Изобретение относится к электротехнике, а именно к использованию электрического разряда для нагрева и химико-термической обработки (ХТО) изделий в электромагнитном поле индуктора.
Известно устройство химико-термической обработки цилиндрических деталей в среде несамостоятельного разряда атмосферного давления /1/. Устройство содержит печь проходного типа с резистивными электронагревателями, внутри которой размещается полый цилиндрический анод и соосно с ним обрабатываемое изделие. Выход источника питания постоянного тока подключен положительным потенциалом к аноду, а отрицательным - к изделию. Система управления устройства содержит датчик температуры, подключенный к регулятору мощности резистивными электронагревателями.
Недостатком данного устройства является низкая производительность процесса за счет длительного времени нагрева детали до рабочей температуры. Вторым недостатком является сквозной нагрев детали, что не всегда допустимо по технологическому режиму обработки и ведет к увеличению брака продукции за счет изменения формы детали при нагреве. Третьим недостатком устройства является высокая инерционность резистивного способа нагрева, что затрудняет управление данным процессом и значительно затрудняет создание градиента температуры в поверхностном слое детали. Четвертым недостатком является отсутствие системы автоматического управления током несамостоятельного разряда, что снижает качество диффузионного слоя (слой неравномерный по толщине и химическому составу) и уменьшает его глубину.
Известно устройство химико-термической обработки /2/ металлических изделий, содержащее водоохлаждаемый индукционный нагреватель с помещенным внутри его обрабатываемым изделием. Индуктор подключен к источнику питания повышенной частоты. Система подачи технологического газа подает газ в полость, образованную индуктором и изделием. Нагрев изделия и технологического газа, а также создание градиентов концентрации внедряемых атомов легирующих элементов и температуры, что и определяют диффузионные процессы в данном устройстве, осуществляется электромагнитным полем индукционного нагревателя.
Недостатками данного устройства является низкая скорость диффузии элементов внедрения, т.е. низкая производительность и малая глубина диффузионного слоя. Кроме того, температура технологического газа ниже температуры поверхности изделия, что также снижает скорость диффузионных процессов.
Известно устройство для химико-термической обработки металлических изделий в несамостоятельном разряде /3/, содержащее индуктор, внутри которого находится обрабатываемое изделие, источник питания переменного тока с системой управления, подключенный через емкостной фильтр к индуктору, источник питания постоянного тока с системой управления, подключенный положительным выходом через индуктивный фильтр к индуктору, а отрицательным выходом к обрабатываемому изделию, систему водяного охлаждения, соединенную через электромагнитный клапан с индуктором, газовую систему с электромагнитным клапаном, датчик температуры обрабатываемого изделия.
Нагрев изделия и технологического газа в данном устройстве, а также создание градиентов концентрации внедряемых частиц и температуры осуществляется электромагнитным полем индукционного нагревателя. Ускорение процессов диффузии обеспечивается направленным движением заряженных частиц внедрения в поверхностный слой изделия под действием электрического поля, создаваемого источником постоянного тока, а также за счет однонаправленного тока в изделии (процесс электродиффузии). Технологический газ подается в промежуток между внутренней поверхностью индуктора и изделием.
Недостатками данного устройства является: во-первых, неравномерность процесса внедрения (диффузионного слоя) легирующих частиц по периметру изделия, так как газ неравномерно заполняет рабочий объем; во-вторых, учитывая первое замечание, повышается расход технологического газа и время химико-термической обработки, что повышает энергетические затраты установки; в-третьих, отсутствие системы управления током разряда снижает качество диффузионного слоя.
Технической задачей, решаемой изобретением, является повышение производительности, качества диффузионного слоя и глубины диффузионной обработки, а также снижение энергозатрат (расхода электроэнергии и технологического газа).
