Изобретение относится к электротехнике и технологии изготовления электрических машин, главным образом высокоскоростных, и может быть использовано в электротехнической промышленности.
Известен способ изготовления статора высокоскоростной электрической машины, по которому изготовляют магнитопровод. электроизоляционные элементы, устанавливают их при укладке обмотки в пазы, пропитывают обмотку, осуществляют механическую обработку статора.
Недостатком способа .является низкая работоспособность подшипникового узла, связанная с наличием загрязнений его конденсируемыми продуктами газовыделения изоляционных элементов статора.
Наиболее близким к предлагаемому является способ изготовления статора высокоскоростной электрической машины, согласно которому изготовляют шихтованный магнитолройод, электроизоляционные элементы, устанавливают их при укладке обмотки в пазы, пропитывают, осуществляют
V|
10
ч|
са О
механическую и термовакуумную обработку окончательно изготовленного статора.
Недостатком такого способа является пониженная работоспособность подшипникового узла, связанная с наличием остаточных загрязнений конденсируемыми летучими продуктами газовыделения, обусловленных отсутствием термовакуумной обработки деталей и узлов по сопрагяемым при сборке поверхностям.
Целью изобретения является повышение надежности электрической машины путем снижения количества летучих продуктов, выделяемых электроизоляционными элементами.
Указанная цель достигается тем, что термовакуумную обработку (ТВО) осуществляют в несколько этапов, на первом из которых до начала сборки ей подвергают каждый конструктивный и изоляционный элемент статора, а на каждом последующем - узел, полученный в результате предыдущей сборочной операции, при этом каждый этап термовакуумной обработки осуществляют до достижения постояной минимальной скорости газовыделения летучих продуктов при постоянном остаточном давлений не выше 10 Па и температуре, превышающей рабочую температуру статора не более, чем нап+ 1 -i ступеней, где п- общее число сборочных операций; i - номер сборочной операции, а размер ступени 6 равен сумме абсолютных погрешностей поддержания температуры ТВО (5i) и ее измерения (&).
