Изобретение относится к области электротехники, в частности к способам изготовления электротехнических изделий - обмоток статоров, роторов электродвигателей, трансформаторов, магнитопроводов и т.п. основанным на вакуумной пропитке их различными составами и сушке в вакууме.
Широко известен способ пропитки магнитопроводов типа ШЛ компаундными карандашами натиранием по поверхности нагретого магнитопровода, обеспечивающий степень пропитки по краям межвиткового пространства магнитопровода на 10-30%. См. Кн. Баромбо К.Н, Бернштейн Л.М. Сушка, пропитка и компаундирование обмоток электрических машин. Государственный энергетический институт, 1961 г., стр. 84-97.
Низкая степень пропитки по краям магнитопровода, и тем более малая степень пропитки в межвитковом пространстве в центре магнитопровода являются недостатками известного способа.
Известны более эффективные способы пропитки магнитопровода при вакуум-импульсной пропитке магнитопроводов - см. “Способ изготовления электротехнических изделий” по авторскому свидетельству №1817624 от 07.01.86, включающий нагрев изделия, сушку в вакууме, пропитку и сушку пропитанного изделия в вакууме, причем при сушке и пропитке используют вакуум глубиной 1-100 мм рт. ст, а время набора вакуума составляет 0,1-10 с.
К недостаткам известного способа можно отнести то, что для обеспечения скоростного вакуумирования в начальный период сушки резкий сброс давления приводит к резкому расширению растворенных паров растворителя в пленке лака на поверхности электротехнических изделий и внутри их, что приводит к удалению растворителя и образованию каверн, раковин на поверхности лакового покрытия и как следствие к неравномерности изоляционного покрытия, а также для обеспечения скоростного вакуумирования требуются значительные капитальные затраты на изготовление ресивера.
Известен более совершенный способ пропитки и сушки электротехнических изделий предусматривающий снижение адсорбированных газов и паров на поверхности проводов обмоток электродвигателей, трансформаторов магнитопроводов, а также предусматривающие снижение количества газов в пропиточных лаках. См. Патент Кореи №0256844 от 25.03.1997 года “Метод пропитки и сушки электротехнических машин” - прототип. В способе-прототипе для более надежного и более полного покрытия электротехнического изделия лаком производится пропитка изделия лаком посредством вакуумно-импульсной обработки с предварительным удалением газа, содержащегося в лаке, а также удалением газа и пара, поглощенных электротехническим изделием. При этом в камере пропитки, где помещено изделие, первоначально уменьшают давление до состояния вакуума, затем камеру заполняют пропиточным лаком, после чего в пропиточной камере увеличивают давление до атмосферного, причем выдержку изделия в камере с лаком при атмосферном давлении делают в течение 1 минуты 3-кратно повторяя обработку. Сушка изделия производится в сушильной камере при регулируемой температуре с проведением вакуумно-импульcной обработки, причем время выдержки изделия при атмосферном давлении увеличивают до 3-х минут. В пропиточной камере с находящимся в ней изделием перед удалением из него газа и пара, а также пропиточный лак в камере пропитки перед удалением из него газа нагревают до температуры 70-75° по Цельсию и выдерживают в течение 30-90 сек.
К недостаткам известного способа-прототипа можно отнести недостаточное качество пропитки изделий и то, что нагревание изделий до заданной температуры осуществляют при атмосферном давлении в аппарате с последующим его сбросом до 1-100 мм рт. ст. и на одной из стадий нагревания перед вакуумированием концентрация паров растворителя может оказаться в диапазоне 3,0-7,6%, что соответствует концентрационному диапазону образования взрывоопасных паровоздушных смесей.
Задачей настоящего изобретения является устранение недостатков прототипа, в частности повышение качества изоляционного покрытия изделий и снижение пожаро- и взрывоопасности при сушке изделий, а также снижение капитальных затрат при осуществлении предлагаемого способа.
