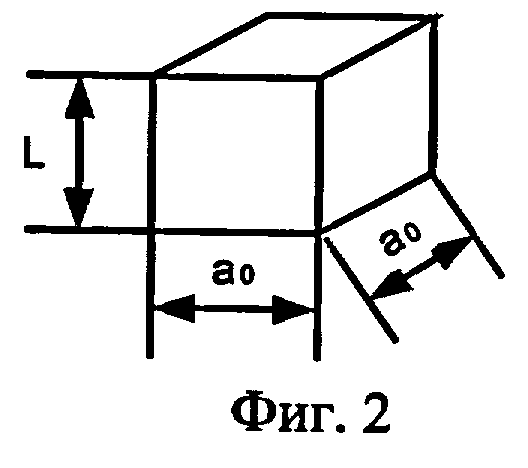
Минимальный вес заготовки рассчитывается, начиная с размеров готовой гильзы до размеров исходной заготовки (куба). Такой подход к расчету позволяет учесть вытяжку заготовки на операциях, где меняется поперечное сечение, и получить минимальный вес заготовки (куба).
Заготовка фрезеруется по контуру, острые углы притупляются фасками 10×45.
Перед осадкой литые заготовки подвергаются нагреву со следующими режимами: температура посадки в печь 600°С; нагрев заготовки воздухом печи до температуры 350-370°С; выдержка один час при температуре 350-370°С; нагрев до ковочной температуры 900-920°С со скоростью 180°С/ч; выдержка при этой температуре 0,3 ч. Продолжительность повторного нагрева 0,5 ч.
Осадка производится со степенью деформации 15-20%, а ковка ведется в интервале температур 760-900°С.
Способ изготовления заготовки включает в себя следующие операции.
1. Нагрев заготовки до ковочной температуры, фиг.1.
2. Осадка на квадрат, фиг.2.
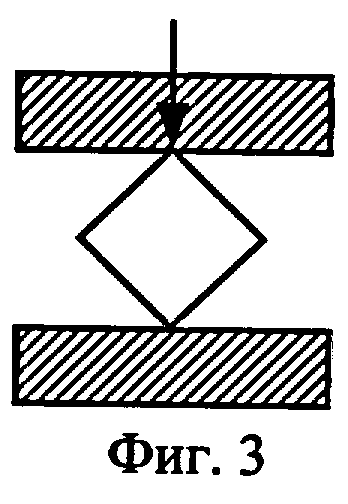
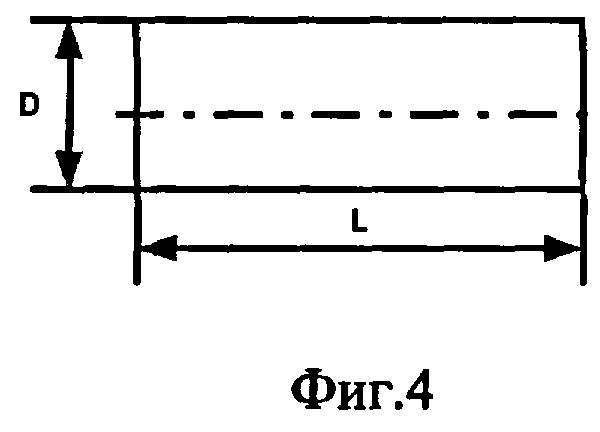
3. Вытяжка на круг, фиг.3, 4.
Величина обжатия Δh=30 мм.
