Изобретение относится к покрытиям металлических материалов путем погружения в расплав, в частности к оборудованию для производства труб с цинковым покрытием.
Известна установка для нанесения горячих покрытий на трубы, включая кинематически связанные шнеки для загрузки, перемещения и выгрузки труб из расплава на наклонный рольганг, снабженный, с целью повышения производительности, винтовым роликом и барабаном для одновременной выдачи нескольких труб из ванны (а.с. №199622, кл. С23С 2/00; 1967 г.).
Трубы, выходя из ванны, совершают продольное и поперечное перемещение. При такой выдаче трубы возможна только щелевая обдувка трубы. Это приводит к разнотолщинности покрытия и его перерасходу.
Наиболее близким аналогом предложенного изобретения является установка для нанесения покрытий из расплава на трубы, включающая ванну для расплава, устройство загрузки, кинематически связанные загружающие и выгружающие шнеки с регулируемыми направляющими, упорную линейку, кольцевое обдувочное сопло и тянущие магнитные ролики (а.с. SU 1116094 А1, С23С 2/00; 1984 г.).
Отличием заявленного изобретения является то, что передача трубы со стороны загрузки загружающего шнека на внешнюю сторону выгружающего шнека осуществлена в расплаве под торцами этих шнеков цилиндрами, консольно закрепленными и установленными по касательной к винтовой периферийной части витка выгружающего шнека, длиной больше максимального диаметра транспортируемой трубы и являющимися продолжением винтовой периферийной части витка выгружающего шнека, а оси выгружающих шнеков установлены под углом, равным разности прямого угла и угла подъема винтовой периферийной части витка выгружающего шнека.
Техническим результатом заявленного изобретения является увеличение производительности установки для нанесения покрытий из расплава на трубы и изменение ее производительности без остановки технологического процесса.
Это достигается тем, что в установке для нанесения покрытия из расплава на трубы, включающей ванну для расплава, устройство загрузки, кинематически связанные загружающие и выгружающие шнеки с регулируемыми направляющими, упорную линейку, кольцевое обдувочное сопло и тянущие магнитные ролики, отличающаяся тем, что для организованной передачи труб со стороны загрузки загружающего шнека на внешнюю сторону выгружающего шнека в расплаве под каждым из торцов шнеков расположен цилиндр, консольно закрепленный и установленный по касательной к винтовой периферийной части витка соответствующего шнека, длиной больше максимального диаметра транспортируемой трубы и являющийся продолжением винтовой периферийной части витка шнека, а оси шнеков установлены под углом, равным разности прямого угла и угла подъема винтовой периферийной части витка шнека.
При этом для обеспечения загрузки с внешней стороны загружающих шнеков в качестве загружающих шнеков использованы выгружающие шнеки, установленные зеркально выгружающим шнекам, относительно перпендикуляра, опущенного на ось трубы.
При технологической необходимости цилиндр может быть закреплен под углом, отличным от угла подъема винтовой периферийной части витка выгружающего шнека.
Для исключения возможности неорганизованного перемещения труба более продолжительное время фиксируется на максимальном удалении от оси загружающего шнека его цилиндром, выполненным с закрепленной к нему пластиной, с которой цилиндр образует сектор с радиусом, равным максимальному радиусу, описываемому цилиндром вокруг оси загружающего шнека, и установлена за цилиндром в плоскости, являющейся продолжением винтовой периферийной части витка шнека.
