Изобретение относится к области сварки, а именно к электродуговой сварке труб с принудительным формированием шва при строительстве магистральных трубопроводов.
Цель изобретения - повышение качества шва и упрощение технологии сварки.
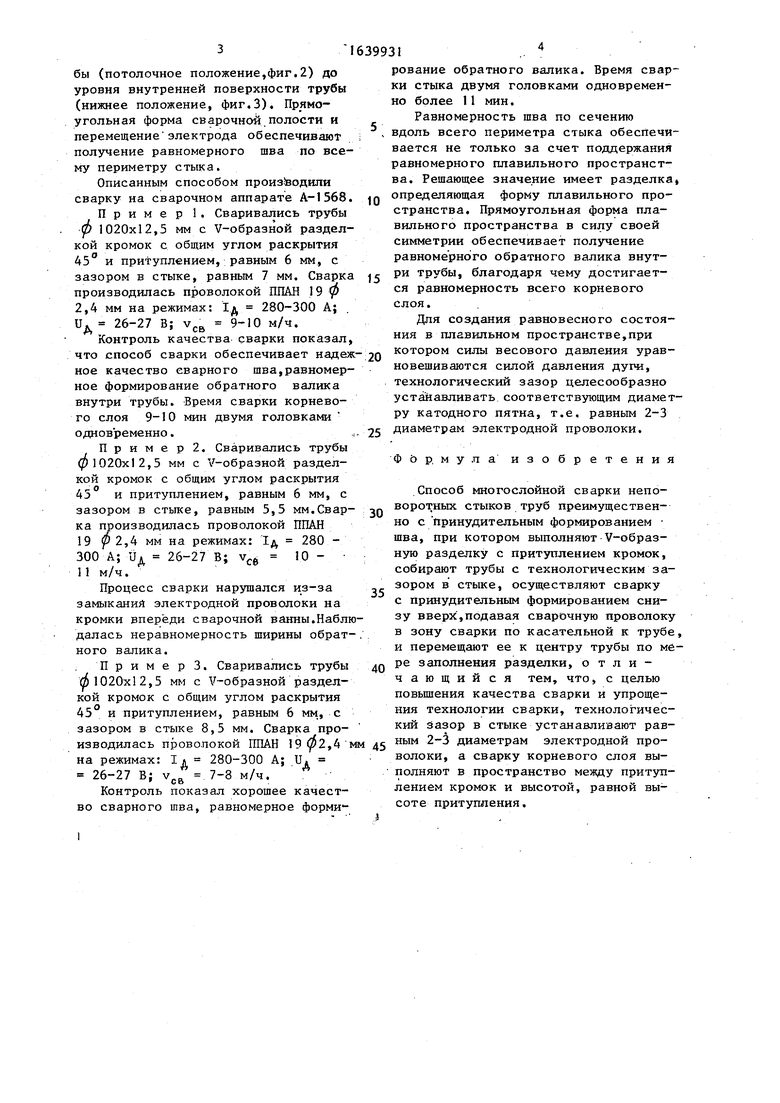
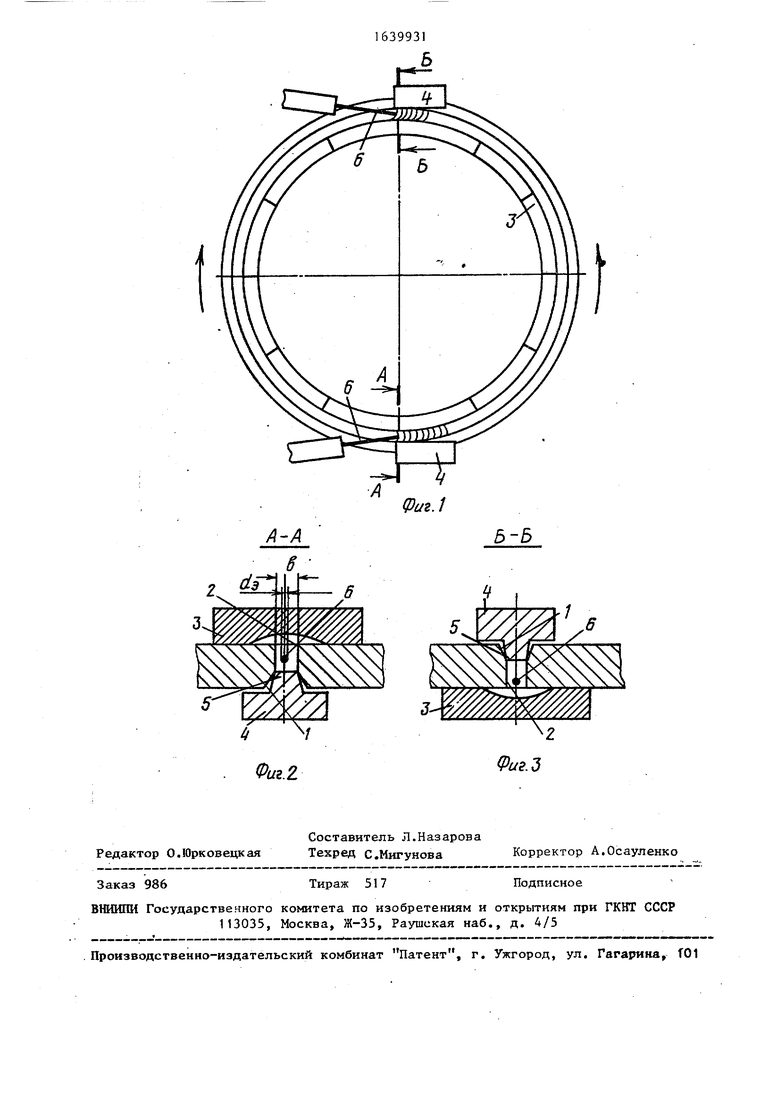
На фиг.1 показана схема реализации способа; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1.
Способ осуществляют следующим образом.
Кромки труб 1 обрабатывают перед сваркой под V-образную разделку с .
,притуплением 2 5-3 мм в зависимости от диаметра свариваемой трубы и выбранной технологии. Обработанные таким образом трубы собираются с зазором Ь, равным 2-3 диаметрам электродной проволоки, с помощью внутреннего центратора (не показано) с медным подкладным кольцом 3. Для формирования шва выбирают ползун 4 с зубом 5, высота которого на величину притупления меньше толщины стенки трубы. В образованную полость подают сварочную проволоку 6 и зажигают дугу.
В процессе сварки электродную проволоку перемещают к центру трубы от уровня наружной поверхности труОGO СО СО ОЭ
бы (потолочное положение,фиг.2) до уровня внутренней поверхности трубы (нижнее положение, фиг.З). Прямоугольная форма еварочной.полости и перемещение электрода обеспечивают получение равномерного шва по всему периметру стыка.
Описанным способом производили сварку на сварочном аппарате А-1568. Пример 1. Сваривались трубы ф 1020x12,5 мм с V-образной разделкой кромок с общим углом раскрытия 45° и притуплением, равным 6 мм, с
зазором в стыке, равным 7 мм. Сварка производилась проволокой ППАН 19 ф 2,4 мм на режимах: 1д 280-300 А;
В; VCB 9-10 м/ч. Контроль качества сварки показал,
ид 26-27
Равномерность шва по сечению , вдоль всего периметра стыка обеспечивается не только за счет поддержания равномерного плавильного пространства. Решающее значение имеет разделка, определяющая форму плавильного пространства. Прямоугольная форма плавильного пространства в силу своей симметрии обеспечивает получение равномерного обратного валика внутри трубы, благодаря чему достигается равномерность всего корневого слоя.
Для создания равновесного состояния в плавильном пространстве,при
15
что способ сварки обеспечивает надеж- 20 КОТ°Р°М силы весового давления уравновешиваются силой давления дури, технологический зазор целесообразно устанавливать соответствующим диаметру катодного пятна, т.е. равным 2-3 диаметрам электродной проволоки.
