Изобретение относится к технике и касается материалов с высокой проводимостью.
Известен ряд способов обработки металлов и сплавов с целью увеличения проводимости металлических проводников за счет сочетания деформации и термообработки.
Известен способ обработки алюминиевого сплава (Заявка Японии 61-44939, МПК C 22 F 1/04, опубл. 1986 г.). Способ заключается в том, что заготовку из сплава прокатывают при 450-350°С с 10-40%-ным коэффициентом обжатия, нагревают до 580-450°С, в процессе нагрева прокатывают с 40%-ным коэффициентом обжатия, далее прокатывают при 350-100°С с коэффициентом обжатия 60% с одновременным охлаждением со скоростью 100°С/с и подвергают 70%-ной холодной вытяжке. Проводимость удается повысить на 1-10%, используя слоистую многостадийную обработку металла.
Известен способ повышения критической температуры сверхпроводимости материала (Патент РФ 2127461, МПК 6 Н 01 В 12/00, БИ 7-99). Способ заключается в деформации и отжиге материала. Предварительно производят отжиг до полного удаления пластических внутренних напряжений, указанную деформацию осуществляют сжатием выше предела текучести материала, создавая в нем однородные растягивающие внутренние напряжения, а указанный отжиг производят до полного удаления пластических напряжений.
Известен способ создания аномальной проводимости при повышенных температурах (Патент РФ 2061084, МПК 6 С 22 F 1/00, БИ 15 - 96). Способ заключается в проведении пластической деформации проводника путем скручивания двух проволок в спираль с углом наклона витков спирали к ее продольной оси 20-58° и последующим пропусканием электрического тока.
Недостатком всех указанных способов является невозможность достижения плотности дислокаций в проводнике пластической деформацией и отжигом, необходимой для перехода материала в состояние сверхпроводимости при температуре, близкой к комнатной.
Задача изобретения - достижение плотности дислокаций в металлическом проводнике, необходимой для перевода проводника в состояние сверхпроводимости и не достигаемое пластической деформацией.
Поставленная задача решается тем, что пластической деформацией доводят плотность дислокаций в проводнике до 1·108-1·1012 см-2 и дальнейшую деформацию проводят термической обработкой до достижения плотности дислокаций 1·1012-1·1015 см-2.
Поставленная задача решается тем, что термическую обработку проводят при температуре, не достигающей температуры плавления металла любыми известными методами.
Поставленная задача решается тем, что пластическую деформацию проводника проводят путем навивки проволоки в моноспираль или путем скручивания двух проволок в спираль.
Отличие предлагаемого способа заключается в том, что термической обработкой достигают плотности дислокаций до 1·1015 см-2, что на порядок превышает плотность дислокаций, достигаемой пластической деформацией.
Для перевода металлического проводника в состояние сверхпроводимости в проводнике сначала необходимо создать плотность дислокаций не ниже 1·108 см-2. Такой плотности дислокаций можно достичь различными методами деформаций: изгибом, прокатом, обжатием и растяжением. Кроме условия образования высокой плотности дислокаций необходимо их регулярное распределение по длине проводника, что трудно обеспечить перечисленными методами деформации металла. Однако можно достичь плотности дислокаций и их регулярного распределения по длине проводника путем навивки проволоки в моноспираль или путем скручивания двух проволок в спираль. В этом случае внутренний диаметр каждой моноспирали стремится к нулю, а внешний диаметр моноспирали стремится к двум диаметрам проволоки, в результате чего достигается максимальная плотность упаковки, т.е. чем больше угол направления кручения проводника к продольной оси, тем выше плотность дислокаций.
Плотность дислокаций, полученную пластической деформацией, рассчитывали по формуле n=к/b(r+h)Cosβ, где n - плотность дислокаций, b - вектор Бгоргерса, r - средний радиус моноспирали, h - диаметр проводника, β - угол между линией средней окружности моноспирали и плоскостью скольжения дислокаций, к - отношение диаметра проводника к внутреннему диаметру моноспирали. Проверку плотности дислокаций проводили на электронном микроскопе, затем определяли температуру перехода проводника в состояние сверхпроводимости. Определение критической температуры перехода в СП и условий для этого перехода проводили по формуле
где tкр - критическая температура перехода в СП; tпл - температура плавления проводника; nкр - критическая плотность дислокации для перехода в СП; n - плотность дислокаций в проводнике; jкр - критическая плотность тока для перехода в СП; jc - скорость роста плотности тока в проводнике.