Поставленная техническая задача решается тем, что в известном устройстве химико-термической обработки цилиндрических изделий в несамостоятельном разряде, содержащем индуктор, внутри которого находится обрабатываемое изделие, источник питания переменного тока с системой управления, подключенный через емкостной фильтр к индуктору, источник питания постоянного тока с системой управления, подключенный положительным выводом через индуктивный фильтр к индуктору, а отрицательным выводом к обрабатываемому изделию, систему водяного охлаждения, соединенную через первый электромагнитный вентиль с индуктором, газовую систему со вторым электромагнитным вентилем, датчик температуры обрабатываемого изделия, согласно изобретению индуктор снабжен разбрызгивателем, выполненным в виде отверстий, равномерно расположенных по всей поверхности внутренней стенки индуктора, а устройство снабжено системой управления подачи воды и газа в полость индуктора, содержащей преобразователь сигнала, элемент сравнения, два реле времени, элемент НЕ, элемент И-НЕ, два исполнительных механизма, при этом вход преобразователя сигнала подключен к датчику температуры, а выход - к элементу сравнения, выход которого подключен к входам первого реле времени и элемента НЕ, выход элемента НЕ подключен к первому входу элемента И-НЕ, выход которого подсоединен ко входу второго реле времени, выход которого соединен со входом первого исполнительного механизма, связанного с первым электромагнитным вентилем, а выход первого реле времени соединен со входом второго исполнительного механизма, связанного со вторым электромагнитным вентилем, причем вход второго исполнительного механизма и второй вход элемента И-НЕ соединены с системой управления источника постоянного тока, а выход элемента И -НЕ соединен со входом преобразователя частоты.
На чертеже (фиг.1) схематично представлено устройство для химико-термической обработки цилиндрических изделий в несамостоятельном разряде. На фиг.2 приведена диаграмма работы устройства.
Представленное устройство (фиг.1) содержит обрабатываемое изделие 1, помещенное соосно в индуктор 2, с зазором между ними 3, преобразователь частоты 4, подключенный к индуктору 2 через емкостной фильтр 5, источник питания постоянного тока 6, положительным выводом подключен через индуктивный фильтр 7 к индуктору 2, а отрицательным - к подставке 8, на которой расположено обрабатываемое изделие 1. Система водяного охлаждения 9 и газовая система 10 через электромагнитные вентили 11 и 12, подключенные через управляющие входы к исполнительным механизмам 13 и 14, обеспечивают подачу воды и технологического газа в полость индуктора 2. Система управления устройством содержит датчик температуры 15, выход которого подключен через преобразователь сигнала 16 ко входу элементу сравнения 17, выход которого подключен к входам первого реле времени 18 и элемента НЕ 19, выход элемента НЕ подключен к первому входу элемента И-НЕ 20, выход которого подсоединен ко входу второго реле времени 21, выход которого соединен со входом первого исполнительного механизма 13, связанного с первым электромагнитным вентилем 11, а выход первого реле времени 18 соединен со входом второго исполнительного механизма 14, связанного со вторым электромагнитным вентилем 12, причем вход второго исполнительного механизма 14 и второй вход элемента И-НЕ 20 соединены с системой управления источника постоянного тока 6, а выход элемента И-НЕ соединен со входом преобразователя частоты 4.
