Изобретение относится к прокатному производству, конкретнее к технологии эксплуатации рабочих валков, и может быть использовано на листовых станах дуо и кварто.
В процессе эксплуатации рабочих валков листопрокатных клетей происходит уменьшение диаметров их бочек, обусловленное естественным износом и механическим съемом (перешлифовками) для удаления с поверхности накопленных при работе в клети повреждений. Перед завалкой в клеть рабочие валки в паре подгоняют по диаметру. При достижении минимально допустимого конструктивного диаметра бочки рабочие валки утилизируют.
Известен способ эксплуатации прокатных валков, включающий вывалку из клети, охлаждение, перешлифовку, завалку в клеть для последующей прокатки. При этом валки вначале заваливают в чистовые клети, а после снятия 65-75% рабочего слоя их заваливают в черновые клети, в которых и завершают эксплуатацию [1].
Недостаток известного способа состоит в том, что при достижении минимально допустимого конструктивного диаметра прокатные валки выводят из эксплуатации, хотя активный слой бочки полностью не выработан. Это увеличивает расход валков.
Известен также способ эксплуатации листопрокатных валков, включающий их вывалку из клети, охлаждение, шлифование бочек, сборку с подушками и разогрев перед последующей завалкой пары валков в клеть, причем после разогрева производят подстуживание поверхностного слоя валков водой с регламентированными параметрами орошения в течение 4-8 мин [2].
Недостаток известного способа также состоит в том, что при снижении диаметра бочки до минимально допустимого значения листопрокатные рабочие валки выводят из эксплуатации, хотя активный слой бочки полностью не выработан. Это увеличивает расход валков.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ эксплуатации рабочих валков листопрокатного стана, включающий механический съем поврежденного слоя бочек (шлифование бочек), сборку с подушками, комплектование в пару верхнего и нижнего валков, завалку и последующую работу в клети. Эксплуатацию рабочих валков ведут до достижения минимального конструктивного диаметра бочки (для стана 2030 он равен 550 мм), после чего валки утилизируют [3] - прототип.
Недостатки известного способа состоят в следующем. Современные прокатные валки имеют увеличенную толщину активного слоя с высокой твердостью. Однако при достижении минимально допустимого конструктивного диаметра бочек валки выводят из эксплуатации, хотя их активный слой полностью не выработан. Происходит это потому, что сведение валков для настройки параллельности бочек и прокатки тонких листов становится невозможным из-за смыкания подушек верхнего и нижнего рабочих валков. Выведение из эксплуатации валков с не использованным полностью активным слоем повышает расход валков.
Техническая задача, решаемая изобретением, состоит в снижении расхода валков.
Для решения поставленной технической задачи в известном способе эксплуатации валков, включающем механический съем поврежденного слоя бочек, сборку с подушками, комплектование в пару верхнего и нижнего валков, завалку и последующую работу в клети, согласно предложению, после достижения одним из валков минимального конструктивного диаметра бочки Dк его комплектуют в пару с валком с большим диаметром бочки, который заваливают в клеть верхним, при этом отношение диаметров бочек верхнего и нижнего валков устанавливают не более 1,2. Кроме того, диаметр верхнего валка может быть установлен не менее разности между двумя минимальными конструктивными диаметрами бочки и диаметром бочки нижнего валка.
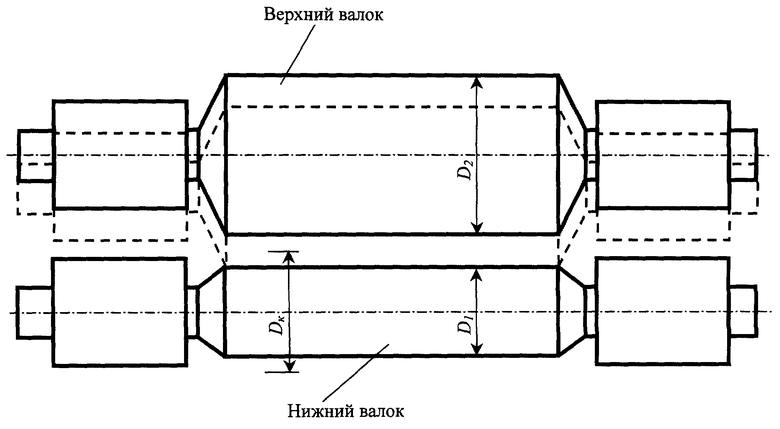
Сущность изобретения пояснена изображенной на чертеже схемой расположения валков в клети в случае реализации предложенного способа. При комплектовании в пару нижним устанавливают валок с диаметром D1, меньшим минимального конструктивного диаметра Dк, а верхним валок с большим диаметром D2, причем диаметр верхнего валка превышает диаметр нижнего не более чем в 1,2 раза  Это позволяет продолжить дальнейшую эксплуатацию валка с диаметром D1, меньшим минимального конструктивного. Для обеспечения гарантированного смыкания бочек верхнего и нижнего валков диаметр верхнего валка устанавливают не менее разности между двумя минимальными конструктивными диаметрами 2Dк и диаметром нижнего валка D1: D2 ≥ 2Dк-D1. Гарантированное смыкание бочек в этом случае облегчает настройку клети на параллельность валков и прокатку листов минимально возможной толщины для данного прокатного стана.
