Изобретение относится к технологии получения композиций на основе органических высокомолекулярных соединений, а именно к способам изготовления полимерных композиционных материалов, изделия из которых применяются в тормозных и фрикционных механизмах.
Изобретение может быть использовано при изготовлении фрикционных материалов, главным образом на основе смоляного или каучуково-смоляного связующего с дисперсными и волокнистыми наполнителями, где качестве волокнистых наполнителей могут быть использованы природные, искусственные или синтетические термостойкие волокна: асбест, стекловолокно, минеральные волокна, углеродные волокна, органические волокна (оксалон, фенилон, кевлар) и т.п.
Аналогом заявляемого способа является способ изготовления полимерных композиционных материалов, в том числе фрикционных материалов, при котором материал получают, смешивая в открытом смесителе - клеемешалке с Z-образными лопастями полимерное связующее с дисперсными и волокнистыми наполнителями в присутствии растворителя, который затем испаряют (Ким В.С., Скачков В.В. Диспергирование и смешение в процессах переработки пластмасс. - М.: Химия, 1988, с.108). Недостатками описанного способа являются: низкая технологичность, длительность (1,5-2 часа, не считая процессов окончательной сушки), необходимость использования горючих органических растворителей и их рекуперация, ограничения в использовании смоляных связующих, а также низкая экологичность производства.
Наиболее близким по технологической сущности к заявляемому способу (прототипом) является широко используемый сухой способ изготовления фрикционных композиционных материалов, при котором материал приготавливают в закрытом двухроторном резиносмесителе высокого давления (Голкин В.Б. Производство асбестовых фрикционных изделий. - М.: Химия, 1979, с.42). Способ заключается в смешении полимерного связующего с дисперсными и волокнистыми наполнителями при интенсивном перемещении материала внутри камеры резиносмесителя. В отличие от аналога продолжительность изготовления фрикционного материала не превышает 18-20 минут, исключаются использование органических растворителей и их рекуперация, преимуществом способа по сравнению с аналогом являются практически неограниченные возможности выбора связующего. Недостатками прототипа являются: высокие энергозатраты при изготовлении фрикционного материала из-за сильного трения при втирании волокнистой составляющей фрикционного материала в вязкое связующее и ухудшение качества изделий, изготавливаемых из фрикционного материала, из-за возможности подвулканизации или преждевременной бакелизации материала вследствие его сильного разогревания в процессе смешения, а также разрушения волокнистого наполнителя вследствие высоких удельных нагрузок в смесителях такого типа и реализации в них диспергирующего типа смешения.
Предлагаемым изобретением решается задача снижения энергозатрат при изготовлении фрикционного материала и улучшения качества изготавливаемых из него изделий.
Для получения технического результата в способе изготовления фрикционного материала, включающем смешение полимерного связующего с дисперсными и волокнистыми наполнителями, смешение осуществляют в смесителе чашечного типа - бегунах, в котором устанавливают зазор между дном чаши и катками в пределах 0,5-1,0 длины волокна наполнителя, при этом в качестве полимерного связующего используют порошок с размером частиц 10-100 мкм, и при использовании наполнителя с жесткими волокнами дополнительно в приготавливаемый материал добавляют жидкий компонент в количестве 1-5 мас.%.
Техническим результатом применения изобретения является снижение энергозатрат при изготовлении фрикционного материала и улучшение качества изделий, изготавливаемых из фрикционного материала.
Технический результат изобретения достигается за счет отличия режимов работы, чашечных смесителей - бегунов и закрытых двухроторных резиносмесителей высокого давления.
Снижение энергозатрат при изготовлении фрикционного материала по предлагаемому способу обеспечивается применением на чашечных смесителях привода в 10-15 раз меньшей мощности, чем на резиносмесителях высокого давления. Меньшая мощность, расходуемая бегунами, обусловлена гомогенизацией материала не за счет энергоемкого процесса втирания волокнистого наполнителя в полимерное связующее при встречном вращении роторов, как это происходит в закрытых резиносмесителях высокого давления, а за счет одновременного разрушения волокнистых агломератов катками и перемешивания дисперсных наполнителей и порошкообразного полимерного связующего плужками бегунов, при этом все неволокнистые ингредиенты смеси попадают в промежутки, образующиеся после разрушения взаимных связей в пучках и агломератах элементарных волокон после воздействия на них катков, совершающих круговые движения в чаше смесителя.