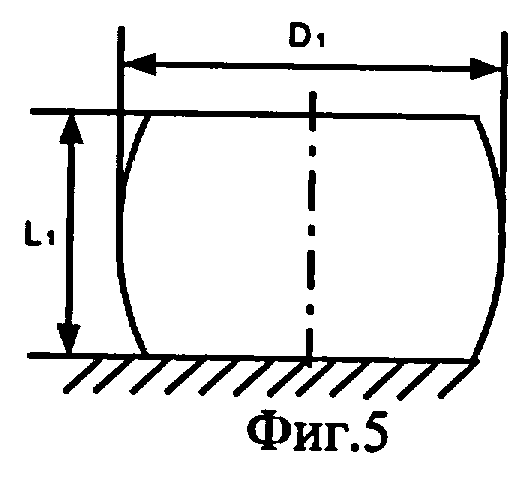
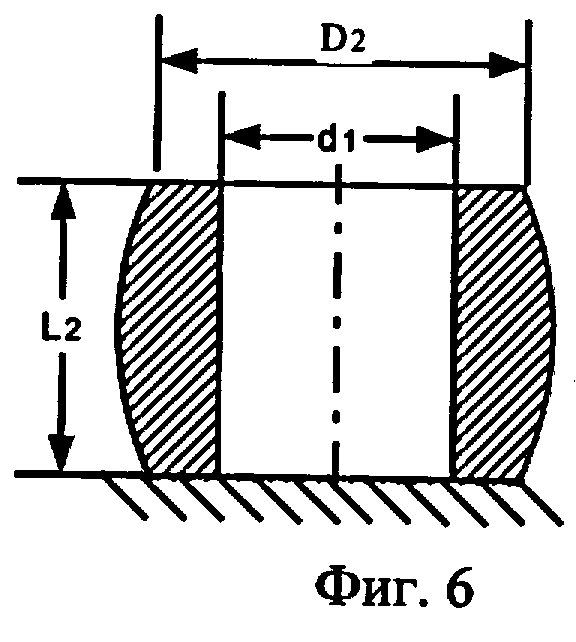
4. Осадка, фиг.5.
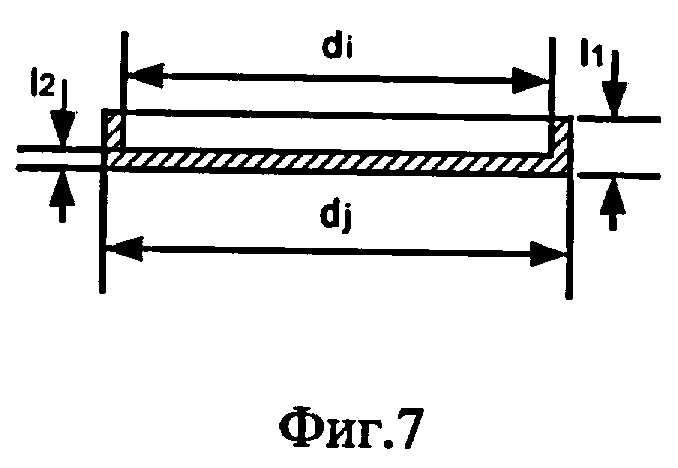
5. Прошивка отверстия d1, выталкивание выдры, фиг.6. Размеры выдры на фиг.7.
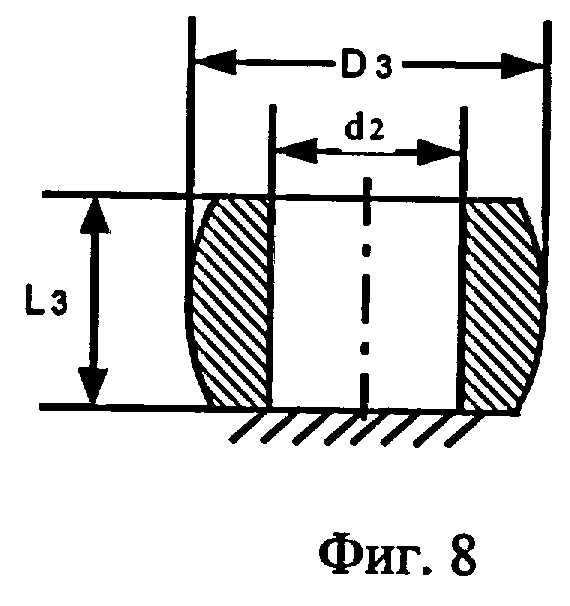
6. Нагрев заготовки.