Поставленная задача достигается тем, что нагревание изделий проводят в вакууме в изолированном от атмосферы аппарате, например пропитки, сушки, процессы нагрева, пропитки, дегазации, сушки, полимеризации и выдержки осуществляют в вакууме, причем вакуумирование и импульсное вакуумирование проводят циклами - ступенчато с использованием быстродействующих клапанов, трубопровода и ресивера, расчетное давление в котором устанавливают таким образом, чтобы оно обеспечило при каждом цикле в каждом аппарате давление меньше равновесного давления паров растворителя, воды, при данной температуре.
Выдержку изделий в процессе каждого цикла вакуумирования и импульсного вакуумирования при осуществлении их нагрева, пропитки, дегазации, сушки и полимеризации покрытия осуществляют в изолированном аппарате в два этапа - один при равновесном давлении, другой при остаточном давлении насыщенных паров растворителя при данной температуре с последовательным увеличением глубины вакуума при каждом последующем цикле импульсного вакуумирования.
Импульсное вакуумирование осуществляют при достижении давления в ресивере - 1-10 мм рт. ст., обеспечивающем давление в каждом аппарате ниже, чем давление насыщенных паров, растворителя, влаги при данной температуре.
Импульсное вакуумирование в каждом аппарате, например, аппарате для лака, пропитки, сушки, связанными с ресивером, осуществляют при помощи быстродействующего клапана с временем срабатывания 0,07-0,5 сек и при помощи трубопровода, диаметр которого рассчитывается по формуле:
где Р - давление в аппарате, Па;
Ро - давление в растворе, Па;
η - кинематическая вязкость, сСт;
l - длина трубопровода от аппарата до ресивера, м;
Vо - рабочий свободный объем аппарата, м3;
t - время создания вакуума, сек.
Сушку изделия проводят в сушильной камере при нагревании изделия от температуры пропитки до температуры камеры, равной температуре полимеризации с проведением вакуумных импульсов, при этом второй и последующие вакуумные импульсы осуществляют от давления насыщенных паров растворителя при данной температуре до давления 1-10 мм рт. ст.
Ступенчатое вакуумирование при дегазации, выдержке на каждой ступени, пропитке, сушке проводят вначале при равновесном давлении насыщенного пара в аппарате, изолированном от атмосферы, в последующем при остаточном давлении насыщенных паров растворителя при данной температуре в аппарате, изолированном от ресивера.
Признаки того, что нагревание изделий проводят в вакууме в изолированном от атмосферы аппарате, например, пропитки, сушки, процессы нагрева, пропитки, дегазации, сушки, полимеризации и выдержки осуществляют в вакууме, причем вакуумирование и импульсное вакуумирование проводят циклами - ступенчато с использованием быстродействующих клапанов, трубопровода и ресивера, расчетное давление в котором устанавливают таким образом, чтобы оно обеспечило при каждом цикле в каждом аппарате, давление меньше равновесного давления паров растворителя, воды, при данной температуре - являются признаками существенными, неочевидными, необходимыми и достаточными для повышения качества покрытия.
Признаки того, что выдержку изделий в процессе каждого цикла вакуумирования и импульсного вакуумирования при осуществлении их нагрева, пропитки, дегазации, сушки и полимеризации покрытия осуществляют в изолированном аппарате в два этапа - один при равновесном давлении, другой при остаточном давлении насыщенных паров растворителя при данной температуре с последовательным увеличением глубины вакуума при каждом последующем цикле импульсного вакуумирования - являются признаками существенными, неочевидными и достаточными для достижения поставленной изобретением задачи снижения капитальных затрат за счет уменьшения объема ресивера.
Признаки того, что импульсное вакуумирование осуществляют при достижении давления в ресивере 1-10 мм рт. ст., обеспечивающим давление в каждом аппарате ниже, чем давление насыщенных паров, растворителя, влаги при данной температуре, также являются признаками существенными, необходимыми и способствующими интенсификации процесса пропитки и сушки лака.
Признаки того, что импульсное вакуумирование в каждом аппарате, например аппарате для лака, пропитки, сушки, связанными с ресивером, осуществляют при помощи быстродействующего клапана с временем срабатывания 0,07-0,5 сек и при помощи трубопровода, диаметр которого рассчитывается по формуле
где Р - давление в аппарате, Па;
Ро - давление в растворе, Па;
η - кинематическая вязкость, сСт;
l - длина трубопровода от аппарата до ресивера, м;
Vо - рабочий свободный объем аппарата, м3;
t - время создания вакуума, сек;
- являются признаками существенными, необходимыми, неочевидными и достаточными для достижения поставленной изобретением задачи повышения качества электроизоляционного покрытия на изделии.