Улучшение качества изделий, изготавливаемых из фрикционного материала, происходит по нескольким причинам.
Во-первых, при изготовлении фрикционного материала в чашечном смесителе трение между компонентами незначительное, поэтому приготавливаемый по заявленному способу материал не нагревается выше 30-40°С, чем исключается возможность процессов его подвулканизации и преждевременной бакелизации, которые в случае прототипа приводят к образованию крупных, жестких кусков в массе материала, ухудшающих его технологические свойства, приводящих к вздутиям на поверхности получаемых из материала изделий, снижающих монолитность изделий и ухудшающих их фрикционные характеристики.
Во-вторых, использование бегунов в отличие от других типов смесителей позволяет эффективно разрушать агломераты, образующиеся при перемешивании волокнистых наполнителей фрикционного материала с одновременным незначительным разрушением их волокон по длине. Уменьшение разрушения волокнистых наполнителей при использовании данного изобретения обеспечивается применением величины зазора между дном чаши смесителя и катками, равной 0,5-1,0 длины волокна. При соблюдении этого условия достигается оптимальное соотношение интенсивности процессов разрушения взаимной связи между элементарными волокнами в агломератах и разрушения отдельных волокон по длине. Уменьшение разрушения волокнистых наполнителей при изготовлении фрикционного материала позволяет сохранять их высокую армирующую способность, что благоприятно отражается на физико-механических и фрикционных свойствах изделий, получаемых из такого материала.
В-третьих, использование полимерного связующего в виде порошка с размером частиц 10-100 мкм позволяет добиться наилучшего распределения его в смеси с одновременным покрытием связующим максимальной поверхности частиц дисперсных и волокнистых наполнителей материала, чем обеспечивается максимальная монолитность изделий, получаемых из фрикционного материала, что в свою очередь приводит к уменьшению износа материала в процессе трения.
При использовании в качестве волокнистых наполнителей фрикционного материала жестких волокон в приготавливаемый по заявляемому способу фрикционный материал дополнительно добавляется жидкий компонент в количестве 1-5 мас.%, чем ускоряется процесс разрушения агломератов из волокнистых наполнителей. В качестве такого компонента могут быть использованы: масла-мягчители, пластификаторы постоянного (дибутилфталат) или временного действия (полиэтилсилоксановые жидкости, жидкий каучук, олигоэфиракрилаты), жидкие смолы и т.п. При изготовлении каучуково-смоляного материала в качестве жидкого компонента может быть использован раствор каучука в растворителе.
Изобретение иллюстрируется на следующих примерах.
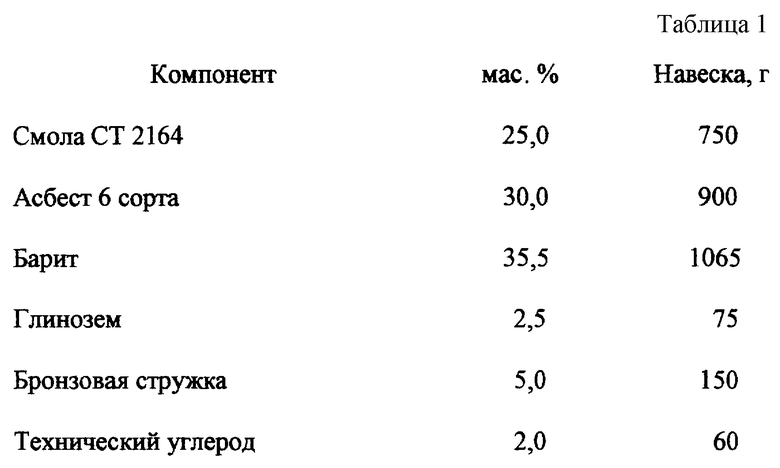
Пример 1. Изготовление фрикционного материала ФК-24А.
