Изобретение относится к области порошковой металлургии и наплавке, в частности к способу контроля температур при индукционной наплавке самофлюсующихся сплавов на плоские поверхности.
Известен способ контроля температур при помощи термоэлектрических преобразователей, основанный на возникновении термоэлектродвижущей силы (термоЭДС) в проводнике, концы которого имеют различную температуру. Также широко известен способ измерения температур термообразователями сопротивления, принцип действия которых основан на пропорциональном изменении электрического сопротивления их рабочего элемента в зависимости от температуры, но они могут быть применены только до 750°С (В.А.Поляков. Практикум по электротехнике. - М.: Просвещение, 1973).
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ контроля температуры (Способ и устройство управления нагревом при закреплении деталей и их отпайке. Патент 5553768, США, МПК6 Н 05 К 3/34. Опубл. 10.09.96) при помощи термоэлектрических преобразователей (термопар). Струя газа, поступающего на термопару, расплавляет шарики припоя. Рабочим органом термопары является чувствительный элемент, состоящий из двух изолированных по всей длине, разнородных термоэлектродов, спаянных между собой на конце (горячий спай), который зачеканивается в изделие, температура которого измеряется. К свободным концам термопары подключается измерительный прибор, регистрирующий возникающую при нагреве ЭДС.
Однако этот способ имеет следующие недостатки. Перед использованием термопары необходимо подвергать проверке и градуировке методом сличения, для чего требуемся немало времени, к тому же в условиях длительной эксплуатации при высоких температурах и агрессивном воздействии среды появляется нестабильность градуировочной характеристики вследствие загрязнения материалов термоэлектродов примесями из атмосферы изоляторов, испарения одного из компонентов сплава: взаимной диффузии через спай. Так же необходимо делать поправку на температуру свободных концов, т.к. термоЭДС, развиваемая данной термопарой, зависит от перепада температур между рабочим спаем и свободными концами, которые, как правило, отстоят друг от друга на расстояние не более 2-3 мм. К тому же приборы, измеряющие термоЭДС, обладают инерционностью, что влияет на достоверность измерения, т.к. индукционный нагрев скоротечен (30-60 сек).
Техническим результатом заявленного способа является повышение качества индукционной наплавки путем увеличения точности контроля температур.
Задача, на решение которой направлено данное техническое решение, достигается тем, что в способе контроля температур при наплавке самофлюсующихся сплавов перед наплавкой к изделию прикрепляют образующую с ним электрическую цепь проволоку из материала, температура плавления которого соответствует температуре плавления самофлюсующих сплавов. Контроль температуры ведут по температуре плавления материала проволоки.
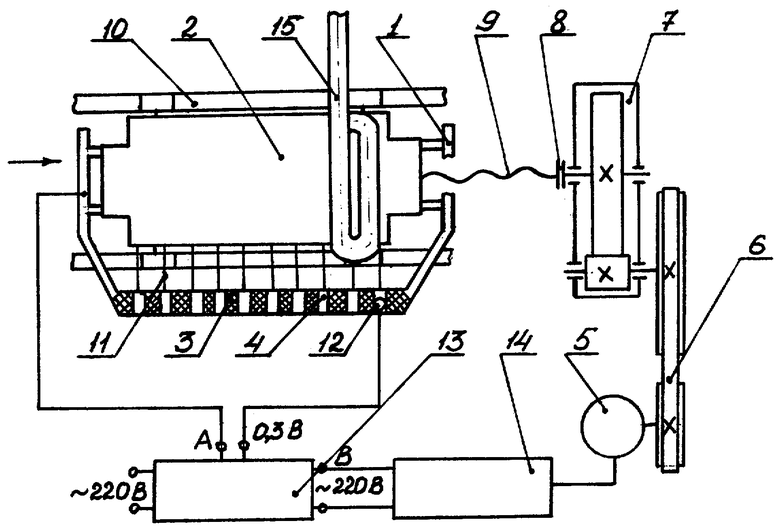
Изобретение пояснено чертежом, на котором представлена принципиальная электромеханическая схема устройства контроля температур.
Устройство состоит из сварной тележки 1, на которой устанавливается наплавляемая пластина 2, к тележке 1 жестко прикрепляют диэлектрическую рейку 3 с контактами 4. Тележка 1 приводится в движение малооборотным двигателем 5 через ременную передачу 6, одноступенчатый цилиндрический редуктор 7, муфту 8, винт 9, по направляющим 10. Регулирование движения осуществляется при помощи проволоки 11, скользящего контакта 12, электрического регулятора 13 и электропривода 14.