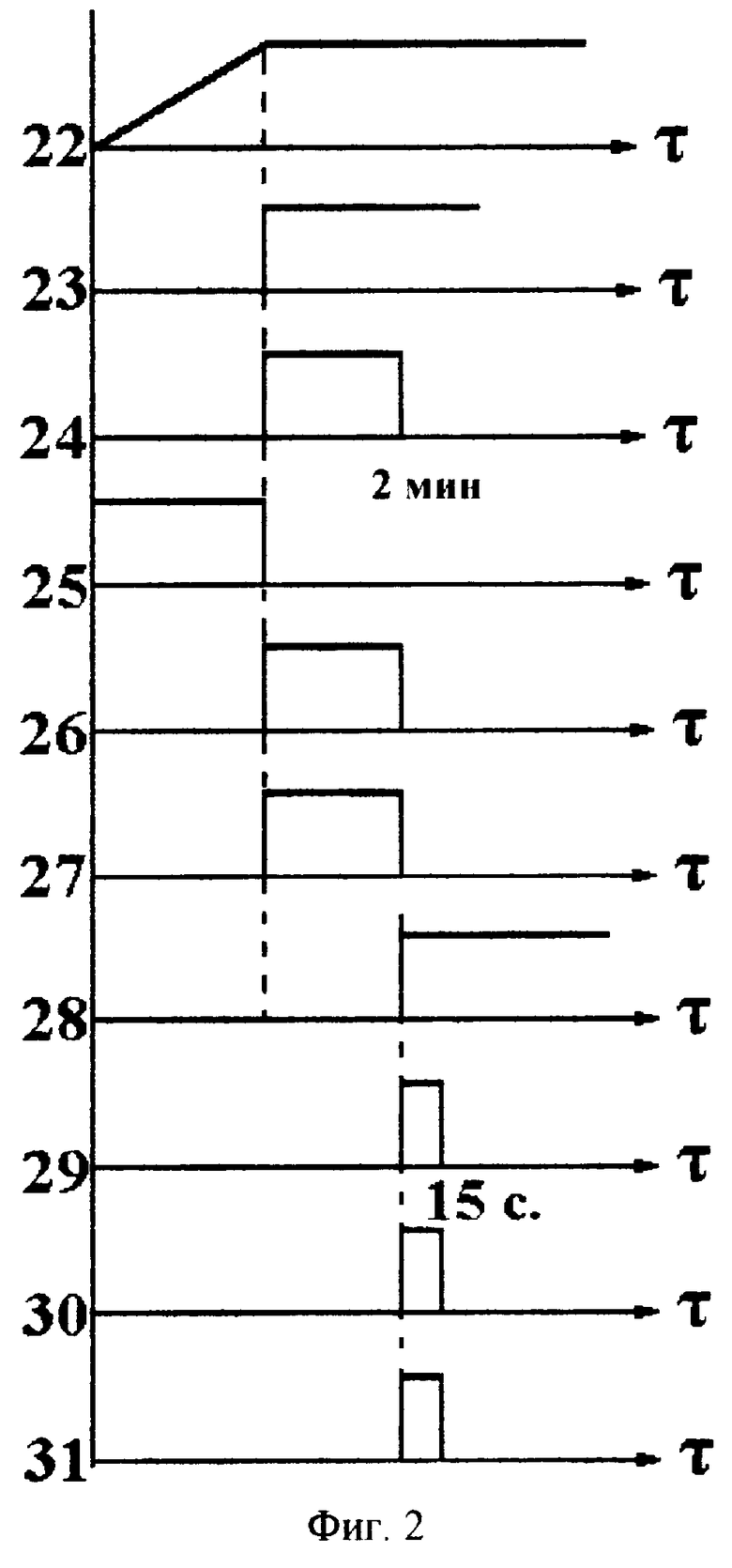
На фиг.2 приведены диаграммы работы: преобразователя сигнала 16 (диаграмма 22), элемента сравнения 17 (диаграмма 23), первого реле времени 18 (диаграмма 24), элемента НЕ 19 (диаграмма 25), исполнительного механизма 14 газовой системы 10 (диаграмма 26), электромагнитного вентиля 12 газовой системы 10 (диаграмма 27), элемента И-НЕ 20 (диаграмма 28), второго реле времени 21 (диаграмма 29), исполнительного механизма 13 системы водяного охлаждения 9 (диаграмма 30), электромагнитного вентиля 11 водяной системы 9 (диаграмма 31).
Особенностью конструкции индуктора 2 является (фиг.1) наличие конических отверстий, расположенных равномерно по всей поверхности его внутренней стенки (со стороны детали) и образующих спреер. Подобная конструкция индукторов, совмещенных со спреером, широко используется при индукционной поверхностной закалке. Учитывая, что при большинстве процессов ХТО (например, цементации, азотировании, нитроцементации и др.) изделие после обработки подвергается закалке, то использование индуктора, совмещенного со спреером, позволит проводить закалку непосредственно в том же рабочем органе (индукторе), что значительно сокращает время обработки и повышает производительность. Индуктор 2 выполнен из меди. Возможно использование стального индуктора /3/. Обрабатываемое изделие 1 и индуктор 2 размещены на двухслойной подставке 8. Средняя часть верхнего слоя подставки, на которой расположено изделие металлическая (для подключения источника постоянного тока), боковые участки подставки верхнего слоя, так же как и нижний слой выполнены из электро- и теплоизоляции.
