Изобретение относится к термической обработке крупногабаритных заготовок из серого перлитного чугуна и может быть использовано в производстве цилиндровых втулок мощных судовых дизелей.
Наиболее известной термической обработкой серого чугуна является нормализация. Нормализации, в основном, подвергают ферритные и феррито-перлитные чугуны. Она заключается в аустенизации при температуре, превышающей верхнюю точку эвтектоидного интервала АскI+(50-70)°С с последующим охлаждением на воздухе. Выдержка при температурах аустенизации составляет 1 ч на 25 мм сечения отливки (Чугун. Справочник под редакцией к.т.н. Шермана А.Д. и др. Металлургия, 1991, с.157).
К числу недостатков указанного способа термической обработки относится ухудшение свойств перлитного чугуна в крупногабаритных отливках вследствие выделений феррита из-за недостаточного охлаждения (на воздухе) с температур нормализации. При бесконтрольном нагреве до конечной температуры, кроме того, снижение свойств возможно и вследствие частичной графитизации эвтектоидного цементита.
Известен способ упрочняющей термической обработки серого чугуна, включающий нагрев со скоростью 280-350°С/ч до 980-1050°С, выдержку в течение 15-18 мин на каждые 5 мм сечения, но не менее 50-60 мин, охлаждение со скоростью 5-35°С/с до 700-760°С и далее на воздухе (Авт. свид. №1122714 от 07.11.84. Бюл. №41).
Этот способ, предусматривающий нагрев до 980-1050°С, для массивных деталей из чугунов с повышенным фосфором не может быть использован и прежде всего из-за присутствия в структуре низкоплавкой фосфидной эвтектики (Тпл ≈950°С).
Наиболее близким к заявленному способу термической обработки по технической сущности и достигаемому результату является способ термоциклической обработки поршневых колец из серого фосфористого чугуна (Р=0,3-0,6%).
Способ включает 4-кратный быстрый нагрев со скоростью 30-50°С/с до температуры 850-860°С с последующим охлаждением на воздухе до 530-500°С и далее в воде. После термообработки кольца имели сорбитную структуру (Федюкин В.К. Термоциклическая обработка сталей и чугунов. Изд-во Ленинградского Университета, Ленинград, 1977, с.104).
Недостатком данного способа, кроме технологических сложностей, связанных с многократными нагревами и охладдениями, является невозможность выдержать указанные режимы тепловых воздействий при термообработке крупногабаритных заготовок. Кроме того, охлаждение на воздухе с 850-880°С является недостаточным для предотвращения образования повышенного количества в структуре феррита и, в первую очередь, в виде оторочки у графитовых включений.
Задача изобретения состоит в повышении прочности, твердости и износостойкости серого перлитного чугуна в крупногабаритных заготовках.
Технический результат достигается тем, что крупногабаритные заготовки из серого перлитного чугуна, содержащего при соотношении элементов C+2Si=5,0-6,2 и 0,8Cu+4v=0,8-1,7 (вес.%): углерод 2,9-3,5; кремний 0,9-1,5; марганец 0,5-1,0; фосфор 0,15-0,5; хром, никель, молибден, титан 0,1-0,8; ванадий до 0,32; бор до 0,04; медь до 1,55; сера до 0,1; железо остальное, подвергают двухцикличному тепловому воздействию, включающему в первом цикле нагрев до 550-580°С и до 820-860°С со скоростями соответственно 80-100°С/ч и 130-180°С/ч, выравнивание температуры сечений не более 25 мин, ускоренное охлаждение с 820-860°С до 470-520°С со скоростью охлаждения 370-580°С/ч, во втором цикле - нагрев с 470-520°С до 820-860°С со скоростью нагрева 130-180°С/ч, выравнивание температуры сечений и охлаждение с 820-860°С до 470-520°С по режимам первого цикла при окончательном охлаждении до 200-300°С со скоростью охлаждения не более 50°С/ч и далее с нерегламентируемой скоростью.
Изобретение поясняется следующим. Для различных исходных структурных состояний чугуна требуется применение различных видов и режимов термической обработки. Однако известные способы теплового воздействия не всегда и в полной мере учитывают эти особенности чугунов.
В нашем случае, повышение дисперсности металлической основы при неблагоприятном расположении, повышенном или пониженном количестве графитовых или фосфидных включений может не дать ожидаемого эффекта. Поэтому требуемое количество и оптимальность характера распределения этих фаз должны обеспечиваться непосредственно при отливке.
