Изобретение относится к области контроля качества изделий и может быть использовано в отраслях промышленности, выпускающих штучную продукцию.
Известен способ избирательного контроля изделий, заключающийся в том, что с целью автоматизации контроля в технологическом потоке, каждое последующее изделие измеряют по одному очередному параметру и выполняют заданное число циклов измерения, причем число технологических параметров и число контролируемых параметров не имеют общих делителей (А.с. №462973, G 01 B 5/00).
Однако существующий способ не может обеспечить заданный предел среднего уровня дефектности в готовой продукции после контроля, так как отсутствуют действия, связанные с условной отбраковкой определенного количества изделий, то есть существующий способ лишь обеспечивает получение информации о проценте бракованных изделий.
Известен способ заградительного избирательного контроля изделий, реализованный в машине для выборочного заградительного контроля (Кошкин Л.Н. Роторные и роторно-конвейерные линии. - 2-е изд. - М.: Машиностроение, 1986, с.286 и 287). Согласно способу, изделия выборочно контролируются и результаты контроля в этом случае используются для отделения в условный брак или для пропуска в годную продукцию всех изделий, прошедших обработку за период между выборочным контролем.
Реализация данного способа обеспечивает удаление бракованных изделий из потока при окончательных отказах (например, при поломке инструмента). При неокончательных отказах (например, при периодическом появлении брака за счет вибрации технологической системы, неоднородности заготовок и пр.) часть дефектной продукции не удаляется из потока и формируется некоторый средний уровень дефектности в готовой продукции после контроля, который может превышать допустимый уровень.
Для обеспечения в готовой продукции отсутствия превышения допустимого уровня дефектности после контроля в процедуру контроля вводится операция текущего накопления определенного количества непроконтролированных изделий в накопителе, расположенном за устройством контроля. При появлении одного или нескольких дефектных изделий, обнаруженных устройством контроля, объем накопителя выводится из потока для отбраковки. В качестве накопителя может использоваться участок конвейера за устройством контроля.
Обозначим:
N - общее количество изготовленных изделий,
D - количество изготовленных дефектных изделий,
 - уровень дефектности до контроля,
- уровень дефектности до контроля,
Nk - количество проконтролированных изделий,
Dk - количество проконтролированных дефектных изделий.
Средний уровень дефектности в готовой продукции после контроля определится
 - если бракованные изделия заменяются годными,
- если бракованные изделия заменяются годными,
 - если бракованные изделия не заменяются годными.
- если бракованные изделия не заменяются годными.
Обозначим долю проконтролированных изделий

Введем допущение Dk ≈ Nkq.
Тогда в результате можно получить

В случае, когда текущее накопленное количество изделий превышает количество изделий, выпущенных между проконтролированными изделиями, из формул (1) и (2) следует, что функция зависимости  от q начинается в точке
от q начинается в точке  , заканчивается в точке
, заканчивается в точке  и имеет максимум
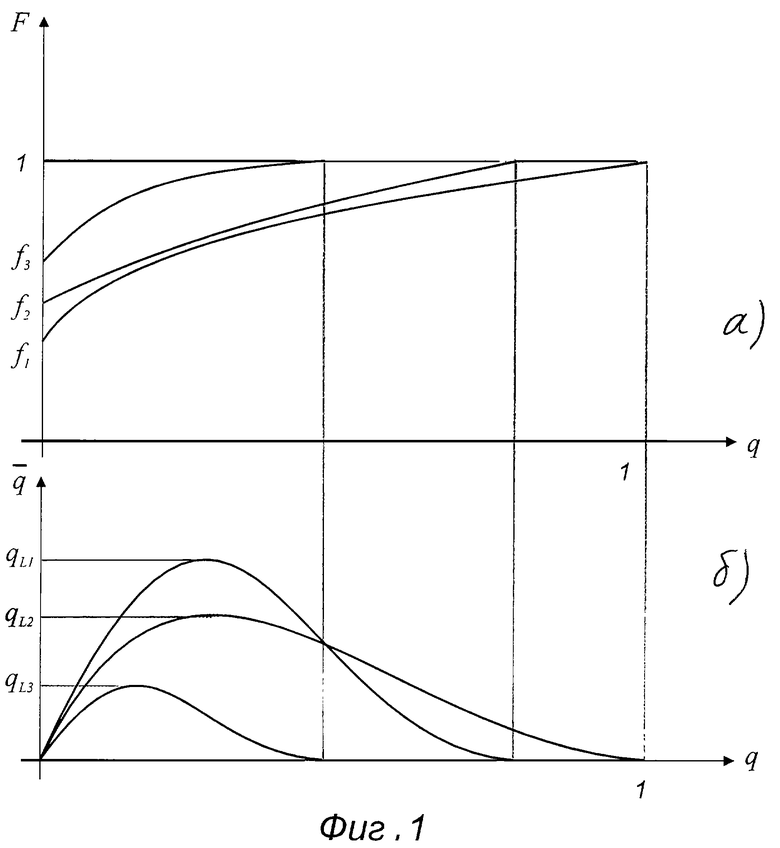
и имеет максимум  , называемый пределом среднего выходного уровня дефектности (фиг.1).