Согласно приведенной в табл. 1 рецептуре в лабораторный смеситель - бегуны типа 117, в котором расстояние между дном чаши и катками при перемешивании устанавливают в 0,7-1,5 мм, загружают полимерное связующее, дисперсные и волокнистые наполнители, причем в качестве связующего используют порошкообразное полимерное связующее пульвер-бакелит марки СТ 2164 с размером частиц 10-50 мкм, в качестве диспресных наполнителей используют барит, глинозем, тех. углерод и бронзовую стружку, а в качестве волокнистого наполнителя - асбест 6 сорта мягкой группы с длиной волокон 1,0-1,5 мм и перемешивают компоненты 15-20 минут.
Затем из полученной массы формуют брикеты и перерабатывают их далее в готовые изделия по известной технологии.
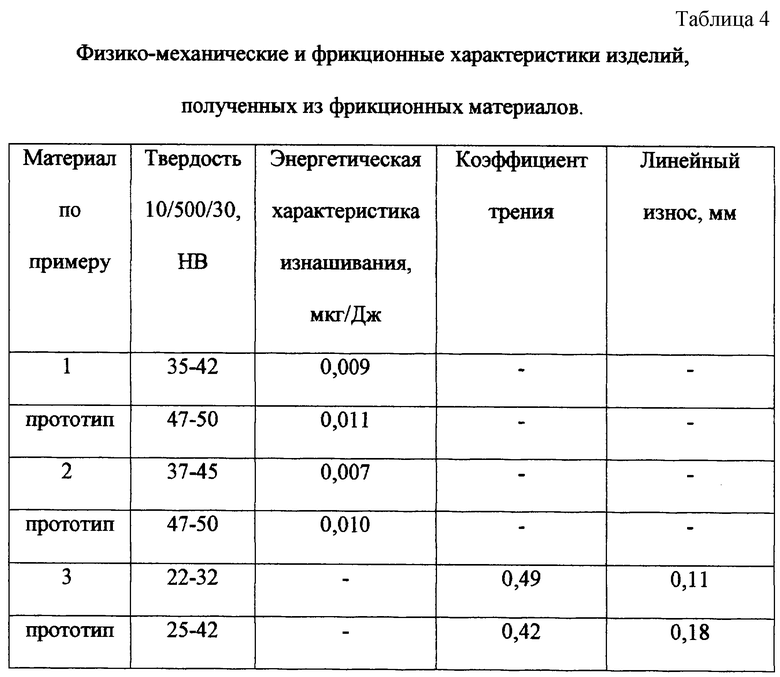
Физико-механические и фрикционные характеристики изделий, приготовленных из материала, полученного по предлагаемому способу и по прототипу, приведены в табл. 4.
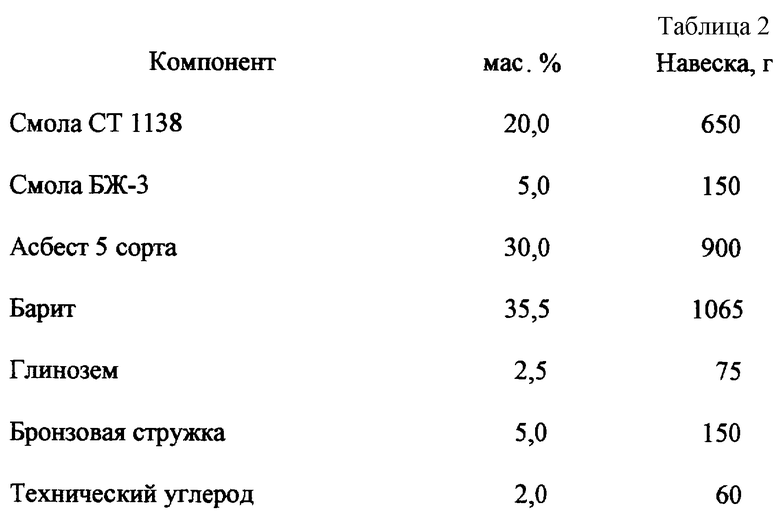
Пример 2. Изготовление фрикционного материала ФК-24А.