Признаки того, что ступенчатое вакуумирование при дегазации, выдержке на каждой ступени, пропитке сушке проводят вначале при равновесном давлении насыщенного пара в аппарате, изолированном от атмосферы, в последующем при остаточном давлении насыщенных паров растворителя при данной температуре в аппарате изолированном от ресивера, являются признаками неочевидными и необходимыми для достижения поставленной изобретением задачи снижения капитальных затрат на изготовление специального оборудования, повышения качества покрытия.
Признаки того, что сушку изделия проводят в сушильной камере при нагревании изделия от температуры пропитки до температуры камеры, равной температуре полимеризации с проведением вакуумных импульсов, при этом второй и последующие вакуумные импульсы осуществляют от давления насыщенных паров растворителя при данной температуре до давления 1-10 мм. рт. ст, являются признаками, необходимыми, неочевидными, обеспечивающими достижение поставленной изобретением задачи, при которой обеспечивается качество пропитки изделий.
В способе-прототипе для более надежного и полного покрытия изделия лаком, и последующие пропитка и сушка изделий производятся вакуум-импульсной обработкой лака и изделий с удалением растворенных газов и сорбированных паров, при этом первый и последующие вакуумные импульсы производят от атмосферного давления до 1-100 мм рт. ст. с помощью ресивера, имеющего объем, в 10 раз превышающий рабочий объем аппаратов пропитки и сушки.
В предлагаемом способе, второй и последующие вакуумные импульсы производятся ступенчато, начиная каждый последующий цикл - ступень от давления насыщенных паров растворителя, влаги. Это позволяет постепенно обеспечить (набрать, получить) заданную глубину вакуума, используя ресивер в два раза больше рабочего объема аппарата для лака, пропитки, и сушки электротехнических изделий, а не в 10 раз как в прототипе.
В предлагаемом способе после импульсного вакуумирования проводят выдержку при вакуумировании, затем в изолированном объеме аппаратов при остаточном давлении насыщенных паров растворителя при данной температуре. Вышеуказанные циклы проводятся без соединения с атмосферой.
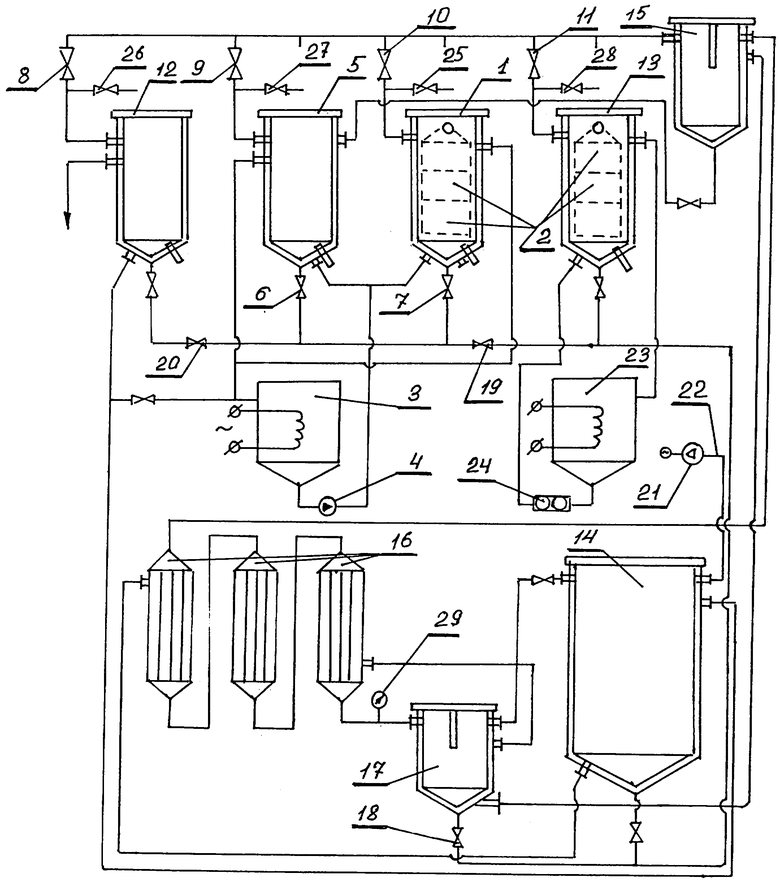
На чертеже схематично представлено промышленное технологическое оборудование, с помощью которого осуществляется предлагаемый способ.