, называемый пределом среднего выходного уровня дефектности (фиг.1).
На фиг.1 величина f - частота взятия изделий из потока для контроля (например, при f=0,1 берется каждое десятое изделие). В случае, когда решение об отбраковке накопителя, где содержатся i непроконтролированных изделий, принимается при обнаружении одного дефектного изделия, доля проконтролированных изделий определяется
F=f(1+iq).
Средний уровень дефектности в готовой продукции после контроля определяется

Задачей изобретения является обеспечение в результате выборочного контроля и отбраковки продукции предела среднего уровня дефектности в готовой продукции.
Поставленная цель достигается тем, что в способе выборочного контроля штучной продукции, изделия для контроля с определенной частотой отбирают из потока и при обнаружении дефектных изделий осуществляют отбраковку продукции, производят накопление непроконтролированных изделий в накопителе, который располагают за устройством контроля, причем, при обнаружении одного или нескольких дефектных изделий в устройстве контроля, изделия, содержащиеся в накопителе, выводят из потока для их отбраковки, при этом объем накопителя превышает количество изделии, изготовленных за период между выборочным контролем.
Кроме того, что выборочный контроль осуществляют несколькими одноименными или разноименными устройствами контроля с отдельными накопителями или общим накопителем.
Число n одноименных устройств контроля определяется через
П - производительность технологического оборудования,
tk - время контроля,
n=Пtk,
При этом, если загрузка всех n устройств контроля из технологического потока осуществляется в одном месте, то фазовый сдвиг начала работы контрольных устройств составляет (Пf)-1. Если устройства контроля расположены вдоль потока (например, конвейера), то загрузка устройств контроля производится по мере приближения очередного f-1 изделия и фазовый сдвиг начала работы устройств контроля составляет
 ,
,
где hk - шаг расположения устройств контроля,
h - шаг изделий в технологическом потоке.
Последовательность работы нескольких одноименных устройств контроля задается командоаппаратом или инструкцией и может быть произвольной, то есть позиции могут работать не в порядке расположения вдоль конвейера. При этом возможен вывод из работы ряда устройств контроля и замена их резервными, также расположенными вдоль конвейера.
Поскольку требуется обеспечить контроль каждого f-1 изделия, то возможна привязка определенных позиций конвейера к конкретному устройству контроля. Для этого конвейер должен иметь число позиций, кратное (nf-1). В простейшем случае, при ручном съеме изделия для контроля, возможно визуальное обозначение этих позиций конвейера.
Кроме того, может быть осуществлен выборочный контроль по нескольким контролируемым параметрам, по каждому из которых должны быть обеспечены пределы среднего уровня дефектности в готовой продукции qL1, qL2...qLk. Это достигается выборочным контролем с частотами f
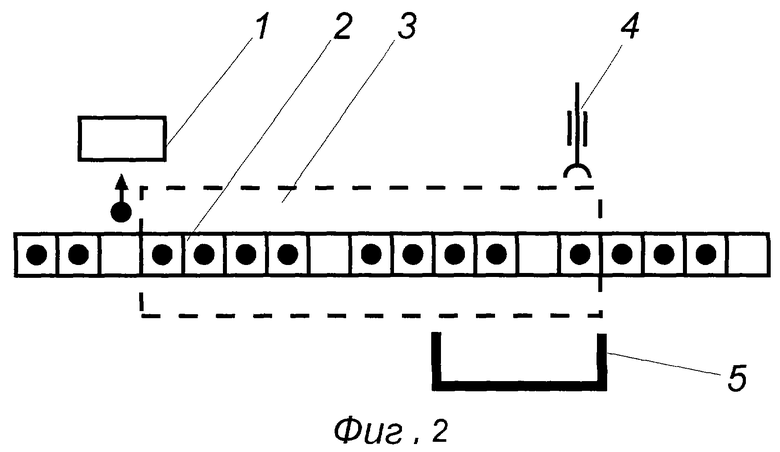
Схематические примеры реализации способа изображены на фиг.2 - 5. На фиг.2 изображена простейшая схема выборочного контроля с частотой f=0,2 и одним устройством контроля. На фиг.2:
1 - устройство контроля,
2 - конвейер с изделиями,
3 - накопитель,
4 - устройство удаления накопленных изделий с конвейера в устройство хранения и разбраковки,
5 - устройство хранения и разбраковки.
