Изобретение относится к области металлургии, конкретнее к производству труб, и может быть использовано на участках отделки труб и гнутого профильного проката.
Известна линия трубосварочного агрегата, содержащая расположенные в технологическую линию печь, формовочно-сварочный стан, летучую пилу для резки, участок отделки и пакетирования в виде стола для охлаждения труб [1].
Недостаток такой линии состоит в том, что она не позволяет разделить в технологическом потоке кондиционные и бракованные трубы.
Известна линия для контроля и ремонта заготовок, в том числе труб, содержащая загрузочную решетку, устройство для контроля и ремонта, выполненное в виде двух параллельно расположенных роликов, один из которых установлен с возможностью подъема (опускания) от пневмоцилиндра, и выгрузочную решетку. Линия также снабжена рольгангом, соединяющим загрузочную и выгрузочную решетки и устройство для контроля и ремонта, при этом устройство для контроля и ремонта снабжено рычагами для подъема (опускания) заготовки или трубы, а оба ролика устройства выполнены приводными [2].
Недостатки указанной линии состоят в том, что она имеет низкую производительность и не пригодна для работы в потоке трубного стана. Также линия не обеспечивает разбраковку годных и бракованных труб, пакетирование и выравнивание труб в пакете.
Наиболее близкой по своей конструкции и достигаемым результатам к предлагаемому изобретению является линия пакетирования труб, содержащая установленные последовательно подводящий рольганг и подающий рольганг с косорасположенными роликами, сбрасыватель с секциями между роликами подающего рольганга, карман-накопитель с опускающимся дном и передвижной карман для годных и бракованных труб, распложенные по обе стороны подающего рольганга, сбрасыватель труб, при этом линия снабжена фиксаторами положения труб, сбрасыватель выполнен в виде рычагов, а карман-накопитель имеет откидную стенку [3] - прототип.
Недостатки линии известной конструкции состоят в том, что она не позволяет отсортировывать трубы, подлежащие ремонту, требует остановки линии при забуриваниях и переполнении карманов-накопителей, не обеспечивает выравнивания труб в пакете и инспекцию качества отдельных труб. Это снижает технологические возможности линии.
Задача, решаемая изобретением, состоит в расширении технолгических возможностей линии.
Для решения поставленной технической задачи в известной конструкции линии сортировки и пакетирования труб, содержащей размещенные последовательно подводящий рольганг и подающий рольганг, карманы-накопители со сбрасывателями для годных и бракованных труб, расположенные по обе стороны подающего рольганга, согласно предложению между подводящим и подающим рольгангами установлен опускающийся упор, и перед опускающимся упором установлены цепные шлепперы для накопления и перемещения труб в поперечном направлении, а на выходной стороне шлепперов размещен рольганг для транспортирования пакетов годных труб.
Возможен вариант выполнения линии, по которому карман-накопитель снабжен неподвижным плоским упором и расположенным оппозитно торцевателем в виде пневмоцилиндра с плоским штемпелем, а рольганг для транспортирования пакетов годных труб выполнен реверсивным, причем на одной его стороне размещен инспекционный стол, а на противоположной -площадка для упаковки пакетов.
Также возможен вариант выполнения устройства, по которому карман-накопитель для брака размещен между подающим рольгангом и карманом-накопителем годной продукции и оборудован поднимающимися линейками.
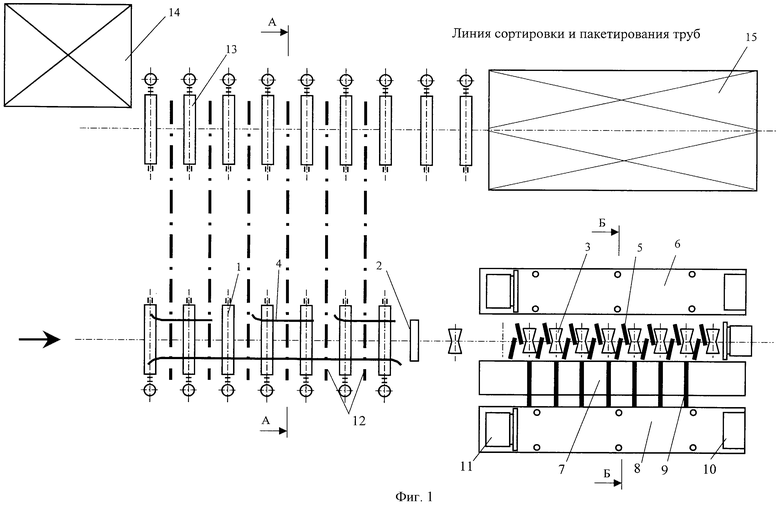
На фиг.1 изображена линия сортировки и пакетирования труб, вид в плане; на фиг.2 - разрез по А-А на фиг.1; на фиг.3 - разрез по Б-Б на фиг.1.
