Изобретение относится к области механообработки, связанной с осуществлением операции резки стальных канатов (тросов) на отдельные отрезки заданной длины.
На многих промышленных предприятиях в качестве несущего элемента широко используются стальные проволочные канаты. Обычно их поставляют потребителям в виде бухт, намотанных на специальные катушки (шпули), в которых общая длина каната составляет сотни и тысячи метров. При этом часто возникает необходимость разрезать канаты на отдельные куски (отрезки) определенного размера. Такая технологическая операция, как правило, носит разовый характер. С другой стороны, возможны случаи, когда подобную резку канатной заготовки требуется производить в массовом масштабе. В частности, с подобной ситуацией приходится сталкиваться при изготовлении особого изделия - гибкого элемента (называемого "хлыстом"), используемого в качестве основного узла специальных запорных устройств.
Гибкий элемент принято изготавливать из стального каната (оцинкованного или без покрытия) диаметром до 6 - 7 мм. Обычно "хлыст" используется двух типов - длиной 350 и 450 мм. Его конструкция предусматривает наличие переднего заостренного конца (в виде конуса или многогранной пирамидки с углом при вершине 80-90o). Задний конец обычно имеет форму плоской пяты.
Поскольку для изготовления гибкого элемента используется длинномерная канатная заготовка, то важной технологической операцией становится процедура разделения ее на мерные отрезки. При этом принципиально важным является использование такой технологии, при которой исключается нарушение контактного сопряжения прядей свитого каната и их веерообразное разъединение (формирование "распушенного" конца). В противном случае возникает серьезная техническая сложность при последующей технологической операции, связанной с получением заостренной головной части и обработкой заднего конца.
Известны примеры [1] механической резки канатной заготовки специальными ножницами, когда для предотвращения раскручивания прядей и отдельных проволочек предварительно на канате делают две перевязки мягкой отожженной проволокой на расстоянии 1-4 диаметра каната. Такой способ отличается очевидной трудоемкостью и низкой производительностью.
Более эффективными оказались методы, основанные на использовании электроконтактного разогрева. Так, в [1] описана технология, предусматривающая равномерный нагрев участка каната, зажатого между электродами стыковой машины, до температур 1450-1500oC путем пропускания импульсного сварочного тока, после чего осуществляется плавное разведение электродов до полного разрыва каната. Заключительной процедурой является сближение разорванных концов, благодаря чему возникающий искровой процесс обеспечивает равномерное оплавление концов. В [2] использован способ электрической резки многожильных проводов, основанный на разогреве методом электросопротивления и одновременном приложении растягивающей нагрузки, при этом в момент местного утонения материала механическая нагрузка снимается и подается более мощный импульсный ток, приводящий к окончательному разделению заготовки и получению оплавленных торцов.
Весьма похожий метод [3] предусматривает разрезание каната посредством электрического нагрева с одновременными скручиванием и растяжением, при этом в начале процесса нагревают проволоки и пряди, а затем их растягивают для образования конуса, который окончательно пережигают дальнейшим нагревом.
Наиболее близким к заявляемому способу является метод разделения стального каната [4], основанный на электроконтактном разогреве места реза до состояния расплавления с одновременным закручиванием этого участка по направлению навивки прядей, при этом оси кручения зажатых электродами концов располагаются под углом, составляющим 0-20o.
Процесс разделения канатной заготовки по указанному выше методу принят в качестве способа-прототипа. Однако, как показало исследование, указанный метод применительно к технологии получения гибкого элемента оказывается недостаточно приспособленным. Дело в том, что операция резки должна выступать не только как способ разделения длинномерной канатной заготовки на отрезки наперед заданной длины, но одновременно использоваться в качестве подготовительного процесса для последующей технологической обработки - формирования требуемой геометрии концов (заостренного переднего и плоского заднего). Необходимость последующей механической обработки концевых участков (резцом или абразивным кругом) требует, чтобы на оплавленных концах сохранялась достаточная жесткость соединения прядей, причем на вполне определенном расстоянии от торца, равном не менее 0,9 dк (dк - диаметр каната). В случае разделения заготовки по способу-прототипу такие условия сложно выдержать, что приводит к затруднению последующей механической обработки - при формировании заостренного конца наблюдается разъединение прядей и отдельных проволок, делающее, следовательно, невозможным качественное проведение этой заключительной технологической операции.
