Изобретение относится к железнодорожному подвижному составу, в частности к изготовлению и восстановлению несущих деталей грузовых вагонов с опорными поверхностями, работающими в условиях трения скольжения и ударных нагрузок.
Известна износостойкая планка, выполненная по форме надбуксовой опорной поверхности боковой рамы и укрепляемая приваркой по контуру этой поверхности (Тяжелое машиностроение, №10, 2000, с.32) [1]. Недостатком данного технического решения является необходимость приварки накладки к опорной поверхности боковой рамы протяженными сварными швами вблизи зон, испытывающих в эксплуатации высокие циклические и ударные нагрузки, напряжения от которых часто совпадают по знаку с термическими напряжениями от сварки и, суммируясь с ними, снижают эксплуатационную надежность детали. Кроме этого, приварка накладки не позволяет дефектоскопировать надбуксовую стенку боковой рамы и ухудшает ремонтопригодность детали при следующем поступлении в ремонт.
Известна также надбуксовая накладка боковой рамы по патенту RU №2156681 (Бюллетень №27, 2000) [2], выполненная из листовой стали с износостойкими свойствами по форме опорной поверхности с напусками для загиба к боковым стенкам, равными не менее 1/2 толщины стенки, расположенной у опорной поверхности, которую устанавливают в нагретом до температуры ковки состоянии и при температуре выше Ar1 осаживают равномерно распределенной статической нагрузкой до толщины, равной отклонению положения опорной поверхности от номинального размера в направлении приложения нагрузки одновременно с загибом напусков, после чего разгружают деталь и проводят приварку к ней кромок накладки по линии сопряжения со стенками детали.
Недостатками данного технического решения являются приварка накладки и необходимость применения прессового оборудования, что также ухудшает ремонтопригодность детали в зоне буксового проема.
Целью изобретения является повышение ремонтопригодности боковой рамы с проведением эффективного неразрушающего контроля надбуксовой поверхности при поступлении детали в ремонт.
Сущность изобретения заключается в том, что у накладки, изготовленной из листового металла с износостойкими и пружинными свойствами, имеющей рабочую горизонтальную плоскость трапециевидной формы, совпадающую по контуру с надбуксовой опорной поверхностью, к скошенным сторонам которой примыкают напуски высотой не менее 1/2 толщины надбуксовой стенки, а на участке, соответствующем коробчатому сечению концевой части детали с технологическими отверстиями в боковых стенках, к напускам примыкают вертикально ориентированные прижимы S-образной формы, отстоящие внизу от боковых стенок не менее чем на 1/2 величины допуска на ширину концевой части детали и сопряженные с горизонтальной плоскостью радиусом, равным последнему, в средней части которых выполнены отверстия, расположенные соосно технологическим отверстиям меньшего по сравнению с последними диаметра и с краями, вогнутыми внутрь накладки по сферической поверхности, а вверху края прижимов отогнуты от боковых стенок детали в пределах ширины нижней части накладки, при этом горизонтальная плоскость накладки и нижняя часть S-образных прижимов термообработаны по режиму закалки с отпуском.
Существенными отличительными признаками изобретения являются
- наличие вертикально ориентированных S-образных прижимов накладки к боковым стенкам концевой части детали на участке, соответствующем ее коробчатому сечению с технологическими отверстиями в этих стенках;
- наличие отверстий в средней части S-образных прижимов, расположенных соосно технологическим отверстиям в боковых стенках концевой части с коробчатым сечением и имеющих меньший диаметр по сравнению с последними;
- вогнутые по сферической поверхности вовнутрь накладки края отверстий в S-образных прижимах;
- удаление нижней части S-образных прижимов от боковых стенок на расстояние не менее 1/2 величины допуска на ширину концевой части детали и их сопряжение с горизонтальной рабочей плоскостью радиусом, равным этому удалению;
- термическая обработка горизонтальной плоскости с напусками и нижней части S-образных прижимов по режиму закалки с отпуском.