Линия пакетирования состоит из подводящего рольганга 1, опускающегося упора 2 с демпфером и подающего рольганга 3. Ролики подводящего рольганга 1 имеют гладкую бочку, а ролики подающего рольганга 3 профилированы в виде двух конусов. Над подводящим рольгангом 1 размещены направляющие линейки 4. Опускающийся упор 2 с демпфером связан с пневмоцилиндром для его перемещения в вертикальной плоскости.
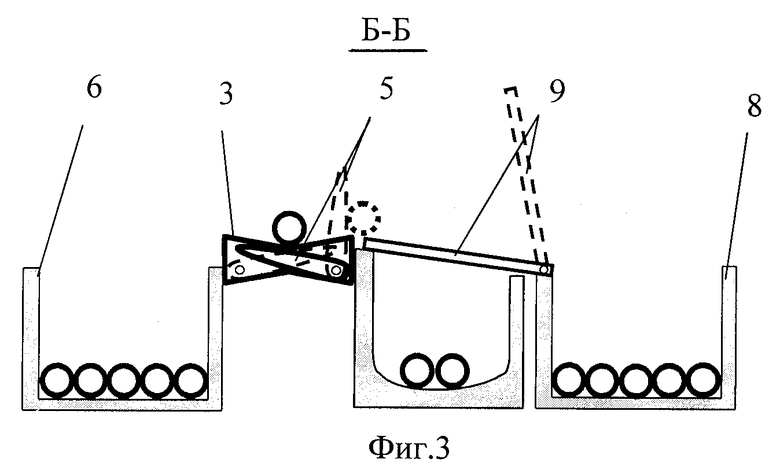
Между роликами подающего рольганга 3 расположена пара сбрасывателей 5 для годных и бракованных труб. Сбрасыватель 5 состоит из рядов рычагов, закрепленных на оси, и образующих гребенку. Оси сбрасывателей 5 связаны с механизмами их поворота. По обе стороны от подающего рольганга 3 расположены карманы-накопители 6 и 7 для годных и бракованных труб соответственно. В варианте исполнения карман-накопитель 7 для бракованных труб размещен между подающим рольгангом 3 и вторым карманом-накопителем 8 для годных труб. В этом случае карман-накопитель 7 дополнительно оборудован поднимающимися линейками 9.
Каждый карман-накопитель 6 и 8 может быть снабжен неподвижным плоским упором 10 и расположенным оппозитно торцевателем 11 в виде пневмоцилиндра с плоским штемпелем.
Перед опускающимся упором 2 с демпфером установлены цепные шлепперы 12 для накопления и перемещения труб в поперечном направлении. На выходной стороне шлепперов 12 размещен рольганг 13 для транспортирования пакетов годных труб. Рольганг может быть 13 выполнен реверсивным. В этом случае на одной его стороне размещен инспекционный стеллаж 14, а на противоположной - площадка 15 для упаковки пакетов.
Линия сортировки и пакетирования труб работает следующим образом. При неустойчивой работе трубоэлектросварочного агрегата очередная труба мерной длины движется по подводящему рольгангу 1 через измерительную зону ультразвукового дефектоскопа (на фиг.1 не показан). Линейки 4 удерживают перемещаемую трубу на подводящем рольганге 1. В случае, когда труба не имеет дефектов, упор 2 с демпфером опущен, линейки 9 опущены. Труба проходит на подающий рольганг 3 и с помощью сбрасывателя 5 сталкивается на линейки 9, по которым она скатывается в карман-накопитель 8. В случае, когда труба имеет дефект, линейки 9 поднимают вверх, и с помощью сбрасывателя 5 дефектную трубу сбрасывают в карман-накопитель 7 бракованных труб.
После заполнения кармана-накопителя 8 годные трубы с помощью сбрасывателя 5 сбрасывают в карман-накопитель 6, при этом производят освобождение кармана-накопителя 8.
С помощью плоского штемпеля торцевателя 11 трубы в кармане-накопителе 8 (или 6) сдвигают по оси и прижимают к неподвижному плоскому упору 10, чем достигается выравнивание пакета. Из карманов-накопителей 6, 7 и 8 пакеты трубы извлекают электромостовым краном.