Предлагаемый способ позволяет избежать этих недостатков благодаря проведению перед операцией электроконтактного разделения канатной заготовки двух технологических обработок:
- в заданном локальном участке длинномерной заготовки путем электроконтактного нагрева проводится рекристаллизационный отжиг при температурах, не превышающих 0,5 от температуры плавления материала;
- отожженный участок подвергается затем местной пластической деформации посредством обкатки каната профилированными роликами по боковой поверхности (схема осесимметричной деформации) до диаметра, составляющего величину не менее 0,7 от диаметра каната (фиг. 1).
После осуществления этих обработок проводится уже окончательное разделение заготовки на отрезки заданной длины путем электроконтактного нагрева отожженного и продеформированного участка до состояния расплавления.
Необходимость проведения таких предварительных операций диктуется следующими соображениями.
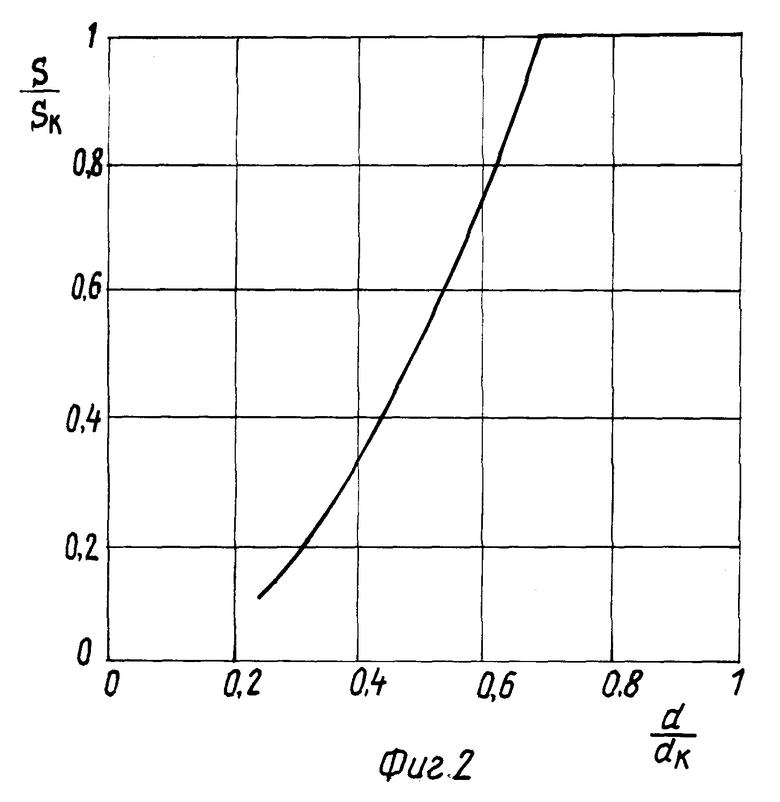
Известно [5], что в соответствии с законом Джоуля-Ленца количество тепла, выделяемого при прохождении электрического тока, равно Q = I2Rτ, где I - сила тока, R - электросопротивление и τ - время. В свою очередь R = ρL/S, где ρ удельное электросопротивление, L - длина проводника и S - площадь его поперечного сечения. У каната поперечное сечение SК не является сплошным и определяется суммой сечений отдельных проволок. На фиг. 2 приведен график, позволяющий отыскать фактическую площадь S в зависимости от соотношения d/dК, где d - диаметр обжатого участка и SK= πd
Минимальные значения L и 1 могут быть вычислены в соответствии с исходными геометрическими размерами для каждой из трех схем:
LMIN= 0,5dK(1+md/dK)(1/tg0,5α1+1/tg0,5α2);
IMIN= 0,5dKnd/dK(1/tg0,5α1+1/tg0,5α2),
где m и n константы, равные соответственно 0-0,5 и 1-1,5.
Таким образом, осуществление локальной пластической деформации канатной заготовки на участке будущей электрической резки преследует две цели: во-первых, заранее сформировать профили обоих концов, наиболее близкие к требуемым по геометрии, и, во-вторых, обеспечить более интенсивный разогрев этого участка и сократить физическое время, необходимое для последующего разделения.