ное качество сварного шва,равномерное формирование обратного валика внутри трубы. Время сварки корневого слоя 9-10 мин двумя головками одновременно.
П р и м е р 2. Сваривались трубы
25
новешиваются силой давления дури, технологический зазор целесообразно устанавливать соответствующим диаметру катодного пятна, т.е. равным 2-3 диаметрам электродной проволоки.
ф 1020x12,5 мм с V-образной раздел-Формула изобретения
6399314
рование обратного валика. Время сварки стыка двумя головками одновременно более 11 мин.
Равномерность шва по сечению , вдоль всего периметра стыка обеспечивается не только за счет поддержания равномерного плавильного пространства. Решающее значение имеет разделка, определяющая форму плавильного пространства. Прямоугольная форма плавильного пространства в силу своей симметрии обеспечивает получение равномерного обратного валика внутри трубы, благодаря чему достигается равномерность всего корневого слоя.
Для создания равновесного состояния в плавильном пространстве,при
10
15
КОТ°Р°М силы весового давления урав
новешиваются силой давления дури, технологический зазор целесообразно устанавливать соответствующим диаметру катодного пятна, т.е. равным 2-3 диаметрам электродной проволоки.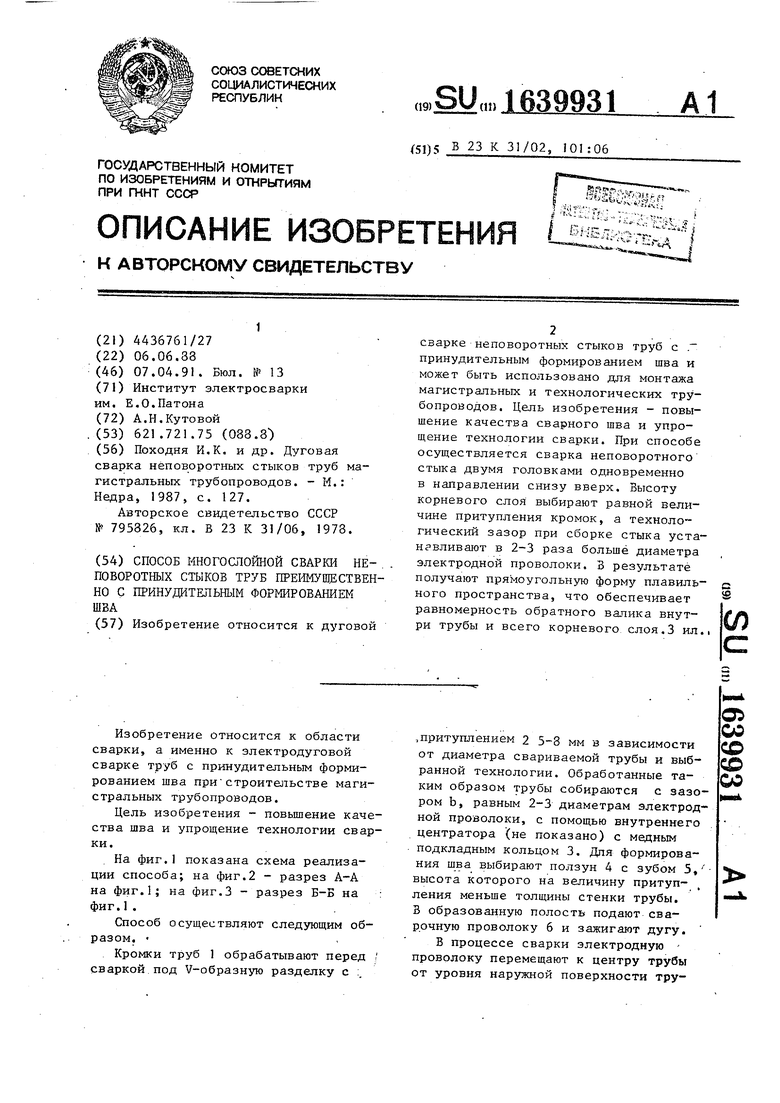
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД ОРБИТАЛЬНУЮ ЛАЗЕРНУЮ СВАРКУ НЕПОВОРОТНЫХ СТЫКОВЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2743131C1 |
| Способ механизированной дуговой сварки с короткими замыканиями в среде инертных и защитных газов | 2015 |
|
RU2613247C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| Способ комбинированной автоматической двухсторонней лазерно-дуговой сварки неповоротных кольцевых стыковых соединений трубопроводов | 2024 |
|
RU2832257C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕРМИЧЕСКИМ ЦИКЛОМ МНОГОПРОХОДНОЙ ЛАЗЕРНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ В УЗКОЩЕЛЕВУЮ РАЗДЕЛКУ СО СВАРОЧНОЙ ПРОВОЛОКОЙ | 2020 |
|
RU2754216C1 |
| Способ гибридной лазерно-дуговой сварки толстостенных труб | 2022 |
|
RU2787195C1 |
| Способ автоматической дуговой сварки неповоротных стыков труб | 1986 |
|
SU1466899A1 |
| СПОСОБ АДАПТИВНОЙ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 2008 |
|
RU2410216C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИИ УЗЛА СОПРЯЖЕНИЯ ДНИЩА РЕЗЕРВУАРА С ЕГО СТЕНКОЙ | 2021 |
|
RU2772702C1 |