Как показывают результаты экспериментальных исследований, при длительной эндогенной (объемной) кристаллизации, присущей фосфористым чугунам в крупногабаритных отливках, подбором химического состава при ограничениях по содержанию C+2Si=5,0-6,2 и 0,8Cu+4v=0,8-1,7 возможно, используя современные методы плавки и формовки, обеспечить в структуре перлитную основу, оптимальную форму, необходимые размеры и количество графитовых и фосфидных включений в различных сечениях крупногабаритных отливок.
Однако в этих специфичных условиях кристаллизации и затвердевания отливок снизить дендритную ликвацию элементов, предотвратить образование зон, неоднородных по активности углерода и его концентрации, не представляется возможным. Поэтому в микроструктуре массивных отливок наблюдается неоднородная грубодисперсная смесь феррита и цементита.
Возможности повышения механических свойств и износостойкости фосфористых чугунов с перлитной основой в крупногабаритных отливках в этом случае используются недостаточно.
Предложенный способ теплового воздействия создает предпосылки существенной перестройки субструктуры металлической основы чугуна и условия формирования квазиэвтектоида, в результате чего образуется мелкозернистый однородный, средне- и тонкодифференцированный перлит.
За счет однородности, повышения дисперсности металлической матрицы, при оптимальной структуре графитовых и фосфидных включений механические свойства и износостойкость чугуна возрастают. При этом наблюдается снижение разброса этих характеристик в различных сечениях массивных деталей.
Первоначальные скорости нагрева 80-100°С/ч до 550-580°С позволяют избежать дополнительных внутренних напряжений и графитизации эвтектоидного цементита. Дальнейшее повышение скорости нагрева, равной 130-180°С/ч до конечной температуры создают условия формирования мелкозернистого аустенита.
При указанных скоростях верхний температурный предел двукратного нагрева до 820-860°С выбран с целью избежать роста аустенитных зерен, насытить углеродом γ-фазу за счет растворения эвтектоидного цементита, а не свободного углерода и тем самым избежать изменений формы и количества графитовых включений.
Это осуществимо, если не происходит графитизации эвтектоидного цементита и до термообработки чугун имел перлитную матрицу. При ферритной или феррито-перлитной структуре, чтобы насытить аустенит углеродом, необходимо растворение свободного графита и перегрев деталей до более высоких температур.
В предложенном способе теплового воздействия отсутствует выдержка деталей при конечной температуре нагрева, т.к. аналогично повышению температуры она ведет к собирательной рекристаллизации мелкозернистого аустенита и, в итоге, снижению свойств чугуна.
Зародыши аустенита при температурах выше критической начала α-γ превращения образуются на границе раздела феррит-карбид, их количество достаточно велико и начальное зерно мелкое. Однако после однократного нагрева до 820-860°С наблюдается разнозернистость. На фоне мелких отмечаются крупные, о чем свидетельствуют данные металлографических исследований конечной микроструктуры (таблица).
Повторное нагревание способствует формированию однородной мелкозернистой структуры. Количество повторных нагревов и охлаждений для получения оптимальной структуры возрастает с повышением скоростей нагревов. Их количество при известных способах ТЦО достигает 3-8.
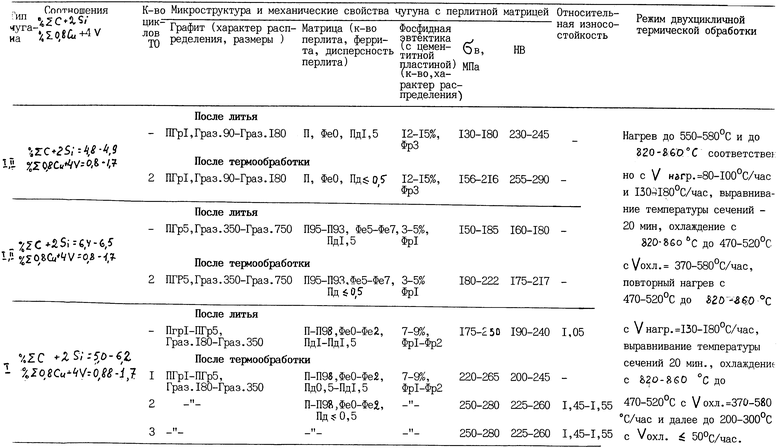
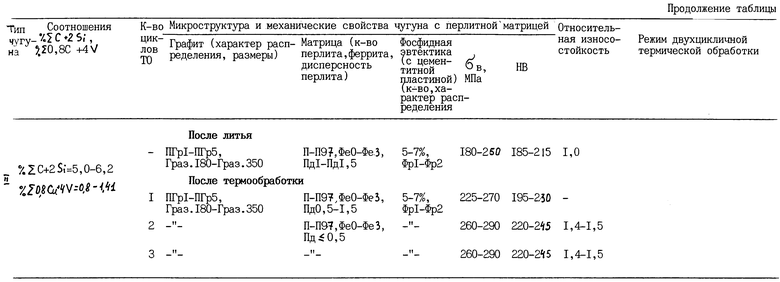
Предложенные режимы термообработки обеспечивают формирование оптимальной структуры металлической основы после двухцикличных тепловых воздействий. Дальнейшее повышение количества циклов, как показывают опытно-экспериментальные исследования, не приводит к заметному изменению микроструктуры и, как следствие, механических свойств и износостойкости. Режимы термической обработки, характеристика получаемой структуры чугуна приведена в таблице.