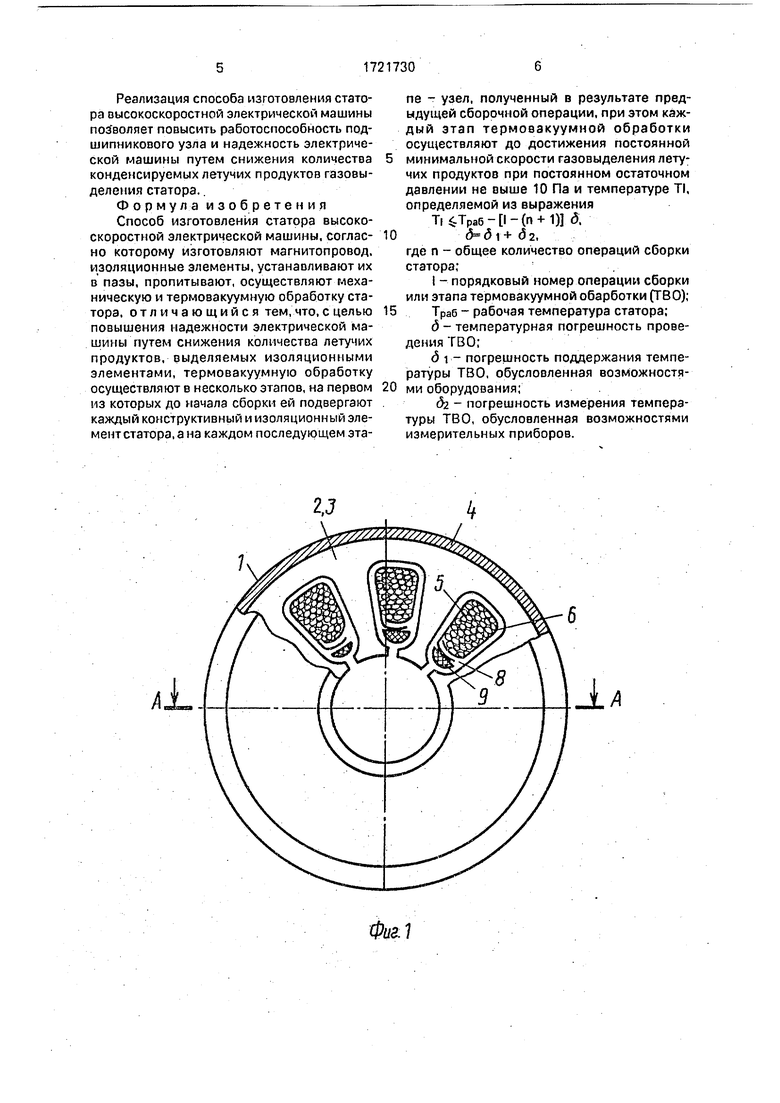
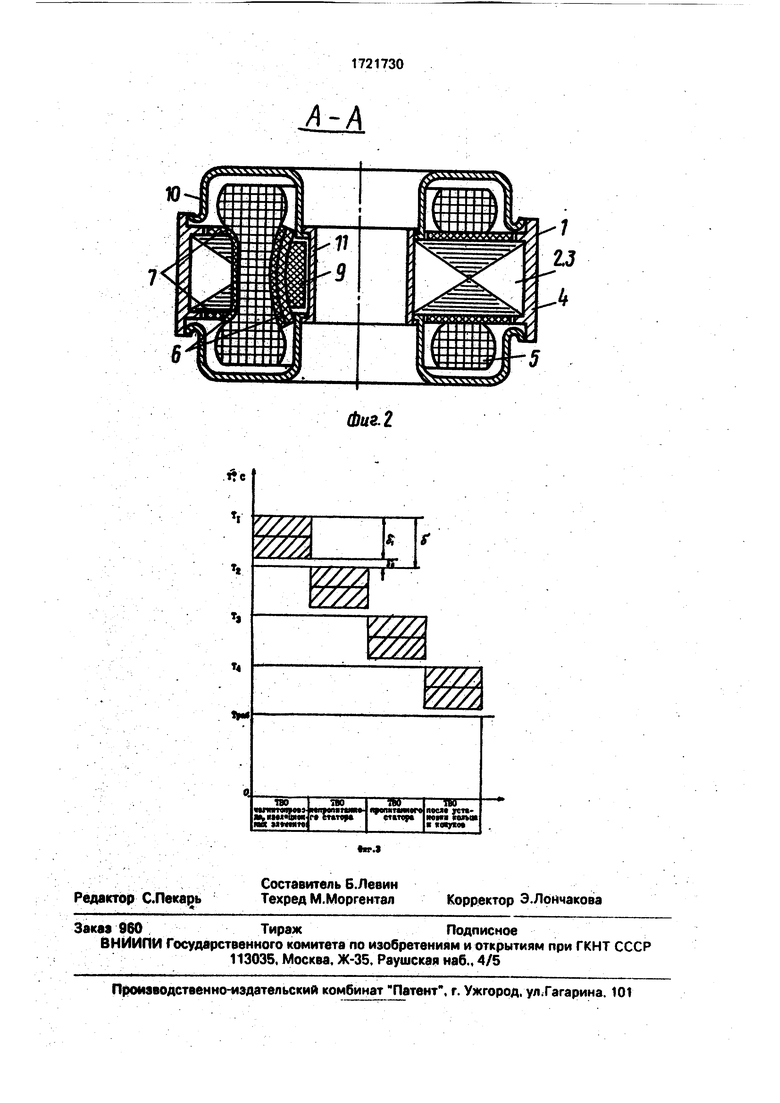
На фиг. 1 показан статор высокоскоростной электрической машины; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - диаграмма изменения температур термовакуумной обработки в процессе изготовления статора высокоскоростной электрической машины.
Способ изготовления статора высокоскоростной электрической машины (фиг. 1 и 2} реализуют следующим образом.
Отдельно изготавливают магнитопро- вод 2, набранный из пластин 3 магнитно- мягкого материала, например сплава 50Н, закрепленный, например, посредством развальцовки на металлической втулке 4. Также отдельно изготавливают секции обмотки 5 путем намотки на шаблоны, изготавливают из электроизоляционной пленки, например полиимидной пленки, пазовую изоляцию б и торцовую изоляцию 7,
После этого осуществляют первый этап термовакуумной обработки (ТВО), на котором до начала сборки ТВО подвергаю каждый конструктивный элемент, в данном случае магнитопровод 2 на втулке 4, и каждый изоляционный элемент статора, в данном случае пазовую и торцовую изоляцию 6 и 7. ТВО на первом и последующих этапах производят до достижения минимальной
постоянной скорости газовыделения при остаточном давлении не выше 10 Па.
Максимальную температуру ТВО на первом этапе выбирают равной или не превышающей
+ (n + 1) б
где TI - максимальная температура на первом этапе ТВО (до сборочных операций);
п - общее количество операций сборки статора;
д - температурная погрешность проведения ТВ О.
Температурная погрешность проведения ТВО складывается из абсолютной суммарной погрешности 6i поддержания
температуры ТВО, обусловленной возможностями оборудования, и абсолютной суммарной погрешности & измерения температуры ТВО, обусловленной возможностями измерительных приборов (фиг. 3)
д .
Для магнитопровода микромашины из сплава БОН и изоляционных элементов из полиимидной пленки выбирают при рабочей температуре Траб 100°С,: количество
сборочных операций п 3, д 15°С. 5°С максимальную температуру ТВО на первом этапе TI 180°C (с учетом допусков на точность регулирования температуры 165- 180°С).