7. Горячее дорнование отверстия d1 на d2 на всю глубину, фиг.8.
Масса выдры m=2,2 кг, что составляет 2% от массы заготовки.
8. Нагрев заготовки.
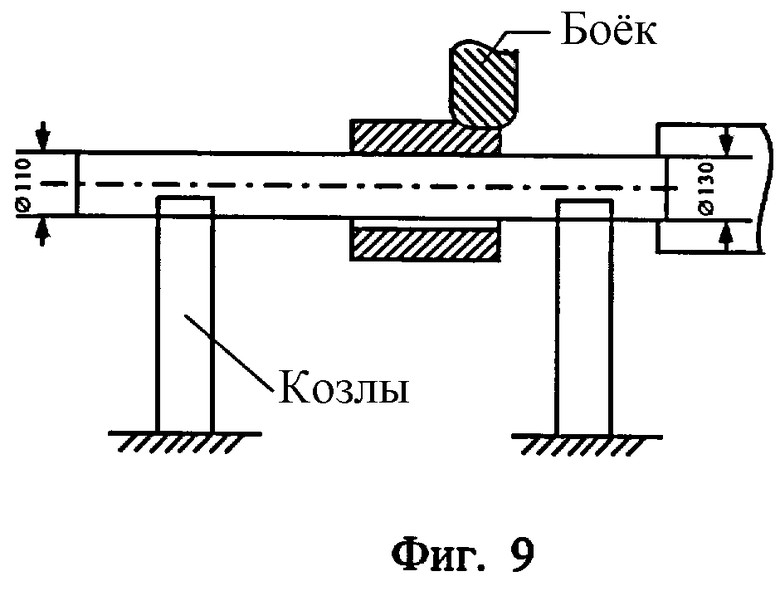
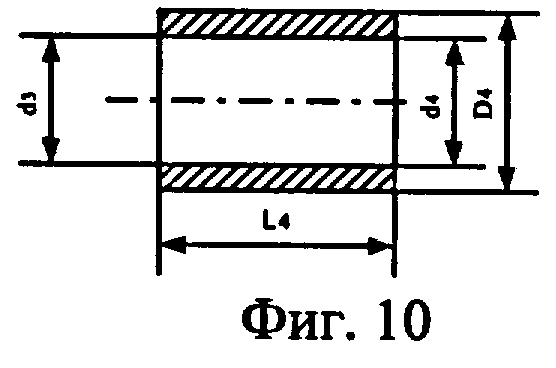
9. Раскатка (раздача) на оправке d/d1 за “n” проходов, фиг.9.
Размеры заготовки после раскатки на фиг.10.
10. Нагрев заготовки.
11. Раскатка на оправке d2/d3 за “n” проходов, фиг.9.
12. Нагрев заготовки.
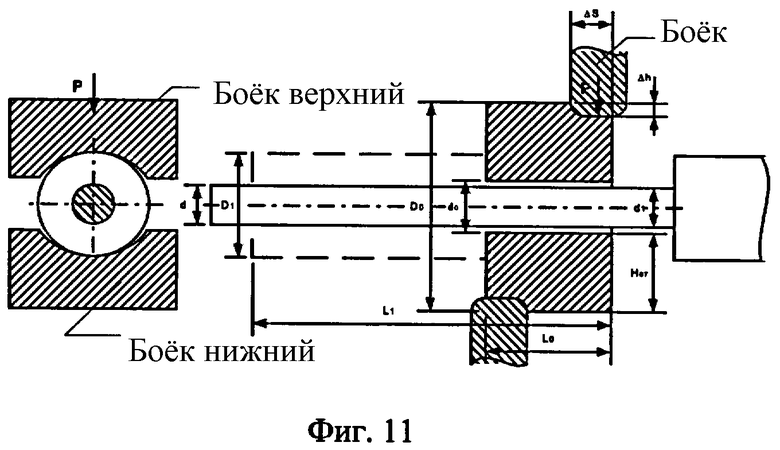
13. Вытяжка на оправке d2/d3 в вырезных бойках за “n” проходов, фиг.11.