На схеме изображен аппарат 1 для пропитки изделий, которые помещают в контейнер 2, в котором изделия нагревают с помощью нагревателя 3 и насоса 4, подающего в оболочку аппарата 1 горячую воду. В аппарате для лака 5 проводят дегазацию лака. Клапан 6 служит для прохождения лака при пропитке изделий, а клапан 7 для удаления излишков лака после пропитки из аппарата 1. Быстродействующие клапаны 8, 9, 10, 11 обеспечивают соединение аппаратов с растворителем 12, лаком 5, пропитки 1, сушки 13 с ресивером 14, через каплеуловитель 15 и теплообменники 16. Аппарат 17 служит для рекуперации растворителя лака, перекачки через клапаны 18, 19, 20 в сборник аппарата для растворителя 12. Вакуумный насос 21 при помощи вакуум-провода 22 соединен с ресивером 14.
Способ изготовления электротехнических изделий осуществляется следующим образом.
Исходное состояние оборудования: включен вакуумный насос 21, быстродействующие клапаны находятся в положении “закрыто”, в ресивере 14 вакуум 1-10 мм рт. ст., охлаждающая вода подается на каплеуловитель 15, теплообменники 16, аппарат для рекуперации растворителя лака 17, ресивер 14 и аппарат с растворителем 12. Горячая вода из нагревателя 3 насосом 4 с температурой 95-98°С поступает в рубашку аппарата 5 и аппарата пропитки 1. Высокотемпературная жидкость из нагревателя 23 с температурой 220-250°С шестеренчатым насосом 24 подается в аппарат сушки 13.
В аппарат для лака 5 на 2/3 объема заливается лак, аппарат изолирован от атмосферного давления, открывается быстродействующий клапан 9 на 1-5 сек и закрывается. В течение 10 минут лак продолжают нагревать под остаточным вакуумом. Через десять минут снова открывают на 1-5 сек клапан 9 и закрывают, выдерживая 1-10 минут под остаточным вакуумом и продолжают нагрев до заданной температуры без соединения внутреннего объема аппарата 5 с атмосферой.
Электротехнические изделия, предназначенные для пропитки, загружают в контейнер 2 и устанавливают в аппарат пропитки 1, где нагревают изделия до температуры на 5-15°С выше температуры пропиточного лака. При разнице температур нагрева лака и изделия меньше 5°C не обеспечивается образование паровой фазы на границе раздела лак - изделие. Если температура будет выше 15°С, то это может привести к более интенсивному парообразованию и повышению давления выше атмосферного. Во время нагрева, без соединения внутреннего объема аппарата 1 с атмосферой, проводят циклы импульсного набора вакуума, открывая на 10-60 сек клапан 10 и выдерживая под остаточным вакуумом 1-10 минут, при этом от цикла к циклу увеличивают глубину вакуума до предельного значения 1-10 мм рт. ст. Операциями импульсного вакуумирования лака в аппарате 5 без соединения его объема с атмосферой осуществляется его дегазация и сушка, а десорбция газов с поверхности электротехнических изделий осуществляется в аппарате пропитки 1. После подготовки лака и поверхности изделий начинают их пропитку путем открытия клапанов 6, 7. Лак под действием разности давлений перетекает из аппарата 5 в аппарат 1. Клапана 6, 7 закрывают. Для соединения с атмосферой аппарата 1 (сброса вакуума) на 1-5 сек открывают клапан 25. Для обеспечения парообразования растворителя на границе раздела фаз проводят импульсное вакуумирование, открывая клапан 10 на 1-5 сек и выдерживая под остаточным вакуумом в течение 1-10 минут.