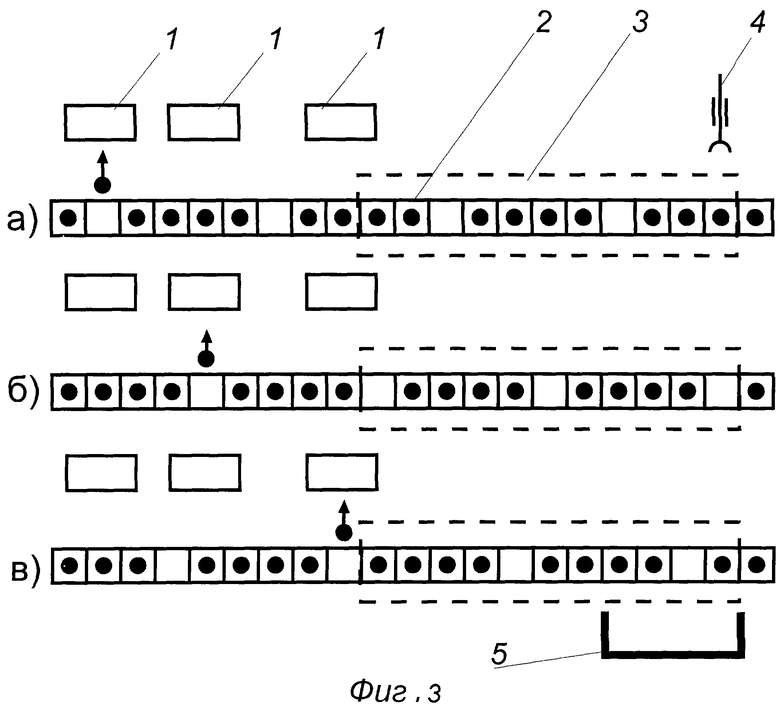
На фиг.3a, б, в - изображена схема выборочного контроля с использованием нескольких (например, трех) одноименных устройств контроля, расположенных с переменным шагом вдоль конвейера. Конвейер в процессе работы последовательно находится в положениях а), б), в). Частота контроля f=0,2. Обозначения на фиг.3 соответствуют обозначениям на фиг.2.
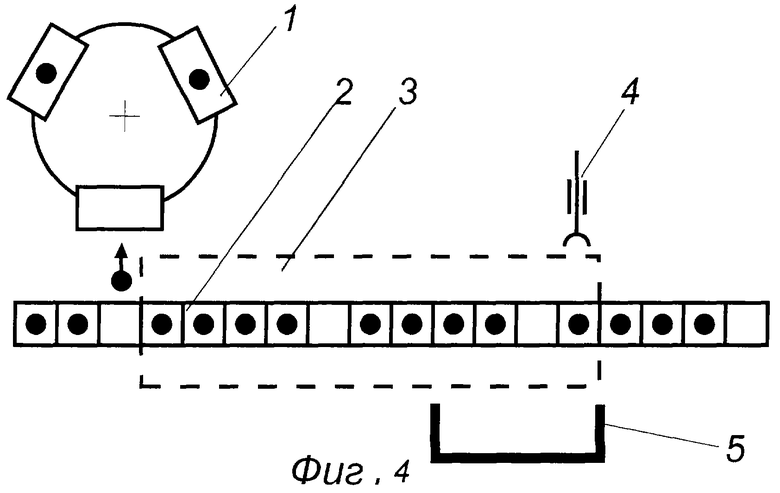
На фиг.4 изображена схема выборочного контроля с использованием нескольких (например, трех) одноименных устройств контроля, расположенных так, что загрузка их осуществляется в одном месте (например, расположенных на поворотном столе). Частота контроля f=0,2. Обозначения на фиг.4 соответствуют обозначениям на фиг.2.
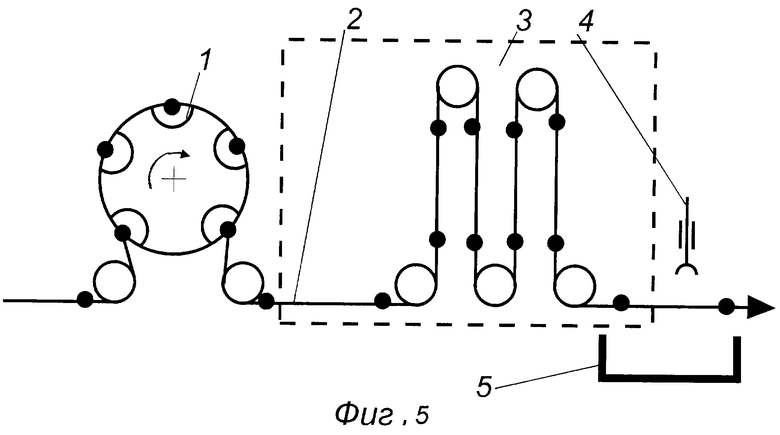
На фиг.5 изображена схема выборочного контроля в роторно-конвейерной линии с использованием нескольких (например, пяти) разноименных устройств контроля, расположенных в контрольном роторе. Все пять параметров изделий, расположенных в цепном конвейере, контролируются с частотой f=0,2. Значение i задается для каждого параметра индивидуально командоаппаратом. Обозначения на фиг.5 соответствуют обозначениям на фиг.2.
