Изобретение относится к области диффузионной сварки встык коротких толстостенных труб из разнородных материалов, преимущественно из немагнитных (аустенитных) и магнитных (ферритных) сталей, широко используемых в промышленности, например, в корпусах шаговых двигателей, у которых корпус выполнен в виде набора чередующихся между собой колец из немагнитной и магнитной сталей.
Шаговые двигатели распространены в многочисленных системах дистанционного управления, например в системах ядерных реакторов различного назначения.
Известен способ неразъемного соединения коротких втулок и всякого рода фигурных колец из разнородных сталей, например из магнитных сталей марок 2Х13, 25Х17М4Г5АФ2 и т.д., с немагнитными сталями марок ОХ18Н10Т, ОХ20Н4АГ10 и т.д. с помощью диффузионной сварки в вакууме (см. Казаков Н.Ф. Диффузионная сварка материалов, М.: Машиностроение, 1976 г., стр. 132-141).
Для получения сварного соединения с помощью диффузионной сварки необходимы четыре основных условия: наличие безокислительной среды, например вакуума, температуры нагрева свариваемых деталей до 0,6-0,7 температуры плавления наиболее легкоплавкого из свариваемых материалов, сдавливание свариваемых поверхностей с усилием 0,5-3 кг/мм2 в зависимости от жаропрочности свариваемых материалов и времени выдержки под постоянным усилием сдавливания при температуре диффузионной сварки.
При диффузионной сварке чаще всего применяется высокочастотный нагрев, которым разогревают свариваемые детали. Высокочастотный нагрев в первую очередь греет заготовку из магнитной стали, а заготовка из немагнитной стали в основном греется от тепла заготовки из магнитной стали. Известно, что жаропрочность ферритных (магнитных) сталей значительно ниже аустенитных, и они в первую очередь при сварочном сдавливании начинают интенсивно ползти, изменяя в основном осевые размеры. При диффузионной сварке сборок, состоящих из двух-трех заготовок, это относительно легко компенсируется за счет увеличения расчетных припусков в заготовках, но если сборка состоит из заготовок в виде колец, собранных в трубчатый пакет из чередующихся между собой магнитных и немагнитных сталей, то проблема высокотемпературной ползучести колец из ферритной стали становится труднопреодолимой при применении высокочастотного нагрева, т.к. при этом нагреве в трубчатом пакете в основном нагреваются заготовки из ферритной стали, которые имеют низкую жаропрочность и при небольшом перегреве интенсивно ползут от силы сварочного сдавливания. Необходимо отметить, что требование к осевым размерам колец в корпусах шаговых двигателей при их изготовлении не допускает изменения размеров колец и их положения в готовой сборке.
Известен способ диффузионной сварки комбинированной трубы, составленной из пористых никелевых втулок и втулок из коррозионностойкой стали (см. Казаков Н.Ф. Диффузионная сварка материалов, М.: Машиностроение. 1976 г., стр. 283).
Этот способ диффузионной сварки труб взят в качестве прототипа, т.к. совпадает с заявленным изобретением по наибольшему числу существенных признаков. По этому способу в наборной трубе разнородные втулки свариваются методом наращивания путем приваривания одной втулки к другой, а потом к этим сваренным двум втулкам приваривается третья втулка и т.д. При этом каждый раз к последней втулке приваривается втулка из другого материала. При приварке новой втулки к уже сваренным высокочастотному нагреву подвергаются только две последние втулки, которые расположены в высокочастотном индукторе. При этом ранее сваренные втулки практически повторно не нагреваются и в них отсутствует процесс высокотемпературной ползучести от силы сварочного сдавливания.
Однако, если использовать этот способ для диффузионной сварки трубы, набранной из коротких разнородных втулок в виде колец, то в процессе высокочастотного нагрева будут уже участвовать не два кольца, а не менее 6 колец, а то и более в зависимости от их толщины.
Если же кольца изготовлены из магнитной и немагнитной сталей, то высокочастотному нагреву с возможностью перегрева будут подвергаться только кольца из магнитной стали, что сразу создаст условия для деформации этих колец за счет высокотемпературной ползучести.
