Изобретение относится к обработке металлдв давлением и может быть использовано в кузнечно-штамповочном производстве при получении прршивкой,полых иэделий типа стаканов и втулок. Известен способ получения полых цилиндрических изделий, включающий получение многогранной заготовки и ее прошивку в круглой матрице, Наиболее распростра нено использование четырехгранной заготовки квадратного сечения ч Недостатком известного способа при получении изделий с глубокой по лостью является повьшгенная их разно стенность, вызванная тем, что при р даче заготовки (при заполнении металлом пространства между гранью заготовки и матрицей) пуансон уходи В сторону одной из граней заготовки. Это обусловлено особенностями напряженного состояния при прошивке много гранной заготовки, смещение пуансона в сторону Одного из ребер заготов ки вызьтает увеличение удельных усилий, действующих со стороны этого ребра (заготовка стремится вернуть паунсон в правильное положение|, тогда как смещение пуансона в сторону одной из граней вызывает уменьшение удельных усилий со стороны этой грани и дальнейшее смещение оси пуансона предотвращается лищь за счет его жесткости и прочности. Цель изобретения - уменьшение разностенности изделий с глубокой полостью. Поставленная цель достигается тем, что согласно способу изготовле58ния полых цилиндрических изделий, включающему получение многогранной заготовки и ее прошивку в кру матрице, заготовку перед прош:1вкой подвергают пластическому закручиванию,i Находясь перед прошивкой в матрице, закрученная заготовка касается ее внутренней поверхности реб эами по винтовым линиям. При внедрении пуансона в заготовку вытесняемый металл заполняет свободное пространство. При этом направление максимальной радиальной деформации постоянно меняется по высоте заготовки, что предотвращает смещение пуансона в сторону одной из граней на всей глубине прошивки и, тем самым, обеспечивает уменьшен(г раэностенности по высоте заготовки при прошивке глубоких отверстий. На чертеже показана исходная заготовка о, заготовка после закручивания S и прошитая заготовка Ь, т.е. полое изделие. Пример. Заготовку длиной 240 MMi имеюп1ую в сечении квадрат со скругленными радиусом R 6 i{w углами и стороной 40 мм нагревайт до ковочной температуры и закручивают на угол. 180 в специальном npi cnoсоблении. Затем заготовку помещают в контейнер 0 50 мм и прошивают пуансоном 0 25 мм на глубину 200 мм. Прошивку производят на прессе|или горизонтально-ковочной машинеj Предлагаемый способ позволяет получать качественные полые издблия большой высоты с глубокой полостью при малой разностенности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ БЕСШОВНЫХ ТРУБ | 2010 |
|
RU2453390C2 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКИХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ КВАДРАТНЫХ ЗАГОТОВОК | 2005 |
|
RU2317170C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК, ИМЕЮЩИХ СКВОЗНУЮ ПОЛОСТЬ И НАРУЖНУЮ ПОВЕРХНОСТЬ С ПЕРЕМЕННЫМ ВДОЛЬ ОСИ СЕЧЕНИЕМ | 2005 |
|
RU2308347C2 |
| Способ выдавливания полых изделий | 1989 |
|
SU1792784A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННООСНЫХ ИЗДЕЛИЙ | 2018 |
|
RU2686704C1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| Способ изготовления изделий | 1988 |
|
SU1696076A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГЛУБОКИХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ МНОГОГРАННЫХ ЗАГОТОВОК | 1997 |
|
RU2135319C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ, включающий получение многогранной заготовки и ее прошивку в круглой матрице, отличающийся тем, что, с целью уменьшения разностайности изделий, заготовку перед прошивкой подвергают пластическому закручиванию.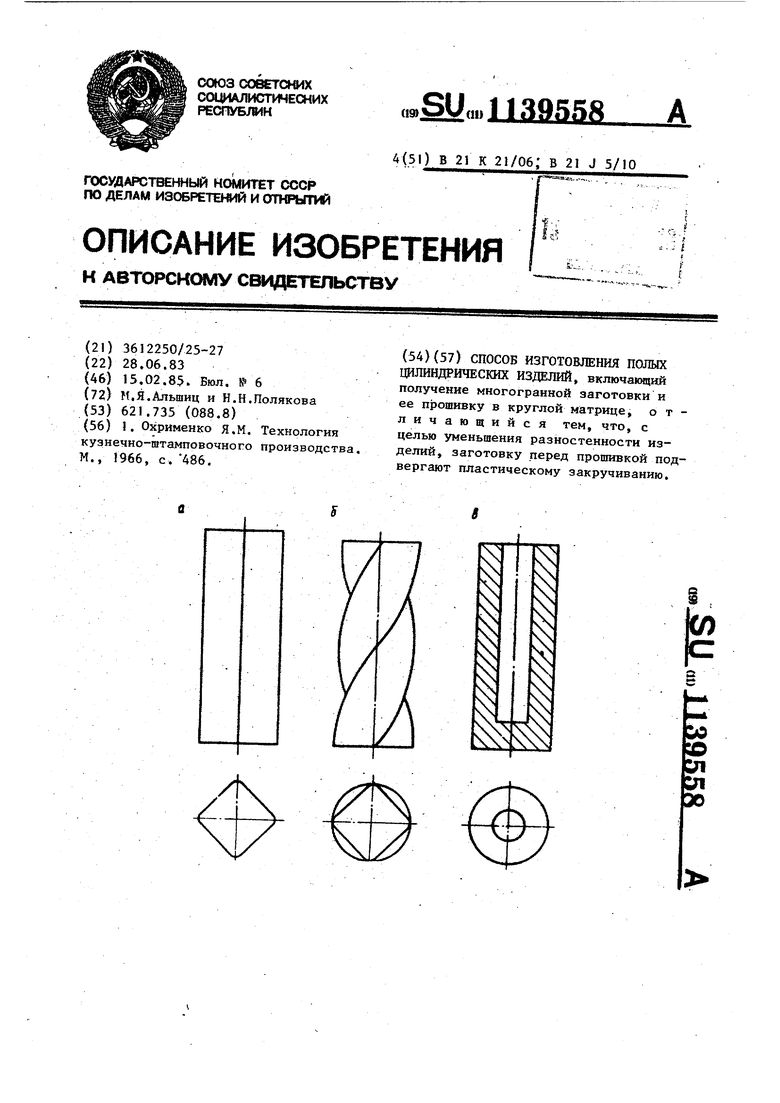
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Охрименко Я.М | |||
| Технология кузнечно-штамповочного производства, М., 1966, с | |||
| Прибор для автоматического контроля скорости поездов | 1923 |
|
SU486A1 |