Существенность отличительных признаков подтверждается следующим.
Вертикально ориентированные S-образные прижимы обеспечивают фиксацию накладки при ее установке в буксовом проеме и закрепление на боковой раме при эксплуатации. С этой же целью в средней части прижимов выполняются отверстия, расположенные соосно технологическим отверстиям в боковых стенках концевой части на участке ее коробчатого сечения, через которые производится затяжка прижимов болтом. Меньший диаметр отверстий в S-образных прижимах позволяет обеспечить при затяжке болтом вогнутость их краев по сферической поверхности и контакт со стенками технологических отверстий по окружности.
Удаление нижней части S-образных прижимов от боковых стенок на расстояние не менее 1/2 величины допуска на ширину концевой части детали необходимо для гарантированного размещения внутри накладки надбуксовой стенки, размер которой может колебаться в зависимости от особенностей технологического процесса изготовления, а в условиях вагоноремонтных предприятий зависит от конструкторской модификации деталей. Сопряжение нижней части прижимов с горизонтальной плоскостью должно выполняться по наибольшему радиусу, который равен их удалению от боковых стенок с горизонтальной рабочей плоскостью.
Термическая обработка горизонтальной плоскости с напусками и нижней части S-образных прижимов (ниже отверстий) необходима для обеспечения износостойкости рабочей поверхности накладки и пружинящих свойств прижимов. В зоне отверстий металл накладки должен поддаваться пластическому деформированию при затяжке прижимов болтом и вдавливаться вогнутыми краями отверстий в края технологических отверстий в боковых стенках концевой части детали. Оптимальные свойства накладок, которые предпочтительно изготавливать из пружинно-рессорной стали, достигаются при термической обработке по режиму закалки с последующим отпуском.
Пример конкретного выполнения
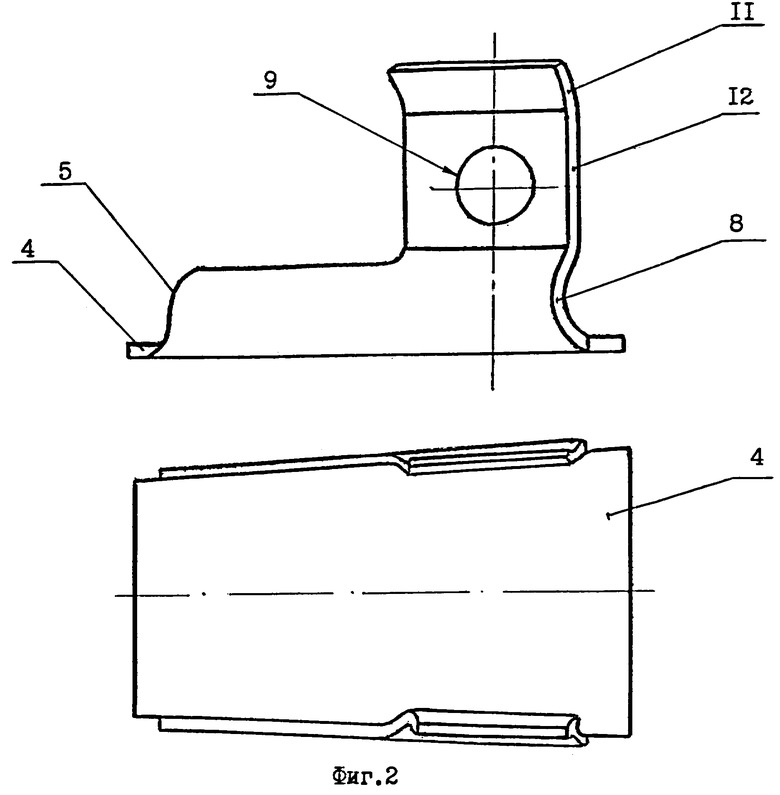
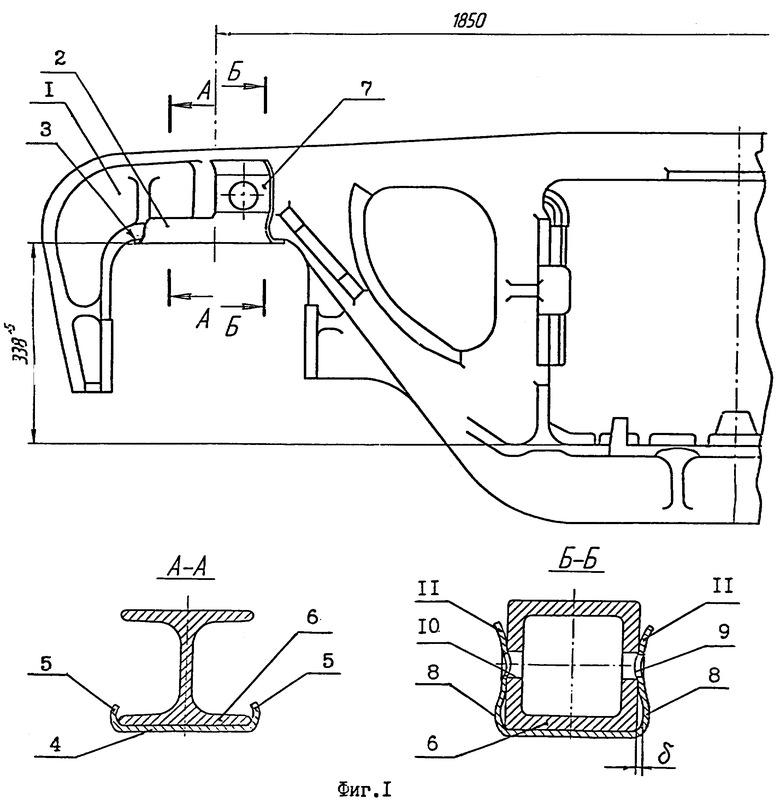