Данная формула вместе с приведенной выше позволяет рассчитать все параметры, необходимые для перевода проводника в состояние сверхпроводимости. Например, необходима температура перехода 1250°С. По формуле (1) рассчитываем необходимую плотность дислокаций для вольфрамовой проволоки и определяем, что она должна составлять 5,7·1010 см-2. По приведенной формуле рассчитываем диаметр цилиндрической моноспирали для проволоки двух диаметров 0,0025 и 0,0050 см и определяем, что диаметр моноспирали должен составлять соответственно 0,0081 и 0,0130 см.
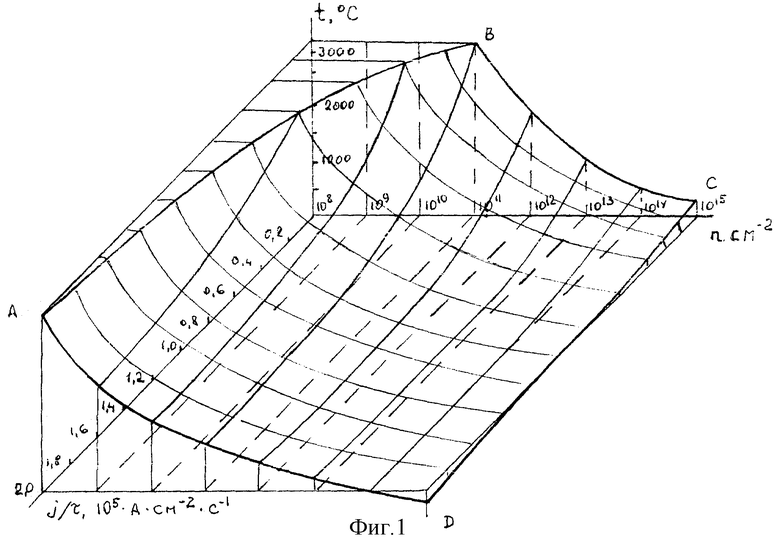
Пластической деформацией можно достичь плотности дислокаций не выше 1·1014 см-2. При этой плотности дислокаций температура перехода проводника в состояние сверхпроводимости достаточно высока. На фиг.1 в трехмерном пространстве изображена зависимость температуры перехода в состояние сверхпроводимости от плотности дислокаций и скорости нарастания плотности тока. При плотности дислокаций 1·108 см-2 и скорости нарастания плотности тока 2·105 А·см-2·с-1 температура перехода в состояние сверхпроводимости для вольфрама составляет 3410°С. Величина плотности дислокаций 5·1015 см-2 - экспериментально полученный результат, достигаемый при термической обработке металлического проводника. При этой плотности дислокаций переход проводника в состояние сверхпроводимости происходит при комнатной температуре. Величина плотности дислокаций 1·1015 см-2 теоретически невозможна, однако, благодаря термической обработке в отдельных экспериментах при скорости нарастания плотности тока 1·104 А·см-2·с-1 нам удалось констатировать переход в состояние сверхпроводимости при 10-20°С. Стабильно полученные результаты соответствуют параметрам на трехмерной диаграмме (фиг.1) и составляют
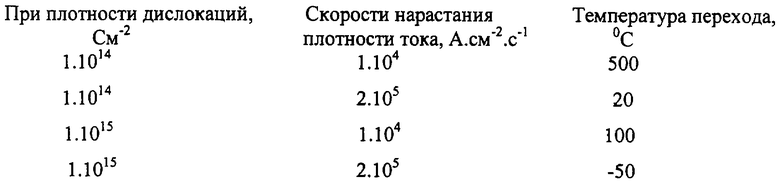
Таким образом, было установлено, что при приближении плотности дислокаций к 1·10 см-2 и предельной скорости нарастания плотности тока, можно обеспечить переход в сверхпроводимость при -50°С. Повышение плотности дислокации от 1·108 до 1·1015 см-2 удалось получить путем термической обработки проводника, деформированного предварительно механическим способом. Образцы специально деформируются путем скручивания в моноспираль с внутренним радиусом изгиба, стремящегося к нулю. При этом происходит геометрическое перераспределение атомов на внутренней (малая кривизна) и наружной (большая кривизна) поверхностях, при этом образуются стенки из дислокаций. При отжиге металлического проводника, скрученного в моноспираль с большим радиусом кривизны проводника, со скоростью нарастания плотности тока более 100 А/см2·с происходит перемещение электронов между стенками из дислокаций, как волны де Бройля по