Подача технологического газа (например, азота, при азотировании или газа группы Cn-Hk, при цементации) в полость индуктора 2 позволяет равномерно распределять его, по сравнению с известной подачей газа в зазор 3 между индуктором 2 и изделием 1, по поверхности обрабатываемого изделия. При такой подаче газа плотность тока несамостоятельного разряда по всей поверхности изделия 1 будет одинаковая, что ведет к равномерному процессу диффузии внедряемых частиц (например, углерода или азота) на поверхности изделия. Кроме того, повышается коэффициент использования технологического газа, так как высота индуктора 2 равна высоте изделия 1. Повышается срок службы индуктора, так как подаваемый по его внутренней поверхности газ производит очистку канала от твердых примесей, образованных при подаче воды.
Нагрев изделия 1 осуществляется электромагнитным полем индуктора 2, а нагрев газа излучением нагреваемого изделия 1 и электромагнитным полем индуктора, а также конвективными потоками. На высокой частоте происходит нагрев только поверхностного слоя изделия, равного (но не менее) глубины диффузионного слоя при ХТО, что значительно снижает термические напряжения в изделии и снижает вероятность брака, связанного с нагревом.
В результате нагрева изделия 1 и технологического газа на поверхности изделия 1 адсорбируются атомы внедрения (например, азота, углерода, кремния и т.д.), и под действием градиента концентрации внедряемых частиц возникает их диффузия в поверхностный слой изделия 1. При наличии высокочастотного электромагнитного поля между индуктором 2 и изделием 1 может происходить ионизация технологического газа, находящегося в данном промежутке. Для усиления ионизационных процессов между индуктором 2 (положительный электрод) и изделием 1 - катодом прикладывается напряжение постоянного тока, создается напряженность электрического поля и возникает несамостоятельный разряд при наличии технологической температуры (выше 500°С). Электрические и технологические характеристики несамостоятельного разряда рассмотрены в /4/.
Химико-термическая обработка ведется следующим образом. Обрабатываемое изделие 1 помещается в полость индуктора 2. Включается преобразователь частоты 4 и подается напряжение на индуктор 2. Производится нагрев поверхности изделия 1 до заданной температуры, что контролируется датчиком температуры (фиг.2, 22). При достижении заданной температуры изделия в рабочий орган подается технологический газ. Технологическая температура устанавливается в виде сигнала задатчиком температуры и подается на один из входов элемента сравнения 17. Для осуществления процесса подачи технологического газа в полость индуктора сигнал с элемента сравнения 17 (фиг.2, 23) подается на первое реле времени 18, которое включается (фиг.2, 24). Время включения реле 18 составляет 2-5 минут (время определяется длительностью ХТО, глубиной диффузионной обработки). Подается сигнал на исполнительный механизм 14 (фиг.2. 26) и открывается электромагнитный клапан 12 (фиг.2, 27). В результате данной логической операции технологический газ подается в индуктор 2 и далее в зазор 3. Одновременно с включением реле времени 18 включается источник постоянного тока 6 и между индуктором и изделием создается электрическое поле и возникает несамостоятельный разряд.
Время нагрева поверхности изделия до заданной технологическим процессом температуры составляет 1-2 с. Время нагрева газа, учитывая малый зазор 3, не более 20 с. Под действием градиента концентрации атомов и ионов элемента внедрения из технологического газа, градиента температуры между поверхностью и глубинными слоями изделия и электрофизической силы, создаваемой током разряда, протекает ускоренный процесс диффузии внедряемых частиц в глубинные слои изделия. Охлаждение индуктора в процессе диффузионного насыщения осуществляется технологическим газом.
После окончания процесса диффузионной обработки отключается реле времени 18, закрывается электромагнитный клапан 12 и прекращается подача технологического газа в полость индуктора, а также отключается источник постоянного тока. Затем осуществляется закалка поверхности (диффузионного слоя) детали.