Задача, на решение которой направлено заявляемое изобретение, состоит в разработке способа диффузионной сварки коротких толстостенных труб в виде колец, собранных в трубчатый пакет из чередующихся между собой магнитных (ферритных) и немагнитных (аустенитных) сталей, при котором свариваемые поверхности колец нагревались бы одинаково, независимо от их магнитных свойств, а также чтобы заданный осевой размер колец не подвергался в процессе сварки заметному изменению в результате высокотемпературной ползучести материалов под воздействием сварочного сдавливания.
Технический результат, получаемый при осуществлении заявляемого изобретения, состоит в том, что диффузионная сварка трубы, составленной из набора разнородных колец, осуществляется при поэтапном нагреве свариваемых поверхностей только у одной пары колец, потом у другой и т.д., а все остальные кольца при этом остаются практически холодными.
Свариваемые кольца одной пары нагреваются до температуры диффузионной сварки только в зоне их стыковки, а остальной металл этих колец вне зоны сварки нагревается только за счет теплопередачи от зоны стыковки, вследствие чего в металле всех колец, входящих в состав трубы, отсутствует процесс высокотемпературной ползучести от сварочного сдавливания, который характерен для диффузионной сварки с высокочастотным нагревом свариваемых изделий, состоящих из магнитных и немагнитных сталей. Отсутствие в заявляемом способе диффузионной сварки высокотемпературной ползучести обеспечивает сохранение заданных осевых размеров колец и всей сваренной из них трубы.
Указанный технический результат достигается тем, что в способе диффузионной сварки коротких толстостенных труб из разнородных металлов, в котором трубы соединяют встык, место соединения сдавливают, нагревают и выдерживают под нагрузкой, на одном или двух торцах соединяемых труб выполняют под углом к плоскости торца фаски с оставлением на торце кольцевого пояска, затем трубы собирают на стягивающем центраторе и стягивают между собой, после чего центратор с трубами закрепляют во вращателе электронно-лучевой установки, вращают и оплавляют место стыковки электронным лучом, после чего его прогревают расфокусированным электронным лучом до тех пор, пока торцы труб не сомкнутся, и затем прогрев и сдавливание торцов труб прекращают;
- кроме того, кольцевой поясок выполняют шириной от 2 до 4 мм;
- кроме того, вращение центратора с трубами во время оплавления и последующего прогрева свариваемых поверхностей производят со скоростью не менее 10 об/мин;
- кроме того, прогрев расфокусированным лучом места стыковки труб осуществляется при температуре свыше 0,7 температуры плавления наименее тугоплавкого из свариваемых сплавов.
Заявленный способ диффузионной сварки толстостенных труб встык обеспечил возможность сварки наборных труб в виде чередующихся между собой колец из магнитной и немагнитной стали в корпусах шаговых двигателей без нарушения их осевых размеров.
Это стало возможным за счет того, что в процессе диффузионной сварки нагрев свариваемых поверхностей осуществляют не за счет нагрева высокой частотой всего объема свариваемых и прилегающих к ним колец, а только двух свариваемых приповерхностных слоев и двух подлежащих диффузионной сварке разнородных колец. Достигнуто это за счет того, что высокочастотный нагрев, используемый в прототипе, заменен электронно-лучевым нагревом только двух поверхностных слоев свариваемых торцевых поверхностей колец.
Для того, чтобы обеспечить приповерхностный нагрев свариваемых торцев с помощью электронного луча на одном или двух торцах выполняют под небольшим углом к плоскости торца фаски с оставлением на торце небольшого необработанного торцевого пояска шириной 2-4 мм. При этом располагают торцевой поясок ниже средней линии торца кольца, т.к. это упрощает будущий электронно-лучевой прогрев свариваемых поверхностей. Для обеспечения сварочного сдавливания нагреваемых электронным лучом свариваемых торцевых поверхностей кольца собирают в трубку на специальном стягивающем центраторе, с помощью которого сдавливают сборку из колец с заданным расчетным усилием. Центратор устанавливают во вращателе вакуумной рабочей камеры, в камере создают разрежение, после чего включают вращатель на скорости не менее 10 об/мин и электронно-лучевую пушку. Электронным лучом оплавляют свариваемые торцы в районе торцевого пояска, чтобы сразу вложить в прогрев торцев максимальное количество тепла. Скорость вращения сборки и мощность электронного луча подбирают таким образом, чтобы прогрев торцев был равномерным по всей окружности.