При изготовлении материала поступают аналогично примеру 1 с той разницей, что расстояние между дном чаши и катками в бегунах при перемешивании устанавливают в 1,7-3,0 мм, в качестве полимерного связующего используют порошок резольной фенолоформальдегидной смолы СТ 1138 с размером частиц 50-100 мкм, а в качестве волокнистого наполнителя - асбест 5 сорта полужесткой группы с длиной волокон 2,5-3,0 мм. Так как асбест этой группы является жестким волокном, то в приготавливаемый состав дополнительно добавляют жидкий компонент, в качестве которого используют жидкую фенолоформальдегидную смолу марки БЖ-3, в количестве 5 мас.%.
Затем из полученной массы формуют брикеты и перерабатывают их далее в готовые изделия по известной технологии.
Физико-механические и фрикционные характеристики изделий, приготовленных из материала, полученного по предлагаемому способу и по прототипу, приведены в табл. 4.
Состав изготавливаемого материала приведен в табл. 2.
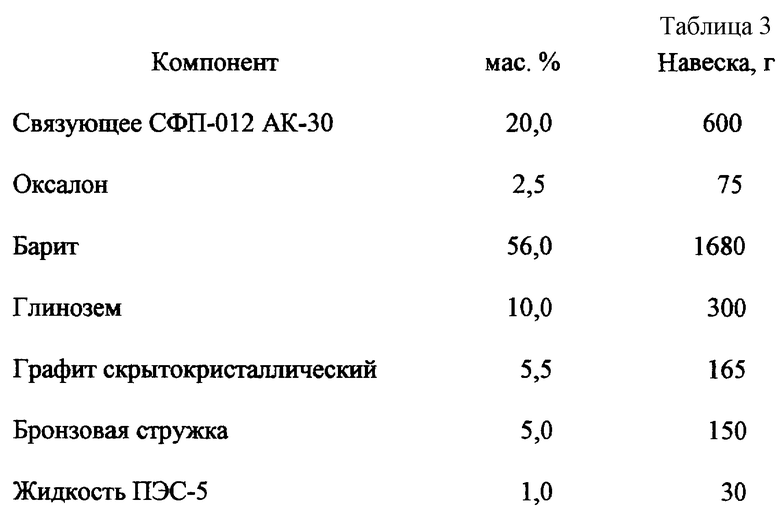
Пример 3. Изготовление безасбестового фрикционного материала.
При изготовлении материала поступают аналогично примеру 1 с той разницей, что расстояние между дном чаши и катками при перемешивании устанавливают в 2,5-5,0 мм, в качестве полимерного связующего используют порошок каучуково-смоляного связующего СФП-012-АК-30, полученного совместной коагуляцией латексов фенолоформальдегидной смолы и бутадиен-нитрильного каучука с размером частиц 25-50 мкм, в качестве дисперсных наполнителей используют барит, глинозем, графит скрытокристаллический и бронзовую стружку, а в качестве волокнистого наполнителя - полиоксадиазольное волокно (оксалон) с длиной волокна 3,5-5,0 мм. Так как оксалон является жестким волокном, то в приготавливаемый состав дополнительно добавляют жидкий компонент, в качестве которого используют пластификатор временного действия - полиэтилсилоксановую жидкость ПЭС-5, в количестве 1 мас.%. Состав изготавливаемого материала приведен в табл. 3
Из полученного материала формуют брикеты на каркасе и далее перерабатывают их в готовые изделия по известной технологии.
Физико-механические и фрикционные характеристики изделий, приготовленных из материала, полученного по предлагаемому способу и по прототипу, приведены в табл. 4.