Местное круговое радиальное обжатие (осесимметричное деформирование) прядай каната на указанную величину (не менее 0,7 (dк) обеспечивает не только сплошное заполнение поперечного сечения металлом, но и создает желательное утонение с образованием "шейки" заданного профиля (асимметричного или симметричного).
Необходимость проведения рекристаллизационного отжига перед операцией локального деформирования объясняется следующим. Как известно [3], для изготовления стальных канатов используется обычно углеродистая сталь с содержанием 0,6-0,7% C. При этом проволоки, образующие пряди каната, подвергают специальной упрочняющей обработке - патентированию и последующему холодному волочению с большими суммарными обжатиями, в результате чего проволочная заготовка, из которой затем вьют канат, имеет высокие показатели прочности ( σв достигает 2300-2500 МПа и даже более). Поэтому деформирование такого высокопрочного материала требует больших усилий, а также сопряжено с опасностью разрушения отдельных проволок в прядях. Тем самым целесообразность проведения отжига для снятия наклепа на участке предполагаемого местного деформирования представляется вполне логичной. При этом нагрев для осуществления термической обработки проводится таким же методом, как и сама операция разделения, - на электроконтактной машине. Нижняя температурная граница для такого нагрева составляет величину, не меньшую 0,3 от температуры плавления материала, - именно тогда становится возможным протекание процесса рекристаллизации. Положение же верхней границы - 0,5 от температуры плавления - обусловлено следующим соображением. При выполнении рекристаллизационного отжига стали важно подобрать такую температуру, которая не превышала бы температуру полиморфного превращения (727oC), связанную с образованием аустенита. Нежелательность подобного фазового перехода объясняется тем, что при последующем охлаждении в отдельных микрообъемах из-за ускоренного охлаждения может произойти образование мартенсита (т.е. местная закалка) и, как результат, недопустимое резкое повышение твердости.
Следует отметить, что при операции термического разделения канатной заготовки на оплавленных концах могут несколько расходиться отдельные пряди, сохраняя, однако, между собой жесткое соединение. Это приводит к некоторому увеличению диаметра концевых участков (на 10-15%). С целью избежания этого эффекта, а также для создания более благоприятных условий при формировании остроконечных концов одновременно с пропусканием сварочного тока зажатые электродами участки поворачиваются вокруг продольной оси по направлению свивки прядей.
Пример конкретного исполнения
В качестве исходного материала для изготовления гибкого элемента был использован стандартный оцинкованный канат конструкции 6х19х1 о.с. диаметром 6,2 мм из углеродистой стали 60. Общая длина троса составляла 50 м. Указанная заготовка была подвергнута следующим операциям:
1. С целью проведения рекристаллизационного отжига на контактной сварочной установке типа АСА-30 канат периодически (с шагом 350 мм) подвергался местному разогреву до температуры порядка 600-650oC в течение 2 секунд (напряжение 220 В, сила тока 70 кА, расстояние между электродами 35 мм).
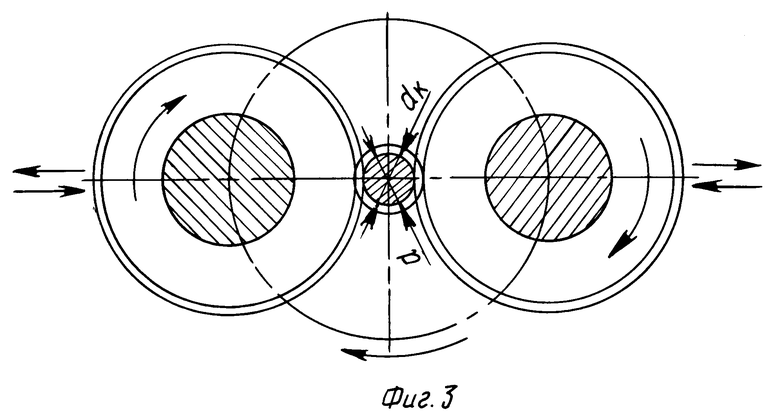
2. После этого обработанный канат поступал на устройство, обеспечивающее периодическое кольцевое радиальное и продольное пластическое деформирование отожженных участков посредством обкатки каната роликами (фиг. 3), профиль которых был задан следующими исходными размерами: α1= 90°,α2= 135° и d/dк = 0,6. Усилие на ролики передавалось от привода мощностью 5 кВт. Время на осуществление такой местной деформации составляло не более 2 секунд.