С конвейера 2 загружается изделие с частотой f в устройство 1 контроля. Конвейер продолжает движение, причем объем непроконтролированных изделий остается внутри накопителя 3, представленного как продолжением линии конвейера, так и отдельным элементом линии. При обнаружении в устройстве 1 контроля дефектного изделия устройство 4 удаления изделий сбрасывает непроконтролированные изделия в устройство 5 хранения и разбраковки. Изделия в устройстве 5 проходят разбраковку с возвратом или без возврата годных изделий на конвейер в соответствии с технологией контроля.
Использование предлагаемого способа выборочного контроля штучной продукции позволяет обеспечить в контролируемой продукции ограничение уровня дефектности до определенной величины, заложенной в требованиях потребителя (технических условиях).
Аналогичная цель достигается при использовании процедур приемки партий штучной продукции. Однако предлагаемый способ позволяет отказаться от формирования партий и принимать продукцию непосредственно в процессе производства. Это исключает процедуры накопления, хранения партий, последующего равномерного отбора изделий из партий, обеспечивает оперативную обратную связь с технологическим оборудованием при появлении брака.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ В ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2009 |
|
RU2400704C1 |
| УСТРОЙСТВО ДЛЯ СТРУКТУРНОГО КОНТРОЛЯ и РАССОРТИРОВКИ ФЕРРОМАГНИТНЫХ ИЗДЕЛИЙ | 1973 |
|
SU379863A1 |
| Устройство системы потокового поэкземплярного контроля качества и сортировки единичных изделий в виде плоских многоугольников правильной формы | 2022 |
|
RU2784322C1 |
| Способ контроля веса изделий и устройство для его осуществления | 1987 |
|
SU1566223A1 |
| СПОСОБ ОЦЕНКИ И КОНТРОЛЯ КАЧЕСТВА ПИЩЕВЫХ ПРОДУКТОВ НА ДИНАМИЧЕСКОЙ ПРОИЗВОДСТВЕННОЙ ЛИНИИ | 2013 |
|
RU2613319C2 |
| СПОСОБ ПРОВЕРКИ И СОРТИРОВКИ ОТЛИТЫХ ЕМКОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2383399C2 |
| Устройство контроля количества и целостности печенья | 1983 |
|
SU1109611A1 |
| ЛИНИЯ СОРТИРОВКИ И ПАКЕТИРОВАНИЯ ТРУБ | 2002 |
|
RU2225764C2 |
| СПОСОБ ПРОТОКОЛИРОВАНИЯ ИСПЫТАТЕЛЬНЫХ БУТЫЛОК | 2019 |
|
RU2777618C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ МНОГОПАРАМЕТРИЧЕСКОГО КОНТРОЛЯ | 2004 |
|
RU2265875C1 |
Изобретение относится к области контроля качества изделий и может быть использовано в отраслях промышленности, выпускающих штучную продукцию. Способ выборочного контроля штучной продукции заключается в том, что изделия для контроля с определенной частотой отбирают из потока и при обнаружении дефектных изделий осуществляют отбраковку продукции, производят накопление непроконтролированных изделий в накопителе, который располагают за устройством контроля. При обнаружении одного или нескольких дефектных изделий в устройстве контроля, изделия, содержащиеся в накопителе, выводят из потока для их отбраковки, при этом объем накопителя превышает количество изделий, изготовленных за период между выборочным контролем. Выборочный контроль могут осуществлять несколькими одноименными или разноименными устройствами контроля с отдельными накопителями или общим накопителем. Использование изобретения позволяет обеспечить в контролируемой продукции ограничение уровня дефектности до определенной величины, заложенной в требованиях потребителя (технических условиях), в результате чего повышается надежность контроля. 1 з.п. ф-лы, 5 ил.
| КОШКИН Л.Н | |||
| Роторные и роторно-конвейерные линии | |||
| - М.: Машиностроение, 1986, с | |||
| ФОРМА ДЛЯ БРИКЕТОВ | 1919 |
|
SU286A1 |
| Способ избирательного контроля | 1971 |
|
SU462973A1 |
| Сбрасыватель грузов с продольного конвейера | 1984 |
|
SU1184765A1 |

