Изобретение относится к оборудованию для производства труб с металлическими покрытиями методом погружения труб в ванну с расплавом.
Известна машина для нанесения горячих покрытий на трубы, включающая кинематически связанные шнеки для загрузки, перемещения и выгрузки труб из расплава на наклонный рольганг, снабженная с целью повышения производительности винтовым роликом и барабаном для одновременной выдачи нескольких труб из ванны (Авторское свидетельство СССР № 199622, кл. С 23 С 2/00, 1967).
При выходе из ванны трубы совершают осевое и поперечное перемещение. Вследствие такого движения возможна обдувка труб сжатым воздухом только сверху и снизу (щелевая обдувка), что не обеспечивает качественное покрытие, приводит к разнотолщинности покрытия и перерасходу металла.
Известно также устройство для нанесения горячих покрытий на трубы (Авторское свидетельство СССР № 1116094, кл. С 23 С 1/14, 1984), которое для повышения качества и расширения диапазона толщины наносимых покрытий, снабжено упорной линейкой, расположенной в ванне за винтовым роликом по ходу процесса; тянущими и центрирующими роликами и кольцевым соплом, расположенными на ванне в месте выхода груб.
В этом устройстве качественное равномерное покрытие труб по окружности должно достигаться за счет установки кольцевого сопла обдувки труб сжатым воздухом, однако на практике при перемещении трубы вдоль упорной линейки на передний конец трубы налипает шлак, находящийся на поверхности расплава, который не удаляется полностью при прохождении трубы через кольцевое сопло.
В качестве прототипа принята одноручьевая двухшнековая машина с периодическим вращением шнеков и остановками для загрузки и извлечения труб (Машиностроение. Энциклопедия, т.IV-5. 2000, стр. 707). В этой машине передний конец трубы при извлечении из расплава металла перемещается в вертикальной плоскости с помощью крюкового захвата. Поэтому налипания шлака на передний конец трубы не происходит.
Погружающие шнеки и крюковой захват в этой машине кинематически не связаны. Каждый из них имеет свой привод.
Недостатком машины является низкая производительность из-за остановок для загрузки и выгрузки труб (пока крюковой захват не опустится в нижнее исходное положение, шнеки не вращаются).
Техническим результатом настоящего изобретения является повышение производительности одноручьевой шнековой машины для нанесения горячих покрытий на трубы.
Технический результат достигается тем, что в одноручьевой шнековой машине для нанесения горячих покрытий на трубы, включающей ванну для расплава, устройство для загрузки труб, погружающие шнеки, выполненные с возможностью вращения, регулируемые направляющие, механизм подъема переднего конца трубы, содержащий крюковой захват, тянущие магнитные ролики и кольцевое обдувочное сопло, согласно изобретению погружающие шнеки выполнены с возможностью непрерывного вращения от привода с трансмиссионным валом, а механизм подъема переднего конца трубы снабжен кривошипом, рычагом и упругим компенсатором.
Причем крюковой захват кинематически связан с погружающими шнеками с возможностью его движения с остановками в нижнем и верхнем положениях, а кривошип выполнен с возможностью непрерывного вращения для подъема и опускания рычага с установленным на нем крюковым захватом, при этом для остановки рычага в нижнем положении в нем выполнен паз, радиус которого равен радиусу кривошипа.
При этом упругий компенсатор установлен между крюковым захватом и рычагом для обеспечения необходимой выдержки при остановке крюкового захвата во время поджатия переднего конца трубы к магнитным роликам.