Это позволяет продолжить дальнейшую эксплуатацию валка с диаметром D1, меньшим минимального конструктивного. Для обеспечения гарантированного смыкания бочек верхнего и нижнего валков диаметр верхнего валка устанавливают не менее разности между двумя минимальными конструктивными диаметрами 2Dк и диаметром нижнего валка D1: D2 ≥ 2Dк-D1. Гарантированное смыкание бочек в этом случае облегчает настройку клети на параллельность валков и прокатку листов минимально возможной толщины для данного прокатного стана.
Валок с большим диаметром D2 заваливают в клеть верхним для того, чтобы исключить изгиб концов раскатов вверх (в сторону валка с меньшим диаметром), что сделало бы невозможным задачу раската в валки при следующем проходе. Изгиба вниз при этом не происходит, т.к. на выходе из клети концы раскатов упираются в проводковый стол и ролики рольганга.
Экспериментально установлено, что, если отношение диаметров бочек верхнего и нижнего валков не превышает 1,2, процесс прокатки протекает устойчиво, без изгибов концов раската и без перегрузки линии главного привода клети. При увеличении этого отношения более 1,2 не исключен изгиб концов раскатов, и на верхнем валке с большим диаметром резко возрастает момент прокатки, что приводит к перегрузке его трансмиссии и двигателя главного привода.
Если диаметр верхнего валка устанавливают менее разности между двумя минимальными конструктивными диаметрами бочки и диаметром бочки нижнего валка, то в процессе сближения валков касания их бочек не произойдет, что затруднит настройку стана и прокатку листов минимальных толщин.
Примеры реализации способа
Для рабочего валка реверсивного толстолистового стана кварто 5000 минимальный конструктивный диаметр бочки Dк составляет, согласно техническому паспорту, 1080 мм.
Пример 1. Рабочий валок после завершения очередной кампании вываливают из клети и производят механический съем поврежденного слоя бочки на вальцешлифовальном станке. После удаления поврежденного слоя диаметр бочки составляет D1=1070 мм, что на 10 мм меньше минимального конструктивного диаметра бочки Dк. При этом на бочке рабочего валка еще сохраняется активный слой толщиной 15 мм с твердостью по Шору 80 ед. HSD. Для дальнейшего использования рабочий валок собирают с подушками и комплектуют в пару с другим рабочим валком, имеющим больший диаметр бочки D2=1123,5 мм. Таким образом, 
Скомплектованную пару рабочих валков заваливают в клеть, причем верхним заваливают рабочий валок с большим диаметром D2=1123,5 мм. После перевалки осуществляют прокатку листов. Прокатка происходит устойчиво, без изгибов концов раскатов, нагрузки на трансмиссию и электродвигатели главного привода не превышают допустимых значений.
Рабочий валок с меньшим диаметром бочки продолжают эксплуатировать в паре с рабочим валком большего диаметра до полной выработки его активного слоя толщиной 15 мм и потери твердости. Благодаря продлению срока службы рабочего валка с диаметром бочки, меньшим минимального конструктивного диаметра, достигается снижение расхода валков.
Пример 2. Все те же операции, что в примере 1, только в пару с рабочим валком с диаметром бочки D1=1070 мм устанавливают рабочий валок с диаметром бочки D2=D1 × 1,2=1070 мм × 1,2=1284 мм. При этом D2 ≥ 2Dк-D1= 2·1080-1070=1090 мм. Верхним в клеть заваливают рабочий валок с диаметром бочки D2=1284 мм и осуществляют прокатку листов. Прокатка происходит устойчиво, нагрузки на трансмиссию и электродвигатели главного привода не превышают допустимых значений. Рабочие валки смыкаются до нулевого зазора, что облегчает настойку стана и прокатку полос минимальных толщин.
Пример 3. Все те же операции, что в примере 1, только в пару валку с диаметром бочки D1=1070 мм подбирают рабочий валок с диаметром бочки D2=D1 × 1,3=1070 мм ×1,3=1391 мм. При этом D2 ≥ 2Dк-D1=2·1080-1070=1090 мм. Верхним в клеть заваливают рабочий валок с большим диаметром бочки D2= 1391 мм и осуществляют прокатку листов. В этом случае в процессе прокатки имеют место изгибы концов раскатов в сторону нижнего валка. Кроме того, нагрузки на трансмиссию и электродвигатель верхнего рабочего валка превышают допустимые значения, что чревато аварийной ситуацией.