3. Заключительная операция - термическое разделение заготовки путем электроконтактного нагрева - проводилась вновь на машине АСА-30 (напряжение 220 В, сила тока 35 кА, расстояние между электродами 35 мм, длительность пропускания тока 2 секунды). Одновременно один из зажатых электродами участков подвергается кручению по направлению свивки прядей.
4. Отделенный отрезок затем подвергается абразивной обработке на наждачном круге для придания окончательной формы головному и хвостовому концам отрезка.
Источники информации
1. Чередничок В.Т., Чмырев И.А. Применение контактных машин для резки и закрепления концов стальных проволочных канатов // Автоматическая сварка, 1961, N 10, с.78-79.
2. Способ электрической резки многожильных проводов // Авт.св. N 365944. БИ, 1973, N 8, с.31.
3. Букштейн M.A. Производство и использование стальных канатов. М.: Металлургия, 1973. 360 с.
4. Способ резки стального каната // Авт.св. N 929365. БИ, 1982, N 19, с. 57.
5. Кабардин О. Ф. Физика. Справочные материалы. М.: Просвещение, 1985. 359 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стальной проволоки | 1988 |
|
SU1507819A1 |
| СПОСОБ ЗАМЕНЫ ИЗНОШЕННОГО КАНАТА В ТАЛЕВОЙ СИСТЕМЕ БУРОВОЙ УСТАНОВКИ (ЕГО ВАРИАНТЫ) | 1998 |
|
RU2131393C1 |
| СПОСОБ ПОДГОТОВКИ ХОЛОДНОТЯНУТЫХ ЗАГОТОВОК ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ ПОД СТЫКОВУЮ СВАРКУ | 1997 |
|
RU2131341C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КАЧЕСТВА КАНАТА С МЕТАЛЛИЧЕСКИМ СЕРДЕЧНИКОМ | 2005 |
|
RU2299170C1 |
| Канат стальной оцинкованный и способ изготовления стальной канатной оцинкованной проволоки для каната | 2021 |
|
RU2779958C1 |
| СПОСОБ ВОЛОЧЕНИЯ ЗАГОТОВОК КРУГЛОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2004 |
|
RU2252091C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОРПУСОВ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ ИЗ ВЫСОКОПРОЧНЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2015 |
|
RU2605877C1 |