волноводам. Подобное происходит, например, в СВЧ-технике с электромагнитными волнами. При нагреве свыше 3000°С, деформированного скручиванием проводника, в нем образуются монокристаллические блоки, расположенные вдоль проводника, длиной от 0,5 до 2 диаметров проволоки с высокой плотностью дислокаций, что можно наблюдать в микроскопе. Проволока при этом становится не круглой и представляет собой упаковку из блоков, расположенных вдоль проволоки. Эти блоки имеют различную форму в зависимости от степени кривизны и вследствие высокой плотности дислокаций. Если спираль нагревать пропусканием электрического тока в инертной среде и достичь температуры нагрева 2500°С, то спираль переходит в состояние сверхпроводимости, при этом температура спирали снижается до комнатной температуры и спираль находится в состоянии СП до тех пор, пока по ней протекает электрический ток. Для сокращения времени достижения перехода проводника в состояние СП при комнатной температуре необходимо использовать внешний источник нагрева до 3000°С. На тысячах образцов экспериментально была проверена стабильность перехода проводника в состояние СП в зависимости от температуры нагрева, плотности тока и плотности дислокаций. Для отработки методов термического отжига для увеличения плотности дислокаций за счет процесса полигонизации и для контроля за плотностью дислокаций проводили измерение температуры перехода в СП по вольтамперной характеристике, при этом для каждого конкретного образца температура перехода сохраняется при многократном (до 10000 циклов) выводе проводника в состояние СП и обратно с точностью 0,01%. Было установлено, что использование электрического нагрева спирали нерационально, так как требуется много времени для понижения температуры перевода проводника в СП до комнатной. Так, если взять моноспираль с параметрами, соответствующими температуре перехода 3000°С, то для понижения температуры перехода до 1000-2000°С требуется много тысяч часов и процесс становится нерациональным. Предлагается использовать другие методы нагрева спирали, что отражено в п.2 формулы изобретения. Для того чтобы получить высокую степень плотности дислокаций при термической обработке, необходимо достигать температуры, близкой к температуре плавления для сокращения времени проведения процесса.
Методы термической обработки могут быть различными: нагрев электрическим током, ионным током, электронным током, электронной пушкой, плазменными разрядами, плазмотроном, лазерным лучом и т.д., лишь бы нагрев обеспечивал решение главной задачи - достижение плотности дислокаций, необходимой для перевода проводника в состояние сверхпроводимости.
Практическая применимость изобретения доказывается следующими примерами.
