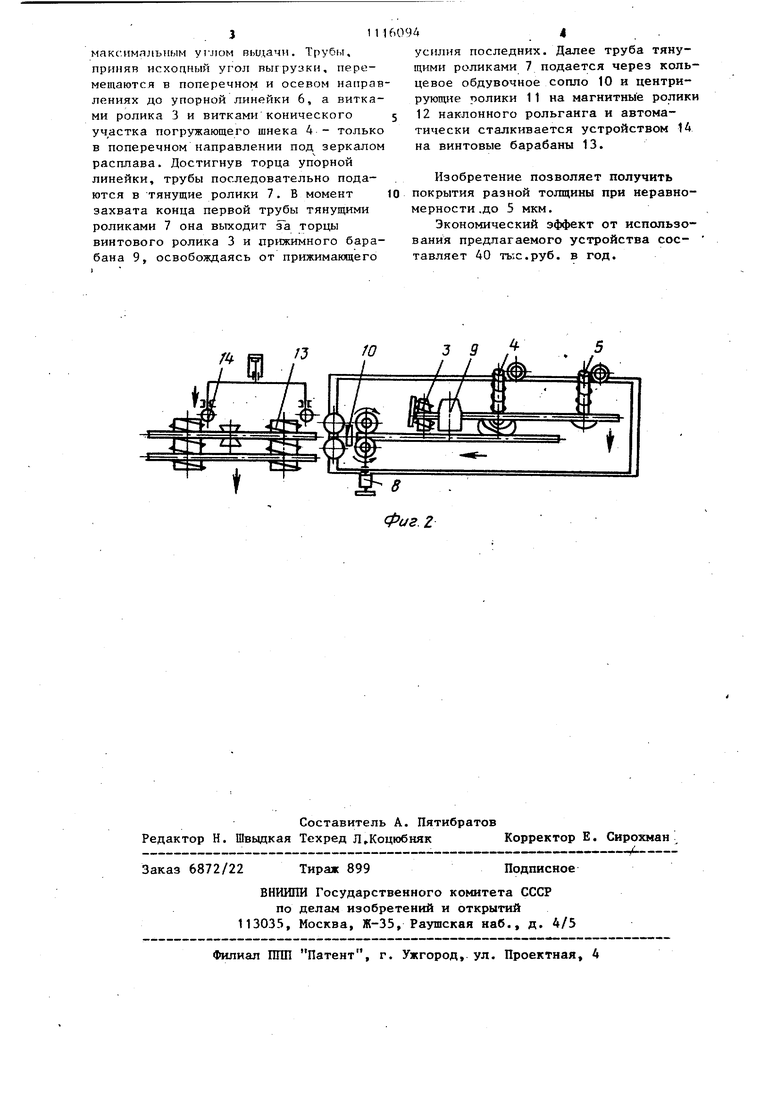
Изобретение относится к оборудованию для производства круглого проката с покрытиями. Наиболее близким по технической сущности и достигаемому результату является устройство для нанесения . горячих покрытий на трубы,содержаще ванну для расплава, кинематически связанные шнеки для загрузки, перем щения и выгрузки труб из расплава на наклонный рольганг, винтовой ролик, барабан дляприжатия труб к винтовому ролику и к погружающим шнекам 1 3. Однако это устройство не позво- . ляет получить равномерное покрытие труб по окружности, так как констру цией механизма выгрузки труб из рас плава заложена траектория движения труб вдоль и поперек своей оси одно временно в соотношении соответствен но 10:1. Вследствие такого движения труб возможна только щелевая обдувк сжатым воздухом. Обдувка труб сверх и снизу не обеспечивает равномер- . ного покрытия труб цинком по окружности. Целью изобретения является повышение качества и расширение диапазона толщин наноси апс покрытий. Поставленная цель достигается тем, что устройстводля нанесения горячих покрытий на трубы, содержащее ванну для расплава, кинематичес ки связанные шнеки для загрузки, перемещения и выгрузки труб из расплава на наклонный рольганг, винтовой ролик, барабан для прижатия труб к винтовому ролику и к погружающим шнекам, снабжено упорной линейкой, расположенной в ванне за винтовым роликом по ходу процесса, тянущими и центрирукяцими роликами и кольцевым соплом, расположенными на ванне в месте выхода труб. На фиг. 1 изображена схема устройства; на фиг. 2 - устройство, план. Устройство содержит задающие вер .тикально установление шнеки 1и 2, :винтовой конический ролик 3, погруж ющие щнеки 4 и 5, упорную линейку 6 тянущие ролики 7, снабженные устрой ством 8 для их регулирования, прижи ной барабан 9, кольцевое обдувочное сопло 10, центирующие ролики 11, На наклонном рольганге установле магнитные ролики 12 и винтовые бара баны 13. Для сталкивания труб npe/iyсмотрено автоматическое роликовое устройство 14. Упорная линейка 6 позволяет увеличить продолжительность пребывания труб в расплаве и осуществлять поочередную выдачу труб через кольцевое обдувочное сопло, чем расширяет диапазон толщины наносимых покрытий. Тянущие ролики 7 снабжены устройством 8, при помощи которого производится регулирование расстояния меткду ними и усилие зажима труб при переходе с одного диаметра на другой, не останавливая процесса оцинкования труб. Кольцевое обдувочное сопло 10 формирует поверхность слоя цинка на трубе струей сжатого воздуха, направленной под углом навстречу движению трубы. Величина кольцевой щели сопла и давление сжатого воздуха регулируются в необходимых пределах. Центрирующие ролики 11 удерживают трубу по центру кольцевого обдувочного сопла. Обороты тянущих роликов 7 . плавно регулируются, что позволяет изменять линейную скорость прохождения труб через кольцевое обдувочное сопло. Этим достигается нужная (заданная) толщина покрытия труб. Тянущие ролики машины и магнитные ролики наклонного рольганга кинематически связаны и имеют отдельный привод. Элементы-привода расположены вне расплава, что обеспечивает его надежную работу. Устройство работает следующим образом. Трубы загружаются на погружающиешнеки 4 и 5 двумя задающими верти кально установленными шнеками 