Данную операцию импульсного набора и выдержки под вакуумом без соединения с атмосферой повторяют 3-4 раза в зависимости от свойств применяемого пропиточного лака и конструкции электротехнических изделий. После завершения пропитки аппарат пропитки 1 соединяют с атмосферой, открывая на 1-5 сек клапан 25 и, предварительно, создав вакуум 1-10 мм рт. ст. в аппарате 5. Лак перекачивают в аппарат 5. Для обеспечения эффективной пропитки электротехнических изделий время полного срабатывания (открывания) клапанов 25, 10 должно составлять 0,07-0,5 сек. Именно эти временные характеристики срабатывания клапанов 8, 9, 10, 11, 25, 26, 27, 28 обеспечивают резкое расширение газов в жидкости (растворенных, аклюдированных) и их обратную седиментацию при импульсном вакуумировании. При соединении с атмосферой данная временная характеристика обеспечивает пневмоудар по поверхности лака во время пропитки и обеспечивает более полную пропитку узких щелей межвиткового пространства обмоток изделий.
Обеспечение указанных временных характеристик определяется на основании расчета диаметра соединительных трубопроводов между аппаратами, их объемами по указанной выше формуле. После отекания излишков лака контейнер с пропитанными изделиями переносят в предварительно прогретый до температуры полимеризации лака аппарат сушки 13, где проводят импульсное вакуумирование для удаления растворителя и полимеризации лака. После загрузки контейнера с изделиями в аппарат сушки 13 имеющие температуру, равную температуре пропитки, изделия сразу подвергают импульсному вакуумированию, открывая клапан 11 на 1-10 минут, затем клапан 11 закрывают и выдерживают под остаточным вакуумом 5-10 минут. Затем снова, в той же последовательности, повторяют вакуумирование. Количество циклов вакуумирования, выдержка под вакуумом, выдержка под остаточным вакуумом в закрытом аппарате определяются температурой нагрева лака и временем его полимеризации. Аппарат сушки 13 обогревается высокотемпературным жидким теплоносителем типа АНТ-300. Пары растворителя во время импульсного вакуумирования частично улавливаются каплеуловителем 15 и возвращаются в аппарат для лака 5, другая часть, попадая в теплообменники 16 охлаждаемые водой, конденсируется и самотеком сливается в сборник конденсата, после этого вакуумом засасывается в аппарат для растворителя 12. Конденсирующиеся газы попадают в ресивер 14 и откачиваются вакуумным насосом 21. Остатки растворителя доулавливаются в ресивере, охлаждаемом холодной водой и отсасываются вакуумом в сборник аппарата для лака 12. После сушки и полимеризации лака внутренний объем аппарата сушки 13 соединяют с атмосферой, открывая клапан 28. Высушенные изделия вынимают с контейнером 2, охлаждают и отправляют на дальнейшие сборочные операции.
В процессе сушки лака используют быстродействующий клапан с временем полного открывания 0,07-0,5 с. и осуществляют выдержку под вакуумом, при этом вакуумирование производят при остаточном давлении в ресивере 1-10 мм рт. ст., и начальной температуре пропитки, которая для каждого лака различна и определяется его физическими свойствами.
Использование вышеуказанных временных характеристик, открытие клапана 11, диаметр трубопровода, рассчитанного по приведенной формуле, выдержка под вакуумом обеспечивают создание кратковременного перегретого состояния жидкости при данном давлении и температуре и в связи с этим приводят к резкому вскипанию растворителя в объеме лака, его быстрой диффузии к поверхности, образованию пузырьков, их схлопыванию, испарению растворителя и образованию каверн на поверхности. Дальнейшее изолирование аппарата сушки от вакуума и выдержка изделий под остаточным вакуумом способствует замедлению диффузии растворителя, его накапливанию на поверхности, снижению вязкости, увеличению текучести раствора лака, сглаживанию, исчезновению каверн на поверхности. Растворитель с поверхности испаряется и давление в аппарате становится равным давлению насыщенных паров растворителя при данной температуре. Каждое последующее импульсное вакуумирование осуществляется не с атмосферного давления, а с давления насыщенных паров растворителя. Это ускоряет вакуумирование камеры аппарата сушки 13 и уменьшает объем ресивера 14 и уменьшает время, необходимое для создания заданной глубины вакуума. С увеличением температуры изделия возрастает давление пара растворителя и импульсное вакуумирование приводит к упрочнению поверхности лакового покрытия. Процесс полимеризации лака производится после удаления растворителя, что приводит к увеличению глубины вакуума и ускорению процесса полимеризации лака и снижению температуры полимеризации.