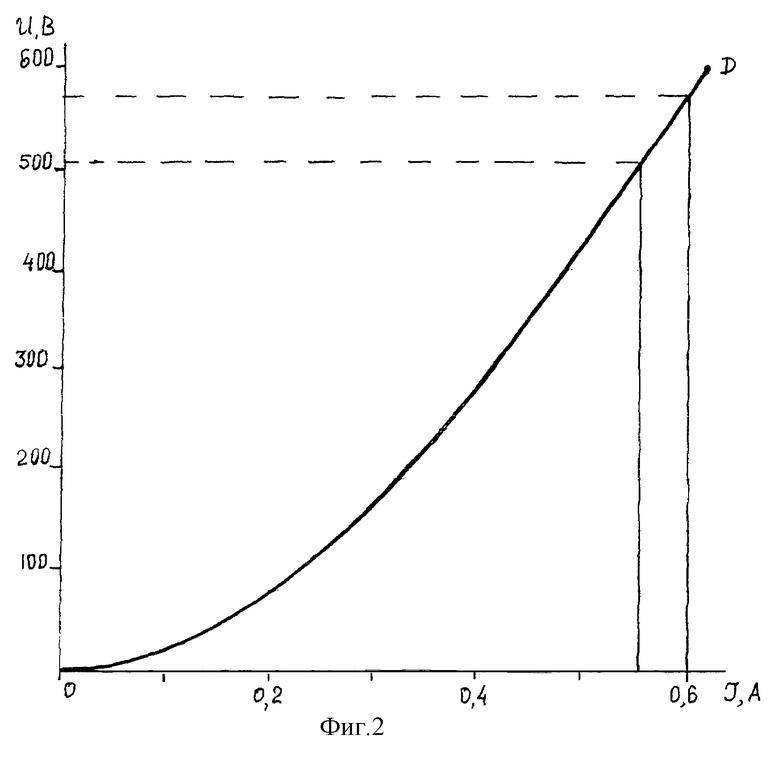
Пример 1. Из вольфрамовой проволоки диаметром 0,005 см изготовлен вольфрамовый проводник путем навивки в моноспираль. Проводник помещают в камеру с инертным газом и подключают к токоподводам. Вольтамперную характеристику записывают на двухкоординатном самописце. На проводник подают ток, возрастающий во времени, но при этом он находится в режиме стабилизации, т.е. любая задаваемая величина тока остается неизменной независимо от изменения сопротивления нагрузки в любой момент времени. Изменение тока во времени задают регулятором стабилизации тока. Ведут нарастание плотности тока до остановки роста напряжения в проводнике. Остановка роста напряжения является началом перехода в состояние сверхпроводимости, и дальнейшее незначительное увеличение плотности тока приводит к снижению напряжения до нуля, поэтому в момент остановки роста напряжения прекращают повышение тока и снижают напряжение на 5% по отношению к зафиксированному в момент перехода проводника в состояние сверхпроводимости.
Операцию повторяют многократно, при этом каждый раз снижают напряжение на 5% путем уменьшения плотности тока. График на фиг.2 поясняет процесс дискретной динамики температуры термической обработки и длительности обработки с целью снижения температуры перехода проводника в сверхпроводимость.
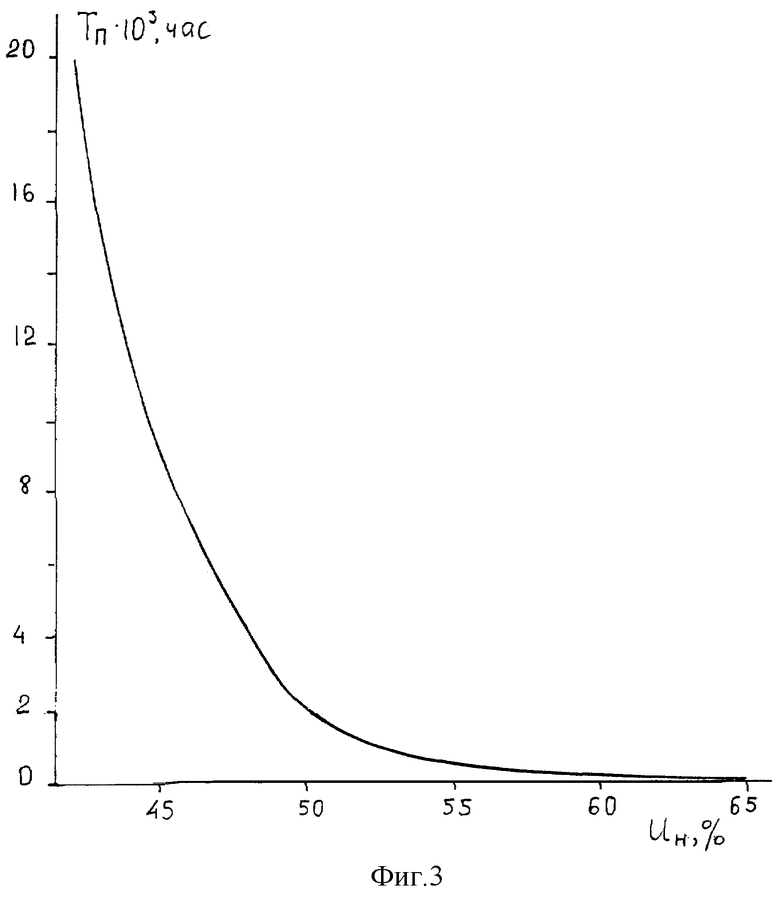
Пример 2. Изучалась зависимость перехода во времени в состояние сверхпроводимости от рабочего напряжения нагрева спирали. На фиг.3 изображен график зависимости, по оси абсцисс отложено изменение напряжения в % от расчетного, по оси ординат - продолжительность термообработки в час.