Процесс закалки проходит по следующей схеме. При отключении реле времени 18 на первом и втором входе элемента И-НЕ 20 отсутствуют сигналы, а на его выходе появляется сигнал (фиг.2, 28), что стало возможным при изменении сигнала на элементе НЕ 19 (фиг.2, 25). В результате данной операции подается сигнал в систему управления преобразователя частоты на его отключение (фиг.1) и на реле времени 21. Включается реле времени 21 (фиг.2, 29). Длительность процесса закалки не превышает 1 минуты и это определяет время срабатывания реле 18. Включается исполнительный механизм 13 (фиг.2, 30) и открывается электромагнитный клапан 11 (фиг.2, 31). Подается закалочная жидкость из системы водяного охлаждения 9 через индуктор 2 на поверхность изделия 1.
Замена деталей может осуществляться автоматически, аналогично тому, как эта операция выполняется в установках поверхностной закалки.
Предлагаемое устройство позволяет: сократить время на технологический цикл на 20% за счет проведения процесса закалки в рабочем органе; снизить расход технологического газа на 10-15%; снизить на 10-20% расход электроэнергии, за счет уменьшения времени диффузионной обработки и работы системы управления; повысить качество диффузионного слоя; повысить на 20-30% срок службы индуктора за счет очистки его канала газом.
В предлагаемом устройстве можно проводить большинство химико-термических процессов, например азотирование, цементацию, нитроцементацию, силицирование, титанирование, меднение и др.
Источники информации
1. Юхимчук С.А., Ламонов И.М. Восстановление и упрочнение деталей и узлов энергетического оборудования методом ионно-плазменной обработки. - М.: Энергоатомиздат, 1966, - 126 с.
2. Кидин И.Н., Андрюшечкин В.И., Волков В.А. и др. Электрохими-котермическая обработка металлов и сплавов. - М.: Металлургия, 1978, с.20-22, 184-187, 208-210, 223-231.
3. Патент №2175817 Россия, 7 Н 05 В 11/00. Устройство для химико-термической обработки металлических изделий в несамостоятельном разряде / А.Б. Кувалдин (РФ), Е.В. Долбилин (РФ), А.Ю. Чурсин (РФ). – 4 с: ил. - прототип.
4. Долбилин Е.В., Чурсин А.Ю. Исследование электрических и технологических характеристик несамостоятельного разряда. / Вестник МЭИ, 2000, №1, с.65-69.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ В НЕСАМОСТОЯТЕЛЬНОМ РАЗРЯДЕ | 2000 |
|
RU2175817C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1985 |
|
SU1314717A1 |
| УСТРОЙСТВО ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ В НЕСАМОСТОЯТЕЛЬНОМ ТЛЕЮЩЕМ РАЗРЯДЕ | 2012 |
|
RU2518047C1 |
| СПОСОБ АЗОТИРОВАНИЯ ТИТАНОВЫХ СПЛАВОВ В ТЛЕЮЩЕМ РАЗРЯДЕ | 2015 |
|
RU2625518C2 |
| СПОСОБ ДИАГНОСТИКИ ПРОЦЕССА ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ И СПЛАВОВ В ТЛЕЮЩЕМ РАЗРЯДЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2048601C1 |
| СПОСОБ ИОННОГО АЗОТИРОВАНИЯ ТИТАНОВЫХ СПЛАВОВ | 2015 |
|
RU2611003C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА СТАЛЬНОЕ ИЗДЕЛИЕ В ЛЕГКОПЛАВКОМ МЕТАЛЛИЧЕСКОМ РАСТВОРЕ | 2022 |
|
RU2792992C1 |
| СПОСОБ ВАКУУМНО-ПЛАЗМЕННОГО АЗОТИРОВАНИЯ ИЗДЕЛИЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ В ДУГОВОМ НЕСАМОСТОЯТЕЛЬНОМ РАЗРЯДЕ НИЗКОГО ДАВЛЕНИЯ | 2015 |
|
RU2596554C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО АЗОТИРОВАНИЯ В ПЛАЗМЕ НЕСАМОСТОЯТЕЛЬНОГО ДУГОВОГО РАЗРЯДА НИЗКОГО ДАВЛЕНИЯ ТЕХНИЧЕСКИ ЧИСТОГО ТИТАНА ВТ1-0 | 2010 |
|
RU2434075C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО АЗОТИРОВАНИЯ В ПЛАЗМЕ НЕСАМОСТОЯТЕЛЬНОГО ДУГОВОГО РАЗРЯДА НИЗКОГО ДАВЛЕНИЯ ТИТАНОВЫХ СПЛАВОВ ВТ6 И ВТ16 | 2010 |