Размеры заготовки после вытяжки Dнар=200±7; dвм=155±10; Sст=24±4; Lтр=855±20, фиг.12.
Размеры заготовки до ковки 240×225×225 мм.
Масса заготовки для гильзы 107,8 кг.
Масса детали 59 кг.
Коэффициент использования металла КИМ=54/107,8=0,55.
Кованая труба, полученная предложенным способом, имеет твердость на торцах по Бринеллю 77НВ, после зачистки шлифовальной машинкой 71НВ.
Твердость по Бринеллю кованой заготовки (аналога) из марки меди М2 составляет 52-56НВ. Так как твердость заготовки повысилась, следовательно, повысится эксплуатационная стойкость гильзы.
При применении предложенного способа ковки заготовка дефектов не имеет.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полой цилиндрической заготовки | 2018 |
|
RU2699425C1 |
| Способ изготовления изделий из бескислородной меди для кристаллизатора машины непрерывного литья заготовок | 2017 |
|
RU2672460C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕСКИСЛОРОДНОЙ МЕДИ ДЛЯ КРИСТАЛЛИЗАТОРА МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2003 |
|
RU2253540C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 377×14-19 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2013 |
|
RU2545924C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА | 2005 |
|
RU2297892C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2005 |
|
RU2306991C2 |
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ И ПРОКАТКИ ИЗ НИХ ТОВАРНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ И ПЕРЕДЕЛЬНЫХ ТРУБ ДЛЯ ПОСЛЕДУЮЩЕГО ПЕРЕКАТА НА СТАНАХ ХПТ | 2006 |
|
RU2322316C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 530×25-30 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2013 |
|
RU2542053C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 325×26-45 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш | 2014 |
|
RU2564498C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ ДИАМЕТРОМ 530 И 550 ММ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА | 2013 |
|
RU2545952C2 |

Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении медных гильз кристаллизаторов, используемых при непрерывной разливке металла. Медный слиток, полученный в печи электронно-лучевого переплава, на ленточной пиле режут на штучные заготовки. Полученную штучную заготовку фрезеруют по контуру со снятием фасок и нагревают до ковочной температуры. Затем производят осадку заготовки, последующее ее вытягивание на круг, прошивку в заготовке отверстия и его горячее дорнование. После последующей раскатки заготовки ее вытягивают на оправке за несколько проходов. В результате обеспечивается повышение коэффициента использования металла и эксплуатационной стойкости полученных кристаллизаторов. 12 ил.

Способ изготовления медных гильз для кристаллизаторов машин непрерывного литья заготовок, включающий резку на штучные заготовки, нагрев до ковочной температуры, осадку и раскатку, отличающийся тем, что используют слиток, полученный в печи электронно-лучевого переплава, резку на штучные заготовки производят на ленточной пиле, после чего осуществляют фрезерование штучной заготовки по контуру со снятием фасок, после осадки полученную заготовку вытягивают на круг, прошивают в ней отверстие и осуществляют его горячее дорнование, а после раскатки заготовку вытягивают на оправке за несколько проходов.
| Разработка и внедрение технологии и оснастки для изготовления бесшовных прямоугольных гильз кристаллизаторов пластическим деформированием | |||
| Отчет по НИР | |||
| Устройство для разметки подлежащих сортированию и резанию лесных материалов | 1922 |
|
SU123A1 |
| Способ изготовления гильзовых кристаллизаторов | 1976 |
|
SU603488A1 |
| Способ изготовления полых цилиндрических изделий | 1983 |
|
SU1139558A1 |
| МОРСКАЯ ПОГРУЖНАЯ БУРОВАЯ ПЛАТФОРМА ДЛЯ РАБОТЫ НА МЕЛКОВОДЬЕ | 1999 |
|
RU2160808C1 |
| Устройство для исследования скважин с погружными насосами | 1988 |
|
SU1627682A1 |