Конкретные примеры осуществления предложенного способа.
Пример 1.
На действующей, по способу-прототипу, установке с использованием предлагаемого способа, авторами было проведено опытное нанесение, сушка и полимеризация лакового покрытия на нескольких видах обмоток статоров электродвигателей мощностью 1,0, 1,5, 4,0, 5,0 квт, обмотках трансформаторов размером - 160×270 мм из провода диаметром 0,38 мм, трансформатор 500×500×280 мм в сборе, магнитопроводы ШЛ-25, ШЛ-50, ШЛ-100.
Указанные изделия поочередно были подвергнуты пропитке лаком МЛ-92, сушке и полимеризации.
Подготовка лака и изделий к пропитке производилась следующим образом.
В аппарате для лака 5 объемом 5 м3 заливали 4 м3 лака МЛ-92, аппарат изолировали от атмосферного давления и импульсным вакуумированием, открывая быстродействующий клапан 9 на 2 сек и снова закрывая его. В аппарате для лака 5 создавался вакуум, равный давлению насыщенных паров растворителя при данной температуре. В течение 10 минут лак нагревали под остаточным вакуумом, после чего снова открывали быстродействующий клапан 9 на 2 сек и закрывали. Выдерживали 10 минут лак под остаточным давлением, продолжая его нагревать. Данные операции повторяли при нагревании лака до температуры 73°С, не соединяя внутренний объем аппарата 5 с атмосферой. Параллельно обмотки статоров электродвигателей, вышеуказанных мощностей, укладывали в контейнер в количестве, необходимом для заполнения внутреннего объема аппарата пропитки 1 на 75% и устанавливали в аппарат пропитки 1 объемом 5 м3, где проводили нагревание, дегазацию и подсушку поверхности обмоток. Для этого после загрузки контейнера, аппарат 1 изолировали от атмосферы и провели набор вакуума, открывая на 30 сек клапан 10 и выдерживая изделия под остаточным вакуумом 3 минуты. Затем снова провели набор вакуума, открывая на 30 сек клапан 10, снова выдерживали изделия под остаточным вакуумом 3 минуты. Вышеуказанные операции повторяли три раза при одновременном нагреве изделий до температуры на 10° выше температуры пропиточного раствора лака т.е. до 83°С, при этом остаточное давление в аппарате пропитки 1 ступенчато достигало давления ресивера, равного 10 мм рт. ст. Вышеуказанные операции проводили без соединения внутреннего объема аппарата пропитки 1 с атмосферой.
Пропитка
Не открывая клапан 27 последовательно открывали клапаны 6 и 7. За счет разницы давлений лак из аппарата для лака 5 засасывался в аппарат пропитки 1 с изделиями. Ввиду того что температура изделий во время контакта с лаком на 10°С выше, происходит вскипание растворителя на границе раздела фаз и смачивание поверхности обмоток парами растворителя. Открывая клапан 25 на 3 сек, сбрасывали остаточный вакуум из аппарата пропитки 1. Далее, открывая клапан 10 на 2 сек, проводили импульсное вакуумирование с выдержкой под остаточным вакуумом 2 минуты. После двукратного повтора импульсного вакуумирования приступили к откачке лака в аппарат для лака 5. Для этого на 3 сек открыли клапан 9 и провели вакуумирование аппарата 5. Для сброса вакуума из аппарата пропитки 1 открывали клапан 25 соединения с атмосферой. Контроль давления в аппаратах 1 и 5 осуществляли моновакуумметром 29. После сброса вакуума в аппарате пропитки 1 клапан 25 закрыли и последовательно открывали клапаны 7 и 6. Под действием разности давлений лак отсасывался из аппарата пропитки 1 в аппарат для лака 5. Чтобы излишки лака удалить с поверхности статоров, проводили выдержку в течение 15 минут после чего закрывали клапаны 6 и 7. Для просушки поверхности лака вакуумным импульсом открывали клапан 10 на 2 минуты, после чего открывали клапан 25 и вынимали из аппарата пропитки 1 контейнер 2 с пропитанными статорами электродвигателей, который загружали в предварительно прогретый до 220°С аппарат сушки 13.