|
RU2434074C1 |

Изобретение относится к электротехнике, а именно к использованию электрического разряда для нагрева и химико-термической обработки изделий в электромагнитном поле индуктора. В устройстве имеется индуктор, внутри которого располагают обрабатываемое изделие. Источник питания переменного тока с системой управления подключен через емкостной фильтр к индуктору. Источник питания постоянного тока с системой управления подключен положительным выводом через индуктивный фильтр к индуктору, отрицательным выводом - к обрабатываемому изделию. Система водяного охлаждения соединена через первый электромагнитный вентиль с индуктором. Газовая система соединена со вторым электромагнитным вентилем. Устройство содержит датчик температуры обрабатываемого изделия. Индуктор выполнен с разбрызгивателем, выполненным в виде отверстий, равномерно расположенных по всей поверхности его внутренней стенки. Система управления подачи воды и газа в полость индуктора содержит преобразователь сигнала, элемент сравнения, два реле времени, элемент НЕ, элемент И-НЕ, два исполнительных механизма. Такое выполнение устройства позволяет повысить производительность, качество диффузионного слоя и глубины диффузионной обработки, а также снизить энергозатраты. 2 ил.
Устройство для химико-термической обработки цилиндрических изделий в несамостоятельном разряде, содержащее индуктор, внутри которого находится обрабатываемое изделие, источник питания переменного тока с системой управления, подключенный через емкостной фильтр к индуктору, источник питания постоянного тока с системой управления, подключенный положительным выводом через индуктивный фильтр к индуктору, а отрицательным выводом к обрабатываемому изделию, систему водяного охлаждения, соединенную через первый электромагнитный вентиль с индуктором, газовую систему со вторым электромагнитным вентилем, датчик температуры обрабатываемого изделия, отличающееся тем, что индуктор снабжен разбрызгивателем, выполненным в виде отверстий, равномерно расположенных по всей поверхности внутренней стенки индуктора, а устройство снабжено системой управления подачи воды и газа в полость индуктора, содержащей преобразователь сигнала, элемент сравнения, два реле времени, элемент НЕ, элемент И-НЕ, два исполнительных механизма, при этом вход преобразователя сигнала подключен к датчику температуры, а выход - к элементу сравнения, выход которого подключен к входам первого реле времени и элемента НЕ, выход элемента НЕ подключен к первому входу элемента И-НЕ, выход которого подсоединен ко входу второго реле времени, выход которого соединен со входом первого исполнительного механизма, связанного с первым электромагнитным вентилем, а выход первого реле времени соединен со входом второго исполнительного механизма, связанного со вторым электромагнитным вентилем, причем вход второго исполнительного механизма и второй вход элемента И-НЕ соединены с системой управления источника постоянного тока, а выход элемента И-НЕ соединен со входом преобразователя частоты.
| УСТРОЙСТВО ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ В НЕСАМОСТОЯТЕЛЬНОМ РАЗРЯДЕ | 2000 |
|
RU2175817C1 |
| СПОСОБ НАПЫЛЕНИЯ ПЛЕНКИ НА ПОДЛОЖКУ | 2000 |
|
RU2185006C1 |
| УСТРОЙСТВО КОНТРОЛЯ И УПРАВЛЕНИЯ ПРОЦЕССОМ ИОННОГО АЗОТИРОВАНИЯ | 1991 |
|
RU2020191C1 |
| СПОСОБ НАНЕСЕНИЯ ВАКУУМНЫХ ПОКРЫТИЙ СЛОЖНОГО СОСТАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU1828142C |
| ЕР 0178916 А3, 23.04.1986 | |||
| US 61449783 А, 21.11.2000. | |||