| ЭЛЕКТРОД МАШИНЫ ДЛЯ КОНТАКТНОЙ СВАРКИ ПОЛОС ОПЛАВЛЕНИЕМ | 2008 |
|
RU2378093C1 |
| КАНАТНЫЙ АНКЕР | 2016 |
|
RU2626478C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2022744C1 |
Способ может быть использован при резке стальных канатов на отдельные отрезки заданной длины, в частности при изготовлении специального гибкого элемента современных запорных устройств. Перед процедурой термического разделения каната путем расплавления в процессе пропускания сварочного тока на месте будущего реза осуществляется локальный рекристаллизационный отжиг посредством электроконтактного нагрева. Термообработанный участок подвергается осесимметричной пластической деформации на величину, составляющую не менее 0,7 от первоначального диаметра заготовки, с получением "шейки" симметричного или асимметричного профиля. Способ позволяет сформировать нераскручивающиеся концевые участки в виде остроконечной головки и плоской хвостовой части, максимально приближенной к конечной конструкции гибкого элемента. 3 ил.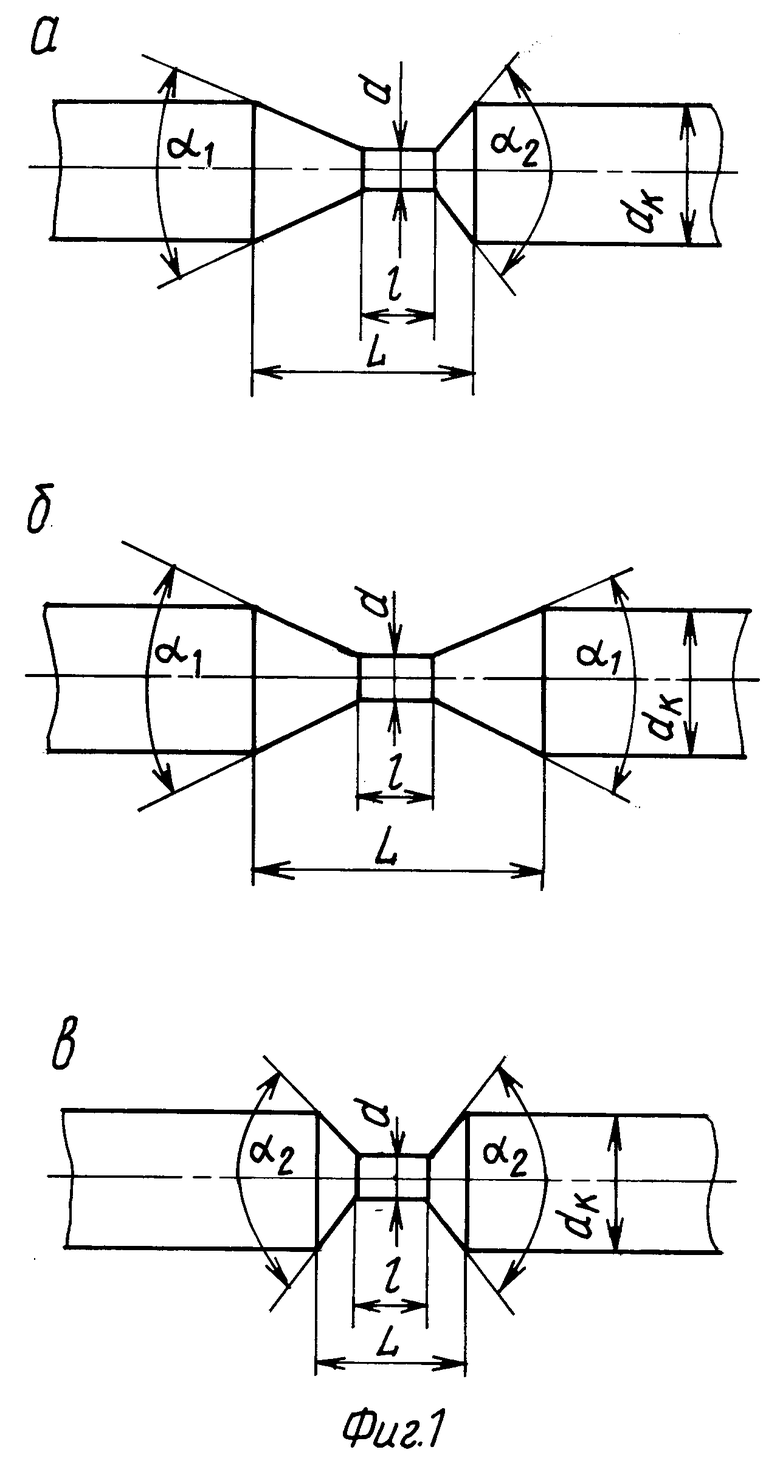
Способ разделения длинномерной канатной заготовки, включающий электроконтактный нагрев локального участка заготовки до состояния расплавления и одновременное вращение ее конца вокруг продольной оси по направлению свивки прядей каната, отличающийся тем, что упомянутый участок заготовки предварительно подвергают рекристаллизационному отжигу посредством электроконтактного нагрева до температуры не выше 0,5 от температуры плавления материала заготовки, а затем на отожженном участке осуществляют осесимметричную деформацию на величину, составляющую не менее 0,7 от первоначального диаметра, с получением шейки симметричного или асимметричного профиля.
| Способ резки стального каната | 1980 |
|
SU929365A1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОЙ РЕЗКИ МНОГОЖИЛЬНЫХ ПРОВОДОВ | 0 |
|
SU366944A1 |
| Устройство для резки стального каната | 1989 |
|
SU1639914A1 |
| DE 1959377, 13.04.1972 | |||
| US 3538288, 03.11.1970. | |||