На фиг.1 изображен вариант исполнения концевой части 1 боковой рамы вагонной тележки с надбуксовой накладкой 2, размещенной на надбуксовой опорной поверхности 3, а на фиг.2 - надбуксовая накладка. Концевая часть боковой рамы имеет участок с двутавровым сечением (А-А), переходящим в участок с коробчатым сечением (Б-Б). Накладка выполнена из листовой рессорной стали марки 65Г и имеет горизонтальную рабочую плоскость 4, к которой на участке, соответствующем концевой части детали с двутавровым сечением, примыкают напуски С-образной формы 5, загнутые за контур опорной поверхности надбуксовой стенки 6, высота которых превышает толщину надбуксовой стенки. На участке накладки, соответствующем концевой части детали с коробчатым сечением, к напускам 5 примыкают S-образные прижимы 7, имеющие выпуклый нижний профиль 8, отстоящий на расстоянии δ от боковых стенок, превышающем половину величины допуска на ширину надбуксовой стенки детали, которые сопряжены с горизонтальной плоскостью радиусом, равным δ. В средней части прижимов выполнены отверстия 9 соосно технологическим отверстиям 10 в боковых стенках детали меньшего по сравнению с последними диаметра. Края отверстий 9 выполнены вогнутыми вовнутрь накладки при ее изготовлении либо при затяжке прижимов болтом, так чтобы они упирались в процессе эксплуатации в края технологических отверстий 10. В верхней части S-образных прижимов их края 11 отогнуты наружу в пределах ширины нижней части накладки. Термообработка рабочей горизонтальной плоскости 4, напусков 5 и нижней части прижимов 8 производится высокочастотным нагревом до температуры 840°С с последующим высокотемпературным отпуском всей накладки при 550°С. Последнее позволяет повысить сопротивление металла накладки ударным нагрузкам, а в зоне отверстий - пластичность для облегчения вдавливания краев отверстий в технологические окна детали при затяжке S-образных прижимов болтом. Твердость термообработанных поверхностей накладки составляет 350-420 НВ. При последующих ремонтах накладка снимается и после дефектоскопирования надбуксовой стенки ставится на прежнее место.
