Изобретение относится к области обработки металлов давлением, в частности, к способам изменения физической структуры меди путем термопластической обработки и может быть использовано при изготовлении изделий из бескислородной меди.
Известен способ изготовления изделий из бескислородной меди по а.с. СССР №749931 (опубл. 23.07.80.), заключающийся в том, что перед осадкой литые заготовки подвергают прессованию с коэффициентом вытяжки 4-6, осадку производят со степенью деформации 60-90%, а объемную штамповку ведут в интервале температур 550-790° (при скорости деформирования 250-1500 мм/мин).
Недостатком данного способа является большие затраты на нагрев, высокая степень деформации и низкие физико-механические свойства после горячей деформации, низкая износостойкость стенок.
Прототипом изобретения является способ изготовления изделий из бескислородной меди для кристаллизатора машины непрерывного литья заготовок по патенту RU 2253540 С2, B22D 11/057, В21К 1/76 (опубл. 10.06.2005), заключающийся в том, что рабочие стенки для кристаллизатора изготавливают из медного слитка, полученного в печи электронно-лучевого переплава, разрезают на штучные заготовки на ленточной пиле, фрезеруют по контуру со снятием фасок и куют со степенью деформации 20-30% при температуре 20°С.
Недостатком данного способа является получение кованой детали с двух сторон, одна сторона которой не контактирует с жидким металлом и прилегает при креплении к корпусу кристаллизатора. Высокая металлоемкость, низкая стойкость стенок.
Задачей, на которую направлено изобретение, является усовершенствование способа изготовления изделий для кристаллизатора машины непрерывного литья заготовок, способствующего уменьшению металлоемкости при повышении показателей эксплуатационной стойкости.
Технический результат - повышение стойкости изделия.
Технический результат достигается тем, что способ изготовления изделий из бескислородной меди для кристаллизатора машины непрерывного литья заготовок, включающий получение штучной медной заготовки путем отрезки ленточной пилой от слитка, полученного в печи электронно-лучевого переплава, фрезерование штучной заготовки по контуру со снятием фасок, деформационное упрочнение ковкой, при этом штучную заготовку после деформационного упрочнения ковкой разрезают вдоль по толщине на две равных заготовки, которые механической обрабатывают со всех сторон методом строгания или фрезерования, после чего на кованую поверхность наносят хромированное покрытие толщиной 0,10-0,15 мм электролитическим способом.
Повышение стойкости достигается за счет того, что штучную заготовку после деформационного упрочнения ковкой, разрезанную вдоль по толщине на две равных заготовки, механически обрабатывают строганием или фрезерованием, в зависимости от конструкции детали. Кованую сторону стенки покрывают электролитическим способом хромом толщиной 0,10-0,15 мм. Такая толщина является оптимальной и увеличивает стойкость. При хромировании с толщиной менее 0,10 мм оно легко разрушается, особенно при прохождении затвердевших концов слитка. При толщине более 0,15 мм слой отслаивается из-за разных коэффициентов теплового расширения хрома и меди.
Данные отличительные признаки позволяют снизить металлоемкость изделия и повысить стойкость рабочих стенок кристаллизатора за счет уменьшения трения и уменьшения налипания жидкого металла.
Способ осуществляется следующим образом. От медного слитка с содержанием меди 99,98%, полученного в печи электронно-лучевого переплава, отрезают заготовку на ленточной пиле. Заготовку фрезеруют по контуру, острые углы притупляются фасками 10×45°. После этого производят деформационное упрочнение ковкой за «n» проходов со степенью деформации 20-30% при температуре 20°С и разрезают заготовку по толщине на две равные заготовки. Затем механически обрабатывают строганием или фрезерованием в зависимости от конструкции детали со всех сторон, на кованую сторону стенки наносят хромированное покрытие электролитическим способом толщиной 0,10-0,15 мм.
Примеры конкретного изготовления. От медного слитка с содержанием меди 99,98%, полученного в печи электронно-лучевого переплава, отрезают заготовку на ленточной пиле. Заготовку фрезеруют по контуру, острые углы притупляют фасками 10×45°. После этого производят деформационное упрочнение ковкой за «n» проходов со степенью деформации 20% при температуре 20°С и разрезают заготовку по толщине на две заготовки.
Размеры заготовки до ковки, мм
а×b×l=425×195×1015.