По мере прогрева торцев выше температуры, равной 0,7 от температуры плавления наименее жаропрочного из свариваемых материалов, и воздействия усилия от осевого сдавливания стягивающего центратора происходит деформация разогретых торцев и сокращение просвета между кромками свариваемых торцев. Стягивающий центратор устроен таким образом, что силовое стягивание длится до тех пор, пока кромки свариваемых торцев не соприкоснутся. Одновременно с этим моментом силовое стягивание прекращается, а электронно-лучевой прогрев отключается. Если прогрев отключает сварщик, то силовое стягивание прекращается автоматически за счет заранее опытным путем установленной величины перемещения торцев, для чего в центраторе имеется дискретно фиксируемый упор.
Опытным путем установлено, что наиболее оптимальный режим диффузионной сварки реализуется, если суммарный просвет между верхними и нижними кромками не превышает 4 мм.
Обеспечение точных осевых размеров колец и всей сварной сборки достигается за счет сложения длины ненагреваемой и недеформируемой части кольца с конечной толщиной с нагреваемым и деформируемым объемом части кольца, которая после окончания деформации превращается в дополнительную прибавку к толщине недеформируемой части кольца в виде слоя толщиной 0,8-1,5 мм.
Окончательное соотношение деформируемой и недеформируемой частей кольца определяется опытным путем, а также подобранной величиной стягивающего перемещения разогретых свариваемых поверхностей. Один раз подобранная геометрия свариваемых поверхностей у каждого кольца сборки и величина стягивающего перемещения обеспечивает 100% воспроизводства размеров независимо от количеств а колец, входящих в трубчатую конструкцию.
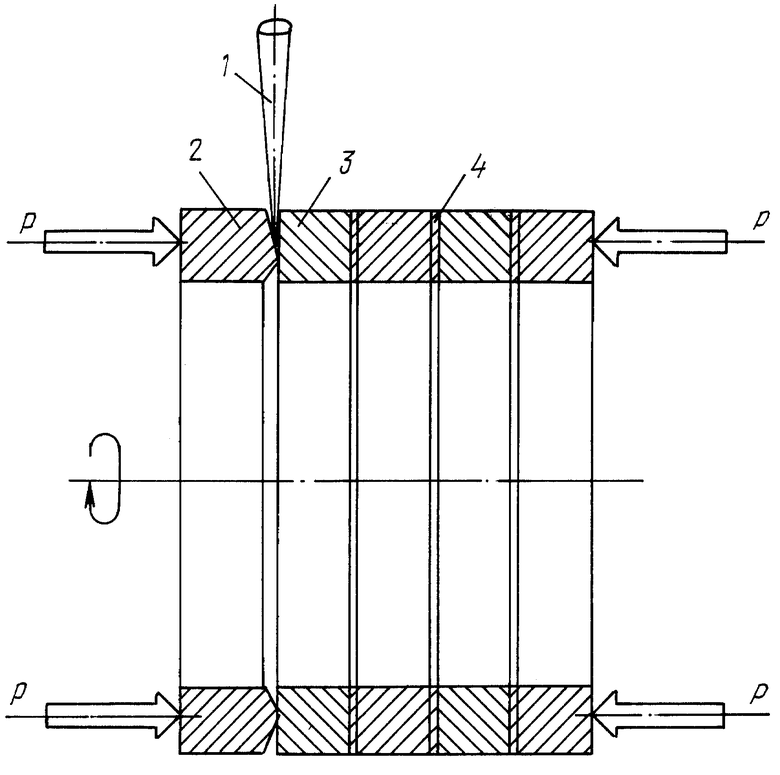
На чертеже представлена конструктивно-технологическая схема диффузионной сварки трубы, составленной из чередующихся между собой колец из магнитного и немагнитного материала.
На нем показана схема диффузионной сварки с проточкой торца только одного из свариваемых колец, как правило, кольца из магнитного материала, например из ферритной стали марки 2Х13Т, которая менее жаропрочна по сравнению с немагнитной сталью, например с аустенитной сталью марки ОХ18Н10Т.