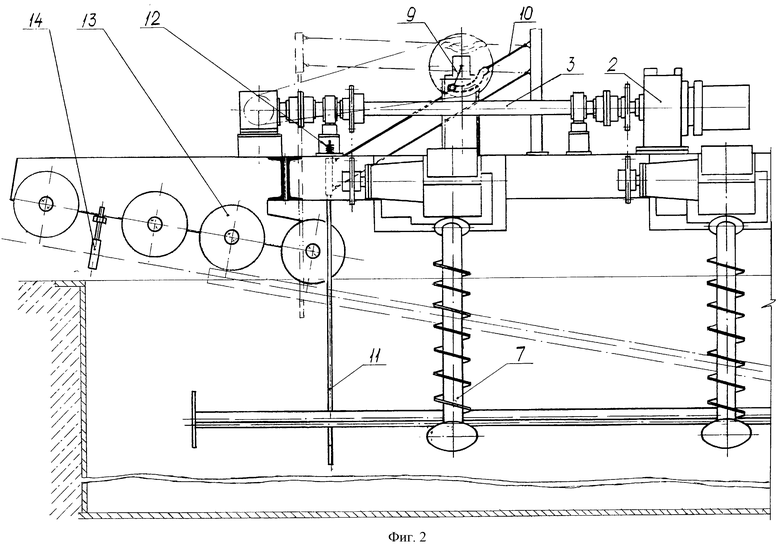
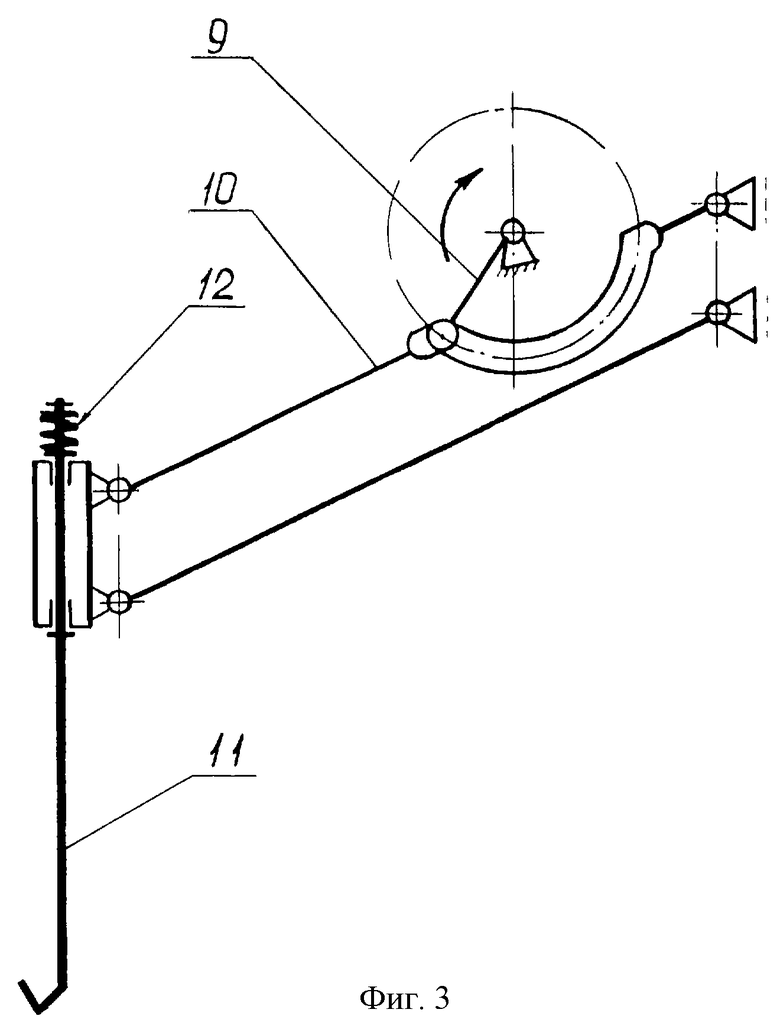
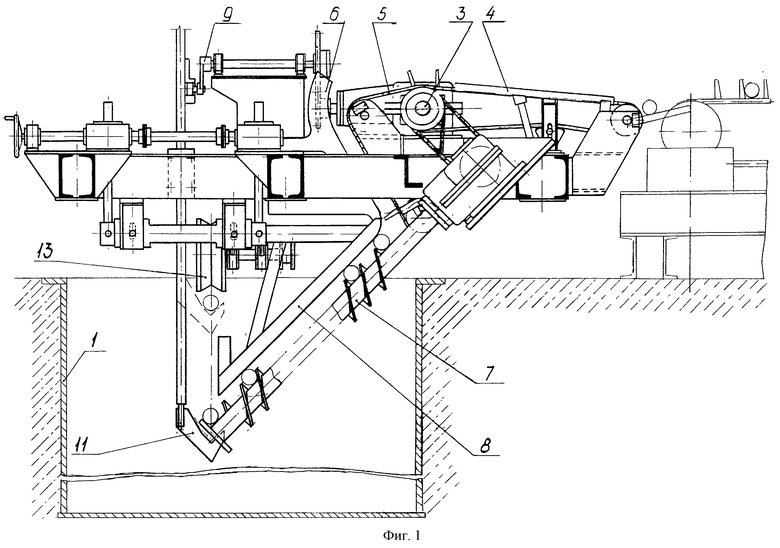
На фиг.1 представлен поперечный разрез предлагаемой машины; на фиг.2 - продольный разрез предлагаемой машины; на фиг.3 - схема установки крюкового захвата.
Предлагаемая машина включает ванну для расплава 1, привод 2 с трансмиссионным валом 3; устройство для загрузки труб, состоящее из цепного транспортера 4, цепного укладчика 5 и проводок 6; погружающие шнеки 7 с регулируемыми направляющими 8; механизм подъема переднего конца трубы, состоящий из кривошипа 9, рычага 10, крюкового захвата 11, опирающегося на рычаг через упругий компенсатор 12; тянущие магнитные ролики 13; кольцевое обдувочное сопло 14.
Машина работает следующим образом.