При скоростях охлаждения 370-580°С/ч с 820-860°С до 470-520°С обеспечивается распад аустенита после насыщения его углеродом на мелкозернистый средне- и тонкодифференцированный перлит.
Выбор окончательных скоростей охлаждения второго цикла менее или равных 50°С/ч с температуры 470-520°С до 200-300°С обусловлен необходимостью снятия внутренних напряжений.
Указанный химсостав чугуна после модифицирования при соблюдении соотношений C+2Si=5,0-6,2; 0,8Cu+4V=0,8-1,7 обеспечивают в крупногабаритных отливках образование перлитной матрицы, равномерной или разорванной сетки фосфидной эвтектики (с цементитной пластиной) и пластинчатого графита с равномерным и частично веточным распределением.
При увеличении соотношения C+2Si>6,2 в структуре наблюдается повышенное количество феррита, снижении C+2Si<5,0 - фосфидной эвтектики (с цементитной пластиной). Ее количество возрастает при увеличении соотношения 0,8Cu+4V. Использование предложенной термической обработки в этих случаях не дает ожидаемого эффекта.
Как видно из данных таблицы, максимальный предел прочности при прочих равных условиях имеют чугуны, содержащие в структуре 5-7% фосфидной эвтектики (с цементной пластиной).
Основным параметром, определяющим вид и режим предложенного теплового воздействия, является исходная микроструктура чугуна, а не химический состав.
Для подтверждения выбраны два типа чугуна с различным содержанием элементов, обеспечивающих в крупногабаритных отливках перлитную основу и оптимальную структуру графитовых и фосфидных включений.
Химсостав чугуна - тип I (вес.%):
С=3,0-3,4; Si=0,93-1,5; Mn=0,6-1,0; P=0,15-0,5; S=0,013-0,1; Cr=0,10-0,25; Ni=0-0,28; V=0,22-0,32; Ti=0-0,03; Mo=0-0,12; B=0-0,014; Cu=0-0,52; железо остальное.
Химсостав чугуна - тип II (вес.%);
C=2,9-3,5; Si=0,9-1,3; Mn=0,5-0,85; P=0,23-0,45; S=0,02-0,08; Cr=0,1-0,3; Ni=0,05-0,30; V=0-0,043; Ti=0-0,05; Mo=0,03-0,15; B=0,026-0,04; Cu=1,0-1,55; железо остальное.
Режим термической обработки, характеристики получаемой микроструктуры, значения прочности, твердости и относительной износостойкости до и после термической обработки приведены в таблице.
Металлографические исследования показывают, что какого-либо изменения характера распределения и количества графитовых и фосфидных включений после проведения предлагаемой термической обработки не происходит. Не увеличивается и количество феррита. Меняется только дисперсность металлической матрицы (таблица).
Отметим известный эффективный прием повышения мехсвойств чугуна в крупногабаритных отливках за счет снижения микропористости при использовании жестких форм. Однако существенно изменить дисперсность металлической матрицы чугуна также не удается.
Таким образом, предложенной термообработкой достигается то, чего практически невозможно достичь непосредственно при отливке крупногабаритных деталей, а именно существенно измельчить металлическую матрицу, повысить ее однородность. За счет ТЦО при оптимальной структуре и количестве графитовых и фосфидных включений возможно повысить не только прочность и твердость чугуна, но и его износостойкость, поэтому использование данного способа тепловой обработки изделий из крупногабаритных отливок наиболее эффективно, если к ним предъявляются не только высокие требования жесткости, прочности, но и износостойкости.