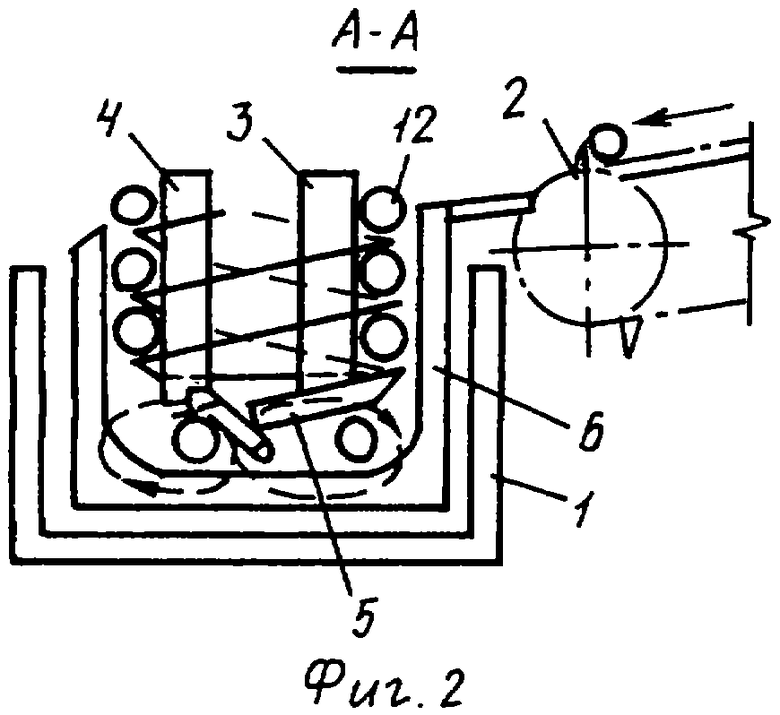
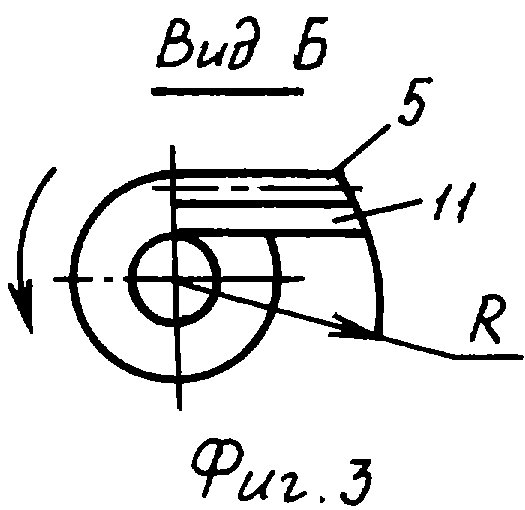
На фиг.1 представлен общий вид предлагаемой установки; вид сбоку; на фиг.2 - поперечный разрез установки; пунктирной линией показана траектория движения конца цилиндра - эллипс; на фиг.3 - крепление пластины к цилиндру.
Предлагаемая установка включает ванну 1, устройство загрузки, выполненное в виде цепных укладчиков 2, расположенные в ванне и кинематически связанные загружающие 3 и выгружающие 4 шнеки с цилиндрами 5, регулируемые направляющие 6, упорную линейку 7, размещенные над зеркалом расплава тянущие магнитные ролики 8 и кольцевое обдувочное сопло 9, по оси которого установлен наклонный рольганг 10, и пластину 11.
Установка работает следующим образом.
Труба 12 загружается в ванну для расплава 1 с помощью цепных укладчиков 2 на загружающие шнеки 3 до соприкосновения с упорной линейкой 7 под углом, передним концом вниз, чтобы организовать выход воздуха. Вращением против часовой стрелки загружающих шнеков 3 труба 12 опускается в расплав, уменьшая угол наклона до момента, когда она окажется в горизонтальном положении на направляющих 6. При дальнейшем вращении загружающих шнеков 3 труба 12 перемещается по направляющим 6 в направлении к выгружающим шнекам 4. Вращение шнеков 3 и 4 кинематически согласовано так, что когда цилиндры 5 с пластиной 11 загружающих щнеков 3 максимально перемещают трубу 12, по прямой части направляющих 6, от своей оси вращения, цилиндры 5 выгружающих шнеков 4 уже расположены над трубой 12, захватывая ее, тем самым исключая возможность неорганизованного ее перемещения. При дальнейшем вращении по часовой стрелке выгружающих шнеков 4 труба 12 перемещается под действием цилиндров 5 выгружающих щнеков 4 по направляющией 6, поднимаясь на виток выгружающего шнека 4, т.к. цилиндры 5 этих шнеков являются продолжением винтовой периферийной части витка выгружающего шнека 4, изменяя угол наклона оси трубы 12 к горизонту, до соприкосновения с тянущими магнитными роликами 8, которые транспортируют ее на наклонный рольганг 10.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения горячих покрытий на трубы | 1983 |
|
SU1116094A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ РАСПЛАВА МЕТАЛЛА НА ТРУБЫ | 1996 |
|