Источники информации
1. Пранов А.А., Шенаурин А.А. Комплексная модернизация двухосной тележки модели 18-100 // Тяжелое машиностроение. №10, 2000, с.32.
2. Способ восстановления опорных поверхностей несущих деталей грузовых вагонов. Патент RU №2156681. Бюллетень №27, 2000.
Изобретение относится к железнодорожному подвижному составу, в частности к повышению износостойкости надбуксовой поверхности боковой рамы. Надбуксовая накладка боковой рамы вагонной тележки выполнена из листовой стали с износостойкими и пружинными свойствами. Рабочая плоскость (4) накладки совпадает по контуру с надбуксовой опорной поверхностью. Накладка имеет напуски (5) для загиба за контур опорной поверхности толщиной не менее половины толщины надбуксовой стенки, переходящие на участке, соответствующем коробчатому сечению, в S-образные прижимы. Указанные прижимы отстоят выпуклым нижним профилем (8) от боковых стенок не менее чем на половину величины допуска на ширину концевой части детали, и сопряжены с горизонтальной поверхностью радиусом, равным этому удалению, в средней части (12) их выполнены отверстия (9), расположенные соосно технологическим отверстиям меньшего по сравнению с последними диаметра. Края отверстий вогнуты внутрь накладки по сферической поверхности, а вверху края прижимов (11) отогнуты от боковых стенок детали в пределах ширины нижней части накладки, при этом горизонтальная плоскость с напусками и нижняя часть S-образных прижимов термообработаны по режиму закалки с отпуском. Технический результат, достигаемый при использовании изобретения, состоит в повышении работоспособности и ремонтопригодности детали. 2 ил.
Надбуксовая накладка боковой рамы вагонной тележки, выполненная из листовой стали с износостойкими и пружинными свойствами, имеющая рабочую горизонтальную плоскость трапециевидной формы, совпадающую по контуру с надбуксовой опорной поверхностью, к скошенным сторонам которой примыкают напуски для загиба за контур опорной поверхности высотой не менее 1/2 толщины надбуксовой стенки, и закрепляемая на боковых стенках детали, отличающаяся тем, что на участке, соответствующем коробчатому сечению концевой части детали с технологическими отверстиями в боковых стенках, накладка имеет вертикально ориентированные прижимы S-образной формы, отстоящие внизу от боковых стенок не менее, чем на половину величины допуска на ширину концевой части детали, и сопряженные с горизонтальной плоскостью радиусом, равным этому удалению, в средней части которых выполнены отверстия, расположенные соосно технологическим отверстиям, меньшего по сравнению с последними диаметра, края которых вогнуты внутрь накладки по сферической поверхности, а вверху края прижимов отогнуты от боковых стенок детали в пределах ширины нижней части накладки, при этом горизонтальная плоскость с напусками и нижняя часть S-образных прижимов термообработаны по режиму закалки с отпуском.
| СПОСОБ ВОССТАНОВЛЕНИЯ ОПОРНЫХ ПОВЕРХНОСТЕЙ НЕСУЩИХ ДЕТАЛЕЙ ГРУЗОВЫХ ВАГОНОВ | 1998 |
|
RU2156681C2 |
| ТЕЛЕЖКА ГРУЗОВОГО ВАГОНА | 1994 |
|
RU2090404C1 |
| ТЕЛЕЖКА ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2001 |
|
RU2200681C2 |
| ТЯЖЕЛОЕ МАШИНОСТРОЕНИЕ, № 10, 2000, с.32 | |||
| СПОСОБ ЗАЩИТЫ И ВОССТАНОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ НАПЛАВКОЙ | 1998 |
|
RU2124975C1 |
| US 4203371, 20.05.1980 | |||
| US 4078501 А, 12.07.1977 | |||
| US 4915031 А, 10.04.1990 | |||
| US 4254712 А, 10.03.1981. | |||