Труба с позиции загрузки цепным транспортером 4 перемещается наклонно вверх. Над трансмиссионным валом 3 толкающие штыри цепного транспортера передают трубу на несущие штыри цепного укладчика 5, который движется с наклоном вниз. Вдоль крутонаклонной части укладчика установлены проводки 6, которые удерживают трубу на штырях до момента укладки трубы на начальные витки шнеков 7. Чтобы в расплаве трубы не выпадали из витков шнеков 7, над шнеками установлены регулируемые направляющие 8. Чтобы крюковой захват 11 при подъеме трубы не цеплял очередную трубу, трубы на шнеки укладываются через виток.
До прихода трубы к последним виткам шнеков 7 крюковой захват 11 опускается в исходное нижнее положение и останавливается. Это происходит в момент, когда кривошип 9 проходит по пазу рычага 10. Радиус паза рычага 10 равен радиусу кривошипа 9.
После подхода трубы к последним виткам шнеков 7 крюковой захват 11 начинает движение вверх и поднимает передний конец трубы до соприкосновения с тянущими магнитными роликами 13.
Для обеспечения надежного подхвата и начала извлечения трубы из расплава магнитными роликами 13 крюковой захват 11 при поджатии трубы к магнитным роликам останавливается и поддерживает трубу в этом положении за счет сжатия упругого компенсатора 12, установленного между захватом 11 и рычагом 10. Крюковой захват 11 будет стоять, пока рычаг 10 не пройдет свое верхнее положение.
При прохождении через кольцевое сопло 14 наружная поверхность извлекаемой из расплава трубы обдувается сжатым воздухом.
Предлагаемая машина изготовлена и испытана в цехе непрерывной печной сварки труб ОАО "Таганрогский металлургический завод" для нанесения цинкового покрытия на трубы диаметром 1/2...4 дюйма.
Была достигнута производительность машины:
на трубах диаметром от полдюйма до одного дюйма - 600 штук/час;
на трубах диаметром от дюйма с четвертью до полутора дюймов - 450 штук/час;
на трубах диаметром от двух дюймов до четырех дюймов - 360 штук/час.
Эти показатели соответствуют лучшим зарубежным одноручьевым машинам и вдвое превышают производительность машины, принятой за прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ РАСПЛАВА МЕТАЛЛА НА ТРУБЫ | 1996 |
|
RU2116375C1 |
| Устройство для нанесения горячих покрытий на трубы | 1983 |
|
SU1116094A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ РАСПЛАВА НА ТРУБЫ | 2003 |
|
RU2325464C2 |
| Способ непрерывного изготовления труб с защитной оболочкой | 1988 |
|
SU1599231A1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ГРУНТОВОЙ ПОДУШКИ ТРУБОПРОВОДА | 1989 |
|
RU2044119C1 |
| МАШИНА ДЛЯ НАНЕСЕНИЯ ГОРЯЧИХ ПОКРЫТИЙ НА ТРУБЫ | 1967 |
|
SU199622A1 |
| Поточная линия нанесения горячего покрытия на трубы | 1990 |
|
SU1724724A1 |
| УСТРОЙСТВО для ГЕРМЕТИЗИРУЮЩЕГОКОРОБОКПОКРЫТИЯ | 1971 |
|
SU293642A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ПОДАЧИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 1999 |
|
RU2186718C2 |
| Устройство для диффузионной металлизации изделий в легкоплавком жидкометаллическом растворе | 2022 |
|
RU2789323C1 |
Изобретение относится к области металлургии, конкретно к оборудованию для производства труб с металлическими покрытиями. Машина содержит ванну для расплава, устройство для загрузки труб, погружающие шнеки с регулируемыми направляющими, механизм подъема переднего конца трубы, состоящий из крюкового захвата, кривошипа, рычага, упругого компенсатора, тянущих магнитных роликов и кольцевого обдувочного сопла. Погружающие шнеки вращаются непрерывно от привода с трансмиссионным валом. Крюковой захват, кинематически связанный с погружающими шнеками, движется с остановками в нижнем и верхнем положении, а подъем и опускание рычага с установленным на нем крюковым захватом осуществляются непрерывно вращающимся кривошипом. При использовании изобретения обеспечивается повышение производительности машины. 3 з.п. ф-лы, 3 ил.
| МАШИНОСТРОЕНИЕ, ЭНЦИКЛОПЕДИЯ, т | |||
| IV-V | |||
| - М., 2000, с.707 | |||
| Устройство для нанесения горячих покрытий на трубы | 1983 |
|
SU1116094A1 |
| РОТОРНАЯ УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГОРЯЧИХ ПОКРЫТИЙ | 1992 |
|
RU2049147C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ РАСПЛАВА МЕТАЛЛА НА ТРУБЫ | 1996 |
|
RU2116375C1 |