К таким изделиям, например, относятся втулки мощных судовых дизелей. Предложенный способ термической обработки создает условия производства втулок по качеству и эксплуатационным характеристикам выше существующего уровня. При его использовании возможно не только снизить брак втулок по мехсвойствам, но и уменьшить расходы на ремонт деталей цилиндро-поршневой группы и сократить убытки от простоев судов.
| название | год | авторы | номер документа |
|---|---|---|---|
| АНТИФРИКЦИОННЫЙ ЧУГУН ДЛЯ КРУПНОГАБАРИТНЫХ ОТЛИВОК | 2002 |
|
RU2221072C1 |
| ФРИКЦИОННЫЙ ЧУГУН ДЛЯ ТОРМОЗНЫХ ЛОКОМОТИВНЫХ КОЛОДОК И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2014 |
|
RU2573848C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2504597C1 |
| Способ термической обработки отливок из серого чугуна | 1982 |
|
SU1122714A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2010 |
|
RU2449043C2 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ ТОРМОЗНЫХ ЛОКОМОТИВНЫХ КОЛОДОК | 2014 |
|
RU2575505C2 |
| Способ отжига высокопрочного чугуна с шаровидным графитом | 1982 |
|
SU1182085A1 |
| СПОСОБ ТЕРМОРЕЛАКСАЦИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ ЛЕГИРОВАННОГО ЧУГУНА. | 2013 |
|
RU2556191C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЕРОГО ЧУГУНА | 2011 |
|
RU2489511C2 |
| Способ изготовления изложницы | 1976 |
|
SU608604A1 |
Изобретение относится к металлургии, в частности к термической обработке крупногабаритных заготовок из серого перлитного чугуна, и может быть использовано в производстве цилиндровых втулок мощных судовых дизелей. Техническим результатом изобретения является повышение прочности, твердости и износостойкости серого перлитного чугуна в крупногабаритных заготовках. Технический результат достигается тем, что крупногабаритные заготовки из серого перлитного чугуна, содержащего при соотношении элементов С+2Si=5,0-6,2 и 0,8Cu+4V=0,8-1,7 (вес.%): углерод 2,9-3,5; кремний 0,9-1,5; марганец 0,5-1,0; фосфор 0,15-0,5; хром, никель, молибден, титан в сумме 0,1-0,8; ванадий до 0,32; бор до 0,04; медь до 1,55; сера до 0,1; железо остальное, подвергают двухцикличному тепловому воздействию, включающему в первом цикле нагрев до 550-580° и до 820-860°С со скоростями соответственно 80-100°С/ч и 130-180°С/ч, выравнивание температуры сечений не более 25 мин, ускоренное охлаждение с 820-860°С до 470-520°С со скоростью 370-580°С/ч, во втором цикле - нагрев с 470-520°С до 820-860°С со скоростью 130-180°С/ч, выравнивание температуры сечений и охлаждение с 820-860°С до 470-520°С по режимам первого цикла при окончательном охлаждении до 200-300°С со скоростью охлаждения не более 50°С/ч и далее нерегламентируемой скоростью. 1 табл.
Способ термической обработки крупногабаритных заготовок из серого перлитного чугуна, включающий нагрев и охлаждение с количеством циклов, равным двум, отличающийся тем, что заготовку получают из чугуна при следующем соотношении компонентов, мас.%:
Углерод 2,9-3,5
Кремний 0,9-1,5
Марганец 0,5-1,0
Фосфор 0,15-0,5
Хром, никель, молибден,
титан в сумме 0,1-0,8
Ванадий До 0,32
Бор До 0,04
Медь До 1,55
Сера До 0,1
Железо Остальное
при выполнении соотношений элементов С+2Si=5,0-6,2 и 0,8Сu+4V=0,8-1,7, где С - углерод, Si - кремний, V - ванадий, в первом цикле нагрев ведут сначала со скоростью 80-100°С/ч до 550-580°С, затем со скоростью 130-180°С/ч до 820-860°С, выравнивают температуру по сечению заготовки в течение не более 25 мин и ускоренно охлаждают с температуры 820-860°С до 470-520°С со скоростью охлаждения 370-580°С/ч, во втором цикле нагрев ведут с 470-520°С со скоростью 130-180°С/ч до 820-860°С, выравнивают температуру по сечению заготовки в течение не более 25 мин и ускоренно охлаждают с 820-860°С со скоростью 370-580°С/ч до 470-520°С, окончательно охлаждают со скоростью не более 50°С/ч до 200-300°С и далее с нерегламентированной скоростью охлаждения.
| ФЕДЮКИН В.К | |||
| Термоциклическая обработка сталей и чугунов | |||
| - Л.: Из-во Ленинградского Университета, 1977, с.104 | |||
| СПОСОБ ТЕРМОЦИКЛИЧЕСКОЙ ОБРАБОТКИ ЧУГУНА | 1998 |
|
RU2130084C1 |
| Способ термической обработки отливок из высокопрочного чугуна | 1972 |
|
SU493513A1 |
| Способ термоциклической обработки отливок из серого ферритного чугуна | 1978 |
|
SU697576A1 |