Вдоль изделия 2 с шагом 8-10 мм начеканены или приварены точечной сваркой медные проволоки 11, которые соединены с контактом 4 на диэлектрической рейке 3.
Предложенный способ реализован в устройстве контроля температур при наплавке порошка ПГ-10Н-01 (температура плавления порошка 1083°С) на пластину штампа пресса СМ-816. Материал проволоки - медь с температурой плавления 1083°С.
Способ осуществляют следующим образом.
Перед наплавкой в торец восстанавливаемого изделия (пластина штампа СМ-816) с шагом 8-10 мм начеканивают медные проволоки, которые другим концом крепят к контактам 4 на рейке 3, образуя электрическую цепь изделие - проволока - электрическое реле.
Наплавляемое изделие 2 располагают на тележке 1, к которой прикреплена диэлектрическая рейка 3 с контактами 4.
Перед началом наплавки неподвижный скользящий контакт 12 электрического реле находится на первом по ходу движения контакте рейки, образуя электрическую цепь.
При наплавке изделие нагревают и при достижении температуры порядка 1050-1080°С проволока плавится, разрывая электрическую цепь. Срабатывает электрическое реле, включая электрический привод, перемещающий наплавляемую пластину до замыкания скользящего контакта 12 со следующим по ходу движения контактом на рейке. Процесс повторяется до полной наплавки изделия.
При перемещении тележки по рейке скользит неподвижный контакт 12 электрического реле 13, принцип действия которого заключается в том, что если на зажимах А напряжение есть, то на зажимах В его нет.
Использование температуры плавления чистых металлов для контроля температур при индукционной наплавке позволяет добиться более качественного проведения процесса наплавки, вследствие чего повышаются твердость и износостойкость получаемых покрытий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления горячего спая кабельной термопары | 1988 |
|
SU1624277A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ МАЛЫХ РАЗНОСТЕЙ ТЕМПЕРАТУР | 2006 |
|
RU2337333C2 |
| Способ определения технологической температуры плавления шихты при индукционной наплавке | 2019 |
|
RU2714522C1 |
| Устройство для градуировки естественных термопар | 1989 |
|
SU1760380A1 |
| Способ изготовления несущих деталей с опорными поверхностями | 1986 |
|
SU1433688A1 |
| Устройство для измерения температуры резца естественной термопарой | 2017 |
|
RU2650827C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕГО СПАЯ ТЕРМОПАРЫ ИЗ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2009 |
|
RU2399893C1 |
| ПРЕОБРАЗОВАТЕЛЬ ТЕРМОЭЛЕКТРИЧЕСКИЙ (ВАРИАНТЫ), ТЕРМОПАРНЫЙ КАБЕЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕОБРАЗОВАТЕЛЯ ТЕРМОЭЛЕКТРИЧЕСКОГО ПО ПЕРВОМУ ВАРИАНТУ, СПОСОБ ОПРЕДЕЛЕНИЯ НЕОБХОДИМОСТИ ПРОВЕДЕНИЯ ПОВЕРКИ ИЛИ КАЛИБРОВКИ ТЕРМОЭЛЕКТРИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ | 2009 |
|
RU2403540C1 |
| Датчик уноса теплозащитного материала | 1986 |
|
SU1392394A2 |
| Способ определения достоверности результатов измерения термоэлектрического преобразователя | 2022 |
|
RU2789611C1 |
Изобретение относится к области порошковой металлургии и наплавки, в частности к способу контроля температур при индукционной наплавке самофлюсующихся сплавов на плоские поверхности. Перед наплавкой к изделию прикрепляют проволоку, образующую с ним электрическую цепь. Температура плавления материала проволоки соответствует температуре плавления самофлюсующихся сплавов. Контроль температуры ведут по температуре плавления материала проволоки. В результате повышается качество индукционной наплавки за счет увеличения точности контроля температур. 1 ил.
Способ контроля температуры при наплавке самофлюсующихся сплавов на изделие, отличающийся тем, что перед наплавкой к изделию прикрепляют образующую с ним электрическую цепь проволоку из материала, температура плавления которого соответствует температуре плавления самофлюсующихся сплавов, контроль температуры ведут по температуре плавления материала проволоки.
| US 5553768, 10.09.1996 | |||
| СПОСОБ НАПЛАВКИ САМОФЛЮСУЮЩИХ ПОРОШКОВ | 1992 |
|
RU2042738C1 |
| SU 1631849 A1, 20.09.1996 | |||
| SU 1685032 A1, 20.09.1996. | |||