Сушка пропитанных изделий
После загрузки контейнера 2 с пропитанными статорами электродвигателей с остаточной температурой в 70°С изделия подвергали импульсному вакуумированию, открывая клапан 11 на 4 минуты, затем закрывали клапан 11 и выдерживали изделия под остаточным вакуумом 5 минут. В такой последовательности вакуумирование повторяли без соединения внутреннего объема аппарата с атмосферой, т.е. клапан 28 не открывали. Повторение циклов вакуумирования, выдержки под остаточным вакуумом в закрытом аппарате проводили при одновременном нагреве изделий до температуры 120°С. Для данного количества изделий время нагрева составило 60 минут, количество циклов - 8. В процессе импульсного вакуумирования давление в аппарате сушки 13 было величиной постоянной и равной давлению насыщенного пара растворителя при данной температуре. После удаления растворителя из объема пропиточного лака, находящегося на обмотках статоров электродвигателей, давление в аппарате сушки 13 резко уменьшилось и составило 10 мм рт. ст., равное давлению в ресивере.
После этого проводили запекание - полимеризацию лака. Для этого, без соединения аппарата сушки 13 с атмосферой (клапан 28), открывали клапан 11 и выдерживали изделие под вакуумом 5 минут, затем закрывали клапан и выдерживали под остаточным вакуумом еще 5 минут. Вышеуказанную операцию повторили два раза. Время полимеризации лака составило 30 минут. За это время температура изделий повысилась до 150°С. Для удаления изделий из аппарата сушки 13 открыли клапан 28 и соединили аппарат с атмосферой, после чего контейнер 2 с высушенными статорами электродвигателей убрали из аппарата сушки 13.
Растворитель, испаряясь с поверхности лака через клапан 11, попадает в водоохлаждаемый каплеуловитель 15, где частично конденсируется и возвращается в аппарат для лака 5. Основная масса паров конденсируется в теплообменниках 16, самотеком сливается в водоохлаждаемый сборник аппарата для рекуперации растворителя лака 17 и вакуумом засасывается в аппарат для растворителя 12.
Остатки не сконденсированных паров доулавливаются в водоохлаждаемом ресивере и далее поступают в аппарат для растворителя 12.
Пример 2
Обмотки трансформаторов размером 160×270 мм из провода диаметром 0,38 мм подвергали пропитке и сушке на той же установке, что и описана в примере 1, лаком МЛ-92. Подготовку лака и изделий к пропитке проводили как в примере 1 с отличием в том, что набор вакуума, выдержку при вакуумировании проводили в течение 50 сек и выдерживали под остаточным вакуумом 5 минут. Увеличение времени вакуумирования и выдержки под остаточным вакуумом связано с увеличением толщины обмотки трансформатора по сравнению с толщиной обмотки электродвигателя.
Пропитку осуществляли так же, как и в примере 1, с отличием в том, что импульсное вакуумирование и вакуумирование проводили за 10 секунд, выдерживали под остаточным вакуумом 5 минут. Количество циклов импульсного вакуумирования, выдержки под остаточным вакуумом повторяли 4 раза.
Операции сушки и полимеризации проводили как в примере 1.
Пример 3. Трансформаторы в сборе размером 500×500×280 мм подвергали пропитке и сушке лаком МП-92 как описано в примере 2.
Пример 4. Магнитопроводы ШЛ-25, ШЛ-50, ШЛ-100 подвергали пропитке и сушке, как описано в в примере 2, лаком МЛ-92.