При каждом последующем этапе ТВО подвергают узел, полученный в результате предыдущей сборочной операции, при этом максимальную температуру ТВО снижают на величину д.
После первого этапа ТВО укладывают в пазы 8 магнитопровода 2 пазовую изоляцию 6, укладывают обмотку 5, например, из провода ПЭТВ-2, закрывают коробочку пазовой изоляции 6, устанавливают клинья 9.
формуют лобовые части обмотки 5.
Перед пропиткой производят вторую ТВО, например, 145- 160°С.
Затем производят пропитку обмотки 5 статора, например, лаком КО-916 и сушку
обмотки с целью полимеризации пропиточного состава, после чего производят ТВО. например, при 125-140°С.
После установки на статор металлических кожухоо 10, кольца 11 и их соединения
с втулкой 4 и между собой перед сборкой статора в корпус электрической машины производят третью, заключительную ТВО - например при температуре 105-120°С. превышающей Траб 100°С.
Реализация способа изготовления статора высокоскоростной электрической машины позволяет повысить работоспособность подшипникового узла и надежность электрической машины путем снижения количества конденсируемых летучих продуктов газовы- делеиия статора..
Форму л а изобретения Способ изготовления статора высокоскоростной электрической машины, согласно которому изготовляют магнитопровод, изоляционные элементы, устанавливают их в пазы, пропитывают, осуществляют механическую и термовакуумную обработку статора, отличающийся тем, что, с целью повышения надежности электрической машины путем снижения количества летучих продуктов, выделяемых изоляционными элементами, термовакуумную обработку осуществляют в несколько этапов, на первом из которых до начала сборки ей подвергают каждый конструктивный и изоляционный элемент статора, а на каждом последующем этапе - узел, полученный в результате предыдущей сборочной операции, при этом каждый этап термовакуумной обработки осуществляют до достижения постоянной минимальной скорости газовыделения летучих продуктов при постоянном остаточном давлении не выше 10 Па и температуре TI, определяемой из выражения
Ti4Tpa6- i-(n + 1) д. 52,
где п - общее количество операций сборки статора;
I - порядковый номер операции сборки или этапа термовакуумной обарботки (ТВО); Траб - рабочая температура статора;
6 - температурная погрешность проведения ТВО;
д 1 - погрешность поддержания температуры ТВО, обусловленная возможностя- ми оборудования;
дг - погрешность измерения температуры ТВО, обусловленная возможностями измерительных приборов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Экранированный статор электрической машины и способ его изготовления | 1989 |
|
SU1721713A1 |
| Статор электрической машины | 1987 |
|
SU1676005A1 |
| Способ изготовления роторов и статоров электрических машин | 1991 |
|
SU1802388A1 |
| Способ дозированной пропитки всыпных обмоток статоров электрических машин | 1987 |
|
SU1525827A1 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| СПОСОБ ИЗОЛИРОВАНИЯ ОБМОТКИ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1991 |
|
RU2072115C1 |
| Способ изготовления статора электрической машины с всыпными обмотками | 1990 |
|
SU1778877A1 |
| Магнитопровод торцовой электрической машины | 1980 |
|
SU1077010A1 |
Изобретение относится к электротехнике. Цель изобретения - повышение надежности высокоскоростной электрической машины путем снижения количества выделяемых из конструктивных элементов статора летучих продуктов. Для этого термовакуумная обработка (ТВО) осуществляется в несколько этапов. На первом этапе ТВО подвергаются все конструктивные элементы статора, а на каждом последующем - узел, полученный в результате предыдущей сборочной операции. При этом каждый этап ТВО осуществляют при постоянном остаточном давлении не выше 10 Па до достижений постоянной минимальной скорости газовыделения, а температура на каждом последующем этапе постепенно снижается и определяется из выражений Т|4Траб - I - (п +1) &, д д + д 2. где п - общее количество операций сборки статора; I - порядковый номер операции сборки или этапа термовакуумной обработки (ТВО); TI - температура ТВО на i-м этапе. Траб- рабочая температура статора; д- температурная погрешность проведения ТВО; 5i - погрешность поддержания температуры ТВО, обусловленная возможностями оборудования; дг - погрешность измерения температуры ТВО, обусловленная возможностями измерительных приборов. 3 ил. « te
Фиг. 1
А-Л
ю
71 5
У////
7777л.
V
У/7/.
7/7//
Фиг. 2
УТ/Л
V7/7;
7/ZA
7/77/.
| Костромин В.Г | |||
| Бронин С.Б | |||
| Дагаев В.А | |||
| и др | |||
| Технология производства асинхронных двигателей: специальные процессы | |||
| - М.: Энергоиздат | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