Пример 4. Все те же операции, что в примере 1, только в пару валку с диаметром бочки D1= 1070 мм подбирают рабочий валок с диаметром бочки D2=1085. При этом  Верхним в клеть заваливают рабочий валок с большим диаметром бочки D2= 1085 мм и осуществляют настройку клети на параллельность валков. Расход валков за счет более полного использования активного слоя снижается, однако в этом случае настройка параллельности валков и прокатка листов минимальных толщин затруднены, так как в самом сведенном положении между верхним и нижним валками имеется зазор, равный 5 мм.
Верхним в клеть заваливают рабочий валок с большим диаметром бочки D2= 1085 мм и осуществляют настройку клети на параллельность валков. Расход валков за счет более полного использования активного слоя снижается, однако в этом случае настройка параллельности валков и прокатка листов минимальных толщин затруднены, так как в самом сведенном положении между верхним и нижним валками имеется зазор, равный 5 мм.
Технико-экономические преимущества предложенного способа заключаются в том, что комплектование в пару валка, вышедшего из допуска по диаметру бочки, но сохранившего на ней активный слой с высокой твердостью, с валком с большим диаметром бочки, который заваливают в клеть верхним, и при отношении диаметров бочек верхнего и нижнего валков не более 1,2 обеспечивает возможность дальнейшей эксплуатации изношенного валка при сохранении стабильности процесса прокатки. За счет этого достигается снижение расхода валков.
Кроме того, при диаметре верхнего валка не менее разности между двумя минимальными конструктивными диаметрами бочки и диаметром бочки нижнего валка обеспечивается гарантированное смыкание бочек, что облегчает настройку параллельности валков и прокатку листов минимальных толщин.
Применение предложенного способа обеспечит повышение рентабельности производства листовой стали на 3-5%.
Источники информации
1. Авт.свид. СССР №1342549, МПК В 21 В 28/02, 1987 г.
2. Патент №2095167, Россия, МПК В 21 В 27/06, 1997 г.
3. Л.И. Боровик, А.И. Добронравов. Технология подготовки и
эксплуатации валков тонколистовых станов. М.: Металлургия, 1984 г., с.41, 66-67, 92-93 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комплекты рабочих валков чистовой группы листового стана кварто и способ подготовки и эксплуатации комплектов рабочих валков чистовой группы листового стана кварто в течение кампании | 1989 |
|
SU1678473A1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 2003 |
|
RU2256517C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНОГО ВАЛКА | 2007 |
|
RU2374017C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 2000 |
|
RU2184631C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ХРОМИСТЫХ РАБОЧИХ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ | 2012 |
|
RU2491141C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА | 2005 |
|
RU2288795C2 |
| СПОСОБ ПРОКАТКИ ПОЛОС | 1992 |
|
RU2006299C1 |
| Способ прокатки металла | 1980 |
|
SU900896A1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1999 |
|
RU2147945C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ПРОКАТНЫХ ВАЛКОВ ЛИСТОПРОКАТНОЙ ЧЕТЫРЕХВАЛКОВОЙ КЛЕТИ | 2005 |
|
RU2288794C2 |
Изобретение относится к прокатному производству, конкретнее к технологии эксплуатации рабочих валков, и может быть использовано на листовых станах дуо и кварто. Задача изобретения - повышение рентабельности производства. Способ включает механический съем поврежденного слоя бочек валков, их сборку с подушками, комплектование в пару верхнего и нижнего валков, завалку и последующую работу в клети. После достижения одним из валков минимального конструктивного диаметра бочки его комплектуют в пару с валком с большим диаметром бочки, который заваливают в клеть верхним, при этом отношение диаметров бочек верхнего и нижнего валков устанавливают не более 1,2. Кроме того, диаметр верхнего валка устанавливают не менее разности между двумя минимальными конструктивными диаметрами бочки и диаметром бочки нижнего валка. Изобретение обеспечивает снижение расхода валков за счет возможности их эксплуатации после износа при сохранении стабильности процесса прокатки.1 з.п.ф-лы.
| БОРОВИК Л.И | |||
| и др | |||
| Технология подготовки и эксплуатации валков тонколистовых станов | |||
| - М.: Металлургия, 1984, с.41, 66-67, 92-93.SU 1780891 А1, 15.12.1992.RU 2183519 C2, 20.06.2002.JP 4279206 A, 05.10.1992. |