Для проверки качества нанесенного лакового покрытия, полученного в результате пропитки и сушки из партий изделий, полученных в примере 1, 2, 3, 4 были отобраны образцы, которые с помощью специальных приспособлений распиливали и исследовали под микроскопом. На изделиях не было обнаружено каверн, раковин, микропористости, трещин и неравномерности лаковых покрытий.
Нагрев, пропитка, сушка и полимеризация в замкнутом пространстве в вакууме предотвращает создание в объеме аппаратов концентрацию паров растворителя, равную 3,0-6,7% способных привести к взрыву и пожару.
Предлагаемый способ способствует повышению качества лакового электроизоляционного покрытия и не требует капитальных затрат на изготовление специального оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭКСТРАГИРОВАНИЯ МАТЕРИАЛОВ | 2002 |
|
RU2213606C1 |
| СПОСОБ СУШКИ И ПРОПИТКИ ДРЕВЕСИНЫ | 2004 |
|
RU2279022C1 |
| СПОСОБ ПОСОЛА МЯСНЫХ ПРОДУКТОВ | 2003 |
|
RU2249965C2 |
| УСТАНОВКА ДЛЯ СУШКИ И ПРОПИТКИ ДРЕВЕСИНЫ | 2004 |
|
RU2279024C1 |
| УСТАНОВКА ДЛЯ ПОСОЛА МЯСНЫХ ПРОДУКТОВ | 2003 |
|
RU2249966C2 |
| СПОСОБ СУШКИ И ПРОПИТКИ ДРЕВЕСИНЫ | 2007 |
|
RU2336475C1 |
| СПОСОБ СУШКИ ДРЕВЕСИНЫ | 2003 |
|
RU2255276C2 |
| СПОСОБ СУШКИ ДРЕВЕСИНЫ | 2002 |
|
RU2228498C2 |
| УСТАНОВКА ДЛЯ СУШКИ ДРЕВЕСИНЫ | 2002 |
|
RU2213309C1 |
| УСТАНОВКА ДЛЯ СУШКИ ДРЕВЕСИНЫ | 2003 |
|
RU2253811C2 |
Изобретение относится к области электротехники, в частности к технологии пропитки и сушки электротехнических изделий, например статоров, роторов электродвигателей, трансформаторов, магнитопроводов. Техническая задача - повышения качества лакового покрытия и предотвращение образования взрывоопасной смеси растворителя. Сущность изобретения состоит в том, что нагрев изделия проводят в вакууме в изолированном от атмосферы аппарате. При этом процессы нагрева, дегазации, полимеризации и выдержки пропитки, сушки осуществляют в вакууме, причем процесс вакуумирования осуществляют циклами - ступенчато, с использованием быстродействующих клапанов и ресивера, расчетное давление в котором устанавливают таким образом, чтобы оно обеспечило при каждом цикле в каждом аппарате давление меньше равновесного давления паров растворителя, воды при данной температуре. Данное изобретение позволит повысить качество выпускаемой продукции, уменьшить капитальные затраты на изготовление специального оборудования, снизить взрыво и пожароопасность и может найти широкое применение при изготовлении двигателей и др. электротехнической продукции. 5 з.п. ф-лы, 1 ил.
где Р - давление в аппарате, Па;
Ро - давление в растворе, Па;
η - кинематическая вязкость, сст;
l - длина трубопровода от аппарата до ресивера, м;
V - рабочий свободный объем аппарата, м3;
t - время создания вакуума.
| SU 1817624 А1, 07.01.1986 | |||
| СПОСОБ ПРОПИТКИ И СУШКИ ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1997 |
|
RU2138899C1 |
| Способ пропитки обмоток электрических машин | 1986 |
|
SU1376181A1 |
| Способ изготовления статора высокоскоростной электрической машины | 1989 |
|
SU1721730A1 |
| Способ пропитки обмоток | 1983 |
|
SU1358045A1 |
| US 3979530 А, 07.09.1976 | |||
| DE 3541235 А1, 27.05.1987 | |||
| GB 1547157 А1, 06.06.1979 | |||
| БАРОМБО К.Н., БЕРНШТЕЙН Л.М | |||
| Сушка, пропитка и компаундирование обмоток электрических машин | |||
| - М.: Государственный энергетический институт, 1961, с.84-97. | |||