где а - ширина,
b - толщина,
l - длина.
mдет.=287 кг, mзаг.=374 кг, Коэффициент использования материала (КИМ)=0,77
Размеры заготовки после ковки и разрезки на две заготовки, мм
а×b×l=440×80×1070,
Затем механически обработывают фрезерованием плоскую стенку (или строганием вогнутую или выпуклую конструкцию) детали, на кованую сторону стенки наносят хромированное покрытие электролитическим способом толщиной 0,10 мм.
Экспериментальные данные стойкости изделий в сравнении с прототипом приведены в табл. 1.
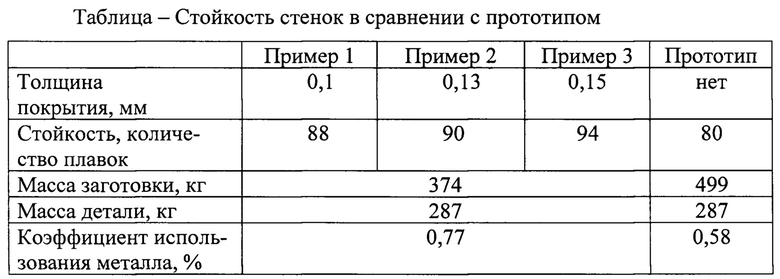
Экспериментально установлено, что стойкость стенок увеличилась с 80 до 94 плавок в сравнении с прототипом. Из таблицы видно, что стойкость повысилась на 15%. Металлоемкость уменьшается на 19%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕСКИСЛОРОДНОЙ МЕДИ ДЛЯ КРИСТАЛЛИЗАТОРА МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2003 |
|
RU2253540C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДНЫХ ГИЛЬЗ ДЛЯ КРИСТАЛЛИЗАТОРОВ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2002 |
|
RU2228815C2 |
| Способ изготовления прутков из бронзы БрХ08 | 2023 |
|
RU2807260C1 |
| Способ изготовления трубных изделий из циркониевого сплава | 2019 |
|
RU2798021C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОХЛАЖДАЮЩЕГО ПОДДОНА МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ | 2015 |
|
RU2600046C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ИЗ МЕДИ ИЛИ ЕЕ СПЛАВОВ | 2004 |
|
RU2247162C1 |
| СПОСОБ ПРОИЗВОДСТВА МОЛИБДЕНА ВЫСОКОЙ ЧИСТОТЫ ГЛЕБОВСКОГО | 2007 |
|
RU2351669C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ЛИСТОВОЙ ЗАГОТОВКИ ДЛЯ ШТАМПОВКИ ИЗДЕЛИЙ ИЗ СПЛАВА НА МЕДНОЙ ОСНОВЕ | 2011 |
|
RU2471583C2 |
| Способ изготовления трубных изделий из циркониевого сплава | 2019 |
|
RU2798020C1 |
| Способ получения трубных изделий из сплава на основе циркония | 2019 |
|
RU2798022C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении рабочих стенок кристаллизатора машины непрерывного литья заготовок из бескислородной меди. От слитка, полученного в печи электронно-лучевого переплава, ленточной пилой отрезают штучную медную заготовку и фрезеруют ее по контуру со снятием фасок. Затем штучную заготовку подвергают деформационному упрочнению ковкой, после которого разрезают ее вдоль по толщине на две равных заготовки. Полученные заготовки строгают или фрезеруют со всех сторон, после чего на кованую поверхность заготовок электролитическим способом наносят покрытие из хрома толщиной 0,10-0,15 мм. Обеспечивается повышение стойкости изделия. 1 пр., 1 табл.
Способ изготовления изделий из бескислородной меди для кристаллизатора машины непрерывного литья заготовок, включающий получение штучной медной заготовки путем отрезки ленточной пилой от слитка, полученного в печи электронно-лучевого переплава, фрезерование штучной заготовки по контуру со снятием фасок, деформационное упрочнение ковкой, отличающийся тем, что после деформационного упрочнения ковкой штучную заготовку разрезают вдоль по толщине на две равных заготовки, которые механически обрабатывают методом строгания или фрезерования со всех сторон, после чего на кованую поверхность заготовок электролитическим способом наносят покрытие из хрома толщиной 0,10-0,15 мм.
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕСКИСЛОРОДНОЙ МЕДИ ДЛЯ КРИСТАЛЛИЗАТОРА МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2003 |
|
RU2253540C2 |
| Способ изготовления кристаллизаторов для машин непрерывного литья | 1976 |
|
SU558749A1 |
| US 5230380 A1, 27.07.1993 | |||
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ ДЛЯ ПОЛУЧЕНИЯ БОЛВАНОК И СЛИТКОВ | 2000 |
|
RU2243849C2 |