Таким образом, с помощью термообработки удается увеличить плотность дислокаций до 1·1015, что приводит к снижению температуры перехода в состояние сверхпроводимости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЗДАНИЯ АНОМАЛЬНОЙ ПРОВОДИМОСТИ | 1992 |
|
RU2061084C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОКРИСТАЛЛИЧЕСКОЙ МЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 2001 |
|
RU2213149C2 |
| ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ И ПОДГОНКИ ЧУВСТВИТЕЛЬНОГО ЭЛЕМЕНТА ТЕРМОПРЕОБРАЗОВАТЕЛЯ СОПРОТИВЛЕНИЯ (ВАРИАНТЫ) | 2012 |
|
RU2519834C2 |
| СПОСОБ ПЕРЕВОДА ТВЕРДОГО МЕТАЛЛА В СОСТОЯНИЕ ПЛАСТИЧНОСТИ И ТЕКУЧЕСТИ | 2005 |
|
RU2296168C2 |
| СПОСОБ И УСТРОЙСТВО УТОНЧЕНИЯ ПРОВОЛОК С ПРИМЕНЕНИЕМ ПРИНЦИПА КАЧЕНИЯ | 2004 |
|
RU2294259C2 |
| СПОСОБ УПРОЧНЕНИЯ ТИТАНОВЫХ СПЛАВОВ (ВАРИАНТЫ) | 2000 |
|
RU2202629C2 |
| Способ изготовления ленточной спирали для линий замедления ламп бегущей волны | 1991 |
|
SU1787633A1 |
| Способ навивки и заневоливания спиральных пружин | 1979 |
|
SU860925A1 |
| СПОСОБ РАЗДЕЛЕНИЯ ДЛИННОМЕРНОЙ КАНАТНОЙ ЗАГОТОВКИ | 1999 |
|
RU2157304C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ БЕТА-ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2441096C1 |
Изобретение относится к технике, а именно к материалам с высокой проводимостью, способам их обработки. Предложен способ перевода металлического проводника в состояние сверхпроводимости, включающий пластическую деформацию проводника путем навивки проволоки в моноспираль или путем скручивания проволок в спираль, при этом доводят деформацией плотность дислокаций в проводнике до 1·108-1·1012 см-2 и дальнейшее увеличение плотности дислокаций в проводнике проводят термической обработкой до достижения ее 1·1012-1·1015 см-2. Технический результат - достижение плотности дислокаций в металлическом проводнике, необходимой для перевода его в состояние сверхпроводимости и не достигаемой пластической деформацией. 1 з.п. ф-лы, 3 ил.
| СПОСОБ СОЗДАНИЯ АНОМАЛЬНОЙ ПРОВОДИМОСТИ | 1992 |
|
RU2061084C1 |
| SU 1826744 A1, 10.04.1996 | |||
| JP 11230951 А, 27.08.1999 | |||
| СПОСОБ ПОЛУЧЕНИЯ О,0-ДИАЛКИЛФОСФОНМЕТИЛЕН- АРИЛСУЛЬФОНАТОВ | 0 |
|
SU284986A1 |