1 и 2, обеспечивающими за счет разности шагов наклонное опускание труб в вертикальной плоскости в расплав цинка и установку каждой из них в наклонном положении на винтовом коническом ролике 3 и на начальных витках погружающих щнеков 4 и 5. В расплаве до момента выхода каждой трубы они перемещаются с помощью погружающих шнеков и винтового конического ролика, которые расположены под разными углами к горизонтальной плоскости и имеют разные шаги, что обеспечивает дальнейший наклонный спуск труб в расплав, полное погружение с переходом в горизонтальное положение а также установку их под
3111
максимлльным углом вьщачи. Трубы, приняв исходный угол выгрузки, перемещаются в поперечном и осевом направлениях до упорной линейки 6, а витками ролика 3 и витками конического участка погружающего шнека 4 - только в поперечном направлении под зеркалом расплава. Достигнув торца упорной линейки, трубы последовательно подаются в тянущие ролики 7. В момент захвата конца первой трубы тянущими роликами 7 она выходит за торцы винтового ролика 3 и прижимного барабана 9, освобождаясь от прижимакщего
4.4 .
усилия последних. Далее труба тянущими роликами 7 подается через кольцевое обдувочное сопло 10 и центрирующие ролики 11 на магнитные ролики
12 наклонного рольганга и автоматически сталкивается устройством 1А на винтовые барабаны 13.
Изобретение позволяет получить покрытия разной толщины при неравномерности .до 5 мкм.
Экономический эффект от использования предлагаемого устройства составляет 40 .руб. в год.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ РАСПЛАВА МЕТАЛЛА НА ТРУБЫ | 1996 |
|
RU2116375C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ РАСПЛАВА НА ТРУБЫ | 2003 |
|
RU2325464C2 |
| ОДНОРУЧЬЕВАЯ ШНЕКОВАЯ МАШИНА ДЛЯ НАНЕСЕНИЯ ГОРЯЧИХ ПОКРЫТИЙ НА ТРУБЫ | 2002 |
|
RU2229534C2 |
| МАШИНА ДЛЯ НАНЕСЕНИЯ ГОРЯЧИХ ПОКРЫТИЙ НА ТРУБЫ | 1967 |
|
SU199622A1 |
| Устройство для нанесения металлических покрытий на внутреннюю и наружную поверхности труб | 1988 |
|
SU1638197A1 |
| Устройство для непрерыного нанесения покрытий на гранулированные материалы | 1975 |
|
SU579029A1 |
| Агрегат непрерывного горячего оцинкования труб | 1958 |
|
SU123381A1 |
| Поточная линия нанесения горячего покрытия на трубы | 1990 |
|
SU1724724A1 |
| Устройство для удаления излишков цинка при горячем цинковании | 1969 |
|
SU292516A1 |
| СПОСОБ УДАЛЕНИЯ ЛИШНЕГО СЛОЯ ЦИНКА С ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБЫ ПРИ ГОРЯЧЕМ ЦИНКОВАНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2093603C1 |
УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ГОРЯЧИХ ПОКРЫТИЙ НА ТРУБЫ, срдержащее ванну для расплава, кинематически связанные шнеки для загрузки, перенещения и выгрузки труб из расплава на наклонный рольганг, винтовой ролик, барабан для прижатия труб к винтовому ролику и к погружающим шнекам, отличающее ся тем, что, с целью повышения качества и расширения диапазона толщин наносимых покрытий, оно снабжено упорной линейной, расположенной в ванне за винтовым роликом по ходу процесса, тянуцкими и центирующими роликами и кольцевым соплом, расположенными на ванне в месте выхода труб. Од
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| МАШИНА ДЛЯ НАНЕСЕНИЯ ГОРЯЧИХ ПОКРЫТИЙ НА ТРУБЫ | 0 |
|
SU199622A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