На чертеже схематически показан момент начала нагрева поверхностей с помощью электронного луча 1 и приварки очередного кольца 2 к части колец 3, уже сваренных между собой диффузионной сваркой с электронно-лучевым нагревом свариваемых поверхностей, когда сборка собрана на стягивающем центраторе (условно не показан), а сам центратор закреплен во вращателе (условно не показан) и вращается. Вся трубчатая сборка из колец сдавливается по торцам с помощью стягивающего центратора. Центратор снабжен мощной тарельчатой пружиной с рабочим усилием Р и ограничителем перемещения, который ограничивает перемещение привариваемого кольца в сторону уже сваренных колец 3 с заранее определенной величиной, необходимой для деформации разогретых торцев и их полного смыкания.
В результате перемещения кольца 2 и смыкания его кромок с кромками ранее приваренного кольца 3 между ними образуется тонкий слой 4, подвергнутый горячей деформации и диффузионно сваренный с торцами колец 2 и 3.
Толщина этого слоя 4 определяется объемом выступа на свариваемом торце кольца 2, ограниченным наклонными проточками и стыковочным пояском.
В зависимости от первоначальных размеров толщина слоя 4 может колебаться от 0,8 до 2,2 мм. Оптимальный размер толщины этого слоя составляет 1,2 мм.
Для каждого типа-размера колец опытным путем подбирается форма деформируемого выступа и толщина слоя 4, а также устанавливается на стяжном центраторе величина силового перемещения привариваемого кольца 2.
Зная получаемую толщину слоя 4 и необходимую конечную толщину кольца в готовом изделии, легко определить толщину заготовки кольца.
Изготовление опытных образцов корпусов шагового двигателя и их контрольный обмер показал, что колебания осевых размеров колец и корпуса в целом находятся в пределах ±0,3 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦЕНТРАТОР ДЛЯ СВАРКИ ТРУБ | 2003 |
|
RU2231433C1 |
| РАЗДЕЛКА ТРУБ ИЗ РАЗНОРОДНЫХ СТАЛЕЙ ПОД ДИФФУЗИОННУЮ СВАРКУ | 2003 |
|
RU2237561C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ИЗ РАЗНОРОДНЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ | 2009 |
|
RU2387524C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ | 2003 |
|
RU2231432C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2003 |
|
RU2239529C1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ СВАРКИ | 2003 |
|
RU2237559C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТОНКОСТЕННОЙ ТРУБЫ С ТОНКОСТЕННЫМ БИМЕТАЛЛИЧЕСКИМ ПЕРЕХОДНИКОМ | 2006 |
|
RU2329127C1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ СВАРКИ КОЛЕЦ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2003 |
|
RU2237560C1 |
| СПОСОБ ПОДГОТОВКИ И СБОРКИ ПОД СВАРКУ ТОНКОСТЕННЫХ ТРУБЫ И БИМЕТАЛЛИЧЕСКОГО ПЕРЕХОДНИКА | 2006 |
|
RU2325982C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТОНКОСТЕННЫХ ТРУБ ИЗ МОЛИБДЕНОВЫХ СПЛАВОВ | 2017 |
|
RU2664746C1 |
Изобретение относится к области диффузионной сварки встык коротких толстостенных труб из разнородных металлов и используется в промышленности при производстве корпусов шаговых двигателей. На одном или двух торцах соединяемых труб выполняют под углом фаски с оставлением на торце кольцевого пояска. Трубы собирают на стягивающем центраторе и стягивают между собой. Центратор с трубами закрепляют во вращателе электронно-лучевой установки. Вращают и оплавляют место стыковки электронным лучом. После оплавления место стыковки прогревают расфокусированным электронным лучом до тех пор, пока торцы труб не сомкнутся. Затем прогрев и сдавливание труб прекращают. В результате повышается качество изготавливаемых корпусов шаговых двигателей за счет исключения эффекта высокотемпературной ползучести одного из металлов, что гарантирует высокую точность осевых размеров свариваемых колец и самого корпуса шагового двигателя. 3 з.п.ф-лы., 1 ил.
| КАЗАКОВ Н.Ф | |||
| Диффузионная сварка материалов | |||
| - М.: Машиностроение, 1976, с | |||
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ ОСАДКИ ВАЛОВ ПАРОВЫХ ТУРБИН | 1917 |
|
SU283A1 |