RU2116375C1 |
| ОДНОРУЧЬЕВАЯ ШНЕКОВАЯ МАШИНА ДЛЯ НАНЕСЕНИЯ ГОРЯЧИХ ПОКРЫТИЙ НА ТРУБЫ | 2002 |
|
RU2229534C2 |
| МАШИНА ДЛЯ НАНЕСЕНИЯ ГОРЯЧИХ ПОКРЫТИЙ НА ТРУБЫ | 1967 |
|
SU199622A1 |
| Установка для получения резино-полиолефиновых композиций | 2022 |
|
RU2798335C1 |
| Поточная линия нанесения горячего покрытия на трубы | 1990 |
|
SU1724724A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ ПОЛИМЕРНОГО МАТЕРИАЛА | 2012 |
|
RU2577382C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШНЕКА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2115502C1 |
| ПЛАЗМЕННАЯ ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ ПРЯМОГО ПОЛУЧЕНИЯ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ | 2006 |
|
RU2333251C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ КОРМОСМЕСИ В БУНКЕРНОМ СМЕСИТЕЛЕ И СМЕСИТЕЛЬ КОРМОВ | 2005 |
|
RU2311753C2 |
Установка включает ванну для расплава, устройство загрузки, кинематически связанные загружающие и выгружающие шнеки с регулируемыми направляющими, упорную линейку, кольцевое обдувочное сопло и тянущие магнитные ролики, при этом для организованной передачи трубы со стороны загрузки загружающего шнека на внешнюю сторону выгружающего шнека в расплаве под каждым из торцев шнеков расположен цилиндр, консольно закрепленный и установленный по касательной к винтовой периферийной части витка соответствующего шнека, длиной больше максимального диаметра транспортируемой трубы и являющийся продолжением винтовой периферийной части витка шнека, а оси шнеков установлены под углом, равным разности прямого угла и угла подъема винтовой периферийной части витка шнека. Установка позволяет увеличить производительность без остановки технологического процесса. 3 з.п. ф-лы, 3 ил.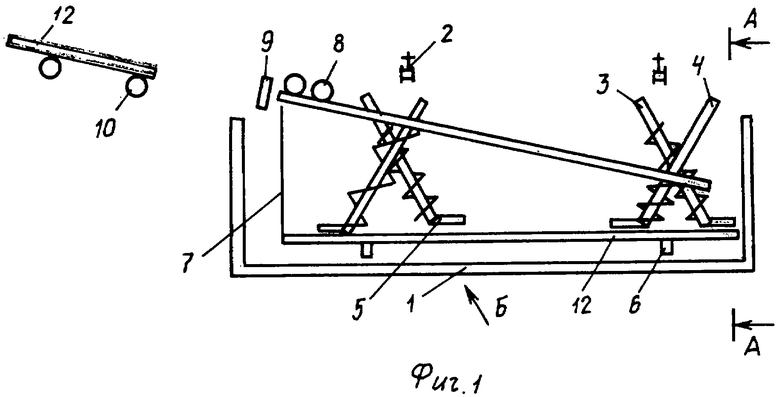
| Устройство для нанесения горячих покрытий на трубы | 1983 |
|
SU1116094A1 |
| Машиностроение | |||
| Энциклопедия | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| - М.: Машиностроение, 2000, с.707-709 | |||
| МАШИНА ДЛЯ НАНЕСЕНИЯ ГОРЯЧИХ ПОКРЫТИЙ НА ТРУБЫ | 0 |
|
SU199622A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ РАСПЛАВА МЕТАЛЛА НА ТРУБЫ | 1996 |
|
RU2116375C1 |
| Способ определения коэффициентовОблучЕННОСТи пОВЕРХНОСТЕй лучЕОбМЕ-НиВАющЕйСя СиСТЕМы | 1978 |
|
SU817492A1 |