При устойчивой работе трубоэлектросварочного агрегата упор 2 с демпфером поднимают, и он перекрывает доступ трубам к подающему рольгангу 3. Очередная труба, прошедшая дефектоскопию, останавливается на подводящем рольганге 1, утыкаясь в упор 2 с демпфером, и с помощью цепных шлепперов 12 сдвигается в поперечном направлении с подводящего рольганга 1. Последующая труба также сдвигается с подающего рольганга и под воздействием шлепперов 12 прижимается к предыдущей трубе, за счет чего формируется ряд труб. Ряд труб (пакет) перемещается шлепперами 12 к рольгангу 13 и надвигается на него. С помощью рольганга 13 пакет труб транспортируют на площадку 15 для упаковки пакетов. Для проведения выборочной оценки качества трубы с помощью шлепперов 12 контрольную трубу надвигают на рольганг 13. Затем производят реверс рольганга 13 и контрольную трубу транспортируют на инспекционный стеллаж 14, где производят ее оценку.
В случае появлении трубы, не прошедшей дефектоскопию, упор 2 с демпфером опускают, и бракованная труба попадает на подающий рольганг 3. Если труба имеет исправимый брак, то она сбрасывается с подающего рольганга 3 при помощи сбрасывателя 5 по опущенным линейкам 9 в карман-накопитель 6. Если труба имеет неустранимый брак, то она при помощи сбрасывателя 5 при поднятых линейках 9 сбрасывается в карман-накопитель 7 бракованных труб.
Технико-экономические преимущества предложенной линии состоят в том, что она позволяет эффективно сортировать и пакетировать трубы в потоке трубоэлектросварочного агрегата, проводить выборочную оценку контрольных труб, изменять направление потока труб при забуривании, рассортировывать кондиционные, ремонтопригодные и бракованные трубы.
Использование предложенной линии позволит повысить рентабельность производства труб на 10-15%.
Литературные источники, использованные при составлении описания изобретения
1. Финкельштейн Я.С. Справочник по прокатному и трубному производству. - М.: Металлургия, 1975, с.346-347.
2. Патент РФ №2152833, МПК В 21 В 39/00, B 65 G 13/00, 2000.
3. Патент РФ №2004988, МПК В 21 В 39/00, B 65 G 47/54, 1993 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия отделки проката | 1981 |
|
SU1007927A1 |
| ЛИНИЯ ПАКЕТИРОВАНИЯ ТРУБ | 2013 |
|
RU2546950C1 |
| Устройство для укладки длинномерных изделий в пакет | 1989 |
|
SU1756248A1 |
| Поточная линия для производства заготовок двухслойных труб | 1983 |
|
SU1098718A1 |
| Устройство для транспортирования проката | 1983 |
|
SU1093376A1 |
| Устройство для транспортировки проката | 1990 |
|
SU1774890A3 |
| ТРУБОЭЛЕКТРОСВАРОЧНЫЙ АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ТРУБ МАЛОГО И СРЕДНЕГО ДИАМЕТРОВ | 1992 |
|
RU2040989C1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ КОЛЕЦ ПОДШИПНИКОВ | 1991 |
|
RU2016673C1 |
| Листоукладчик для гофрированных профилей | 1991 |
|
SU1795924A3 |
| Автоматическая контрольно-сортировочная линия производства проката | 1975 |
|
SU547240A1 |

Использование: изобретение относится к области металлургии, конкретнее к производству труб, и может быть использовано на участках отделки труб и гнутого профильного проката. Сущность: в линии сортировки и пакетирования труб между подводящим и подающим рольгангами установлен опускающийся упор и перед опускающимся упором установлены цепные шлепперы для накопления и перемещения труб в поперечном направлении, а на выходной стороне шлепперов размещен рольганг для транспортирования пакетов годных труб. Дополнительно карман-накопитель может быть снабжен неподвижным плоским упором и расположенным оппозитно торцевателям в виде пневмоцилиндра с плоским штемпелем. Рольганг для транспортирования пакетов годных труб может быть выполнен реверсивным, причем в этом случае на одной его стороне размещен инспекционный стол, а на противоположной - площадка для упаковки пакетов. Кроме того, карман-накопитель для бракованных труб размещен между подающим рольгангом и карманом-накопителем годной продукции и оборудован поднимающимися линейками. Изобретение обеспечивает расширение технологических возможностей линии. 3 з.п. ф-лы, 3 ил.
| RU 2004988 C1, 30.12.1993 | |||
| Приемно-передающее устройство | 1987 |
|
SU1505616A1 |
| Загрузочно-разгрузочное устройство стана | 1975 |
|
SU612725A1 |
| US 3452884, 06.01.1971. | |||