Изобретение относится к дуговой сварке неповоротных стыков труб с принудительным формированием шва и может быть использовано для монтажа магистральных и технологических трубопроводов. Цель изобретения - повышение качества сварного шва и упрощение технологии сварки. При способе осуществляется сварка неповоротного стыка двумя головками одновременно в направлении снизу вверх. Высоту корневого слоя выбирают равной величине притупления кромок, а технологический зазор при сборке стыка устанавливают в 2-3 раза больше диаметра электродной проволоки. В результате получают прямоугольную форму плавильного пространства, что обеспечивает равномерность обратного валика внутри трубы и всего корневого слоя.З ил., с S (Л
кой кромок с общим углом раскрытия 45 и притуплением, равным 6 мм, с зазором в стыке, равным 5,5 мм.Свар- ка производилась проволокой ППАН 19 2,4 мм на режимах: 1д 280 - 300 А; ид 26-27 В; vce 10 - И м/ч.
Процесс сварки нарушался из-за замыканий электродной проволоки на кромки впереди сварочной ванны.Наблюдалась неравномерность ширины обратного валика.
П р и м е р 3. Сваривались трубы ф 1020x12,5 мм с V-образной разделкой кромок с общим углом раскрытия 45° и притуплением, равным 6 мм, с зазором в стыке 8,5 мм. Сварка производилась проволокой ППАН 19 $2,4 м на режимах: I л 280-300 A; U. - 26-27 В; VCB 7-8 м/ч.
Контроль показал хорошее качество сварного шва, равномерное форми
Способ многослойной сварки неповоротных стыков труб преимущественно с принудительным формированием шва, при котором выполняют V-образ- ную разделку с притуплением кромок, собирают трубы с технологическим зазором в стыке, осуществляют сварку с принудительным формированием снизу вверх,подавая сварочную проволоку в зону сварки по касательной к трубе, и перемещают ее к центру трубы по мере заполнения разделки, отличающийся тем, что, с целью повышения качества сварки и упрощения технологии сварки, технологический зазор в стыке устанавливают равным 2-3 диаметрам электродной проволоки, а сварку корневого слоя выполняют в пространство между притуплением кромок и высотой, равной высоте притупления.
А-А
Фиг.2.
Редактор О.Юрковецкая
Составитель Л.Назарова Техред С.Мигунова
Заказ 986
Тираж 517
ВНИИПИ Государствечного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Фиг.1
5-5
Корректор А.Осауленко
Подписное
| Походня И.К | |||
| и др | |||
| Дуговая сварка неповоротных стыков труб магистральных трубопроводов | |||
| - М.: Недра, 1987, с | |||
| Способ получения морфия из опия | 1922 |
|
SU127A1 |
| ЗАЩИТНАЯ МАСКА | 1979 |
|
SU795326A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