Мощность привода резиносмесителя, использованного при изготовлении фрикционного материала по прототипу составляет 42 кВт, мощность же привода смесителя - бегунов, использованного при изготовлении того же материала по предлагаемому способу составляет 3,7 кВт, так как время изготовления фрикционного материала одинаковое и составляет 15-20 минут, то энергозатраты при его изготовлении в 11,3 раза меньше, чем у прототипа.
Как видно из результатов, приведенных в табл. 4, фрикционные материалы, полученные предлагаемым способом, характеризуются лучшими характеристиками по сравнению с прототипом. Изделия из них имеют более низкие значения твердости и энергетической характеристики изнашивания, меньший линейный износ и больший коэффициент трения. Кроме того, температура при изготовлении фрикционного материала по предлагаемому способу не превышала 30-40°С, в то время как в прототипе она составляла 95-105°С. Это исключает возможность подвулканизации и преждевременной бакелизации материала.
Таким образом, использование предлагаемого способа по сравнению с прототипом позволяет уменьшить энергозатраты при изготовлении фрикционного материала в 11,3 раза и улучшить качество фрикционного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИЯ ДЛЯ ФРИКЦИОННОГО МАТЕРИАЛА | 2004 |
|
RU2265623C1 |
| ФРИКЦИОННЫЙ МАТЕРИАЛ | 2004 |
|
RU2265630C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФРИКЦИОННЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2008 |
|
RU2393177C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ КОМПОЗИЦИИ | 1997 |
|
RU2144547C1 |
| ПОЛИМЕРНАЯ ФРИКЦИОННАЯ КОМПОЗИЦИЯ (ВАРИАНТЫ) | 1993 |
|
RU2090578C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО ИЗДЕЛИЯ | 1997 |
|
RU2115513C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФРИКЦИОННЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2009 |
|
RU2430936C2 |
| СПОСОБ ПОЛУЧЕНИЯ ФРИКЦИОННЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2008 |
|
RU2419639C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ КОМПОЗИЦИИ | 2002 |
|
RU2217449C1 |
| ФРИКЦИОННОЕ ИЗДЕЛИЕ | 1995 |
|
RU2111123C1 |
Изобретение относится к технологии получения композиций на основе органических высокомолекулярных соединений, а именно к способам изготовления полимерных композиционных материалов, изделия из которых применяются в тормозных и фрикционных механизмах. Способ изготовления фрикционного материала включает смешение полимерного связующего с дисперсными и волокнистыми наполнителями. Смешение осуществляют в смесителе чашечного типа - бегунах, в котором устанавливают зазор между дном чаши и катками в пределах 0,5-1,0 длины волокна наполнителя. При этом в качестве полимерного связующего используют порошок с размером частиц 10-100 мкм. При использовании наполнителя с жесткими волокнами дополнительно в приготавливаемый материал добавляют жидкий компонент в количестве 1-5 мас.%. Изобретение позволяет снизить энергозатраты при изготовлении фрикционного материала и повысить качество изготавливаемых из него изделий. 4 табл.
Способ изготовления фрикционного материала, включающий смешение полимерного связующего с дисперсными и волокнистыми наполнителями, отличающийся тем, что смешение осуществляют в смесителе чашечного типа - бегунах, в котором устанавливают зазор между дном чаши и катками в пределах 0,5-1,0 длины волокна наполнителя, при этом в качестве полимерного связующего используют порошок с размером частиц 10-100 мкм, и при использовании наполнителя с жесткими волокнами дополнительно в приготавливаемый материал добавляют жидкий компонент в количестве 1-5 мас.%.
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО ИЗДЕЛИЯ | 1994 |
|
RU2123505C1 |
| ПОЛИМЕРНАЯ ФРИКЦИОННАЯ КОМПОЗИЦИЯ И СПОСОБ ПОЛУЧЕНИЯ ФРИКЦИОННОГО МАТЕРИАЛА | 1996 |
|
RU2119511C1 |
| Реле частоты | 1983 |
|
SU1160481A1 |
| Устройство для формирования топа к табакорезальному станку | 1978 |
|
SU712074A1 |
| DE 19853159 A1, 31.05.2000. | |||

