Предлагаемые изобретения относятся к области аналитической химии, а именно к хроматографии и к технологии изготовления элементов аппаратуры для хроматографии, более конкретно - к хроматографической колонке и способу ее изготовления.
Одной из современных тенденций аналитической химии является миниатюризация хроматографической аппаратуры, включая использование в хроматографии капиллярных колонок (Тесаржик К., Комарек К. Капиллярные колонки в газовой хроматографии: Пер. с чешек. - М.: Мир, 1987. - 222 с. [1]). Применение капиллярных колонок с сорбентом, расположенным на внутренних стенках, позволило увеличить удельную и общую эффективность достижимого разделения, существенно уменьшить количество используемых сорбентов, повысить чувствительность хроматографической аналитической системы и улучшить такие характеристики процесса, как радиальный градиент температуры при программировании, упростить реализацию гибридного метода анализа газовой хроматографии в сочетании с масс-спектрометрией.
Разделение пробы вещества на составляющие компоненты в хроматографии определяется двумя характеристиками хроматографической колонки - ее селективностью и эффективностью. Мерой селективности является относительное удерживание разделяемых компонентов, а мера эффективности характеризуется числом так называемых теоретических тарелок (т.т.). Основное преимущество хроматографических капиллярных колонок состоит в том, что по абсолютной и относительной эффективности эти колонки существенно превосходят традиционно применяемые хроматографические наполненные колонки, имеющие диаметр более 2 мм. Общая эффективность капиллярных колонок составляет 30000-100000 т.т. и более (Руденко Б.А. Капиллярная хроматография. - М.: Наука, 1978. - 215 с. [2]), что намного превосходит эффективность наполненных колонок.
Наряду с таким преимуществом, как высокая эффективность разделения компонентов пробы, хроматографические капиллярные колонки имеют недостаток, заключающийся в значительном ограничении количества анализируемой пробы. Это снижает величину сигнала при анализе и резко увеличивает предельно определяемые концентрации.
Этот недостаток уменьшен в поликапиллярных (многоканальных) хроматографических колонках, представляющих собой пакет из параллельно расположенных 1000-2000 капилляров диаметром от 30 до 100 мкм (авторское свидетельство СССР №968181, опубл. 15.08.91 [3]; авторское свидетельство СССР №1635128, опубл. 15.03.91 [4], патент Российской Федерации №1651200, опубл. 23.05.91 [5]).
Однако при ограниченном числе капилляров в колонке даже незначительные различия в количестве нанесенной подвижной фазы в них приводят к возникновению значительной дисперсии времен удерживания веществ, что существенно снижает достигаемую с помощью таких колонок эффективность разделения. В результате эффективность таких колонок перестает увеличиваться, когда их длина превосходит 1,0-1,5 м.
В авторском свидетельстве СССР №1635128 (опубл. 15.03.91 [6]) предложен способ изготовления поликапиллярных хроматографических колонок, направленный на повышение однородности их проходных сечений. Этот способ предусматривает изготовление колонки путем размягчения и вытягивания пучка заготовок, который формируют из одинаковых по размерам цилиндрических стрежней. Стержни, образующие центральную часть заготовки каждого отдельного канала, выполняют из технологического материала, впоследствии удаляемого, а окружающие центральную часть стержни - из основного материала. Эти стержни после удаления технологического материала центральной части образуют стенку канала. Пакет заготовок формируют таким образом, чтобы группы стержней, составляющие заготовки отдельных каналов, образовали гексагональную или квадратную упаковку.
Известный способ по авторскому свидетельству СССР №1635129 (опубл. 15.03.91 [7]) по сравнению с предыдущим усложнен тем, что некоторые из стержней, окружающих стержни центральной части заготовки отдельного канала, тоже выполняют из технологического материала. Впоследствии, после удаления технологического материала, это приводит к образованию продольных пазов в стенках каналов, соединяющих соседние каналы друг с другом.
Таким образом, поликапиллярные хроматографические колонки, изготавливаемые по способам, известным из [6] и [7], содержат множество параллельных каналов, сплавленных с соседними каналами наружными сторонами их стенок. При этом в колонке, изготавливаемой по способу, известному из [6], каналы изолированы друг от друга, а в колонке, известной из [7], соседние каналы сообщаются друг с другом посредством продольных пазов в их стенках.
Поликапиллярные хроматографические колонки, изготавливаемые в соответствии с указанными способами, ввиду большой трудоемкости этих способов, обусловленной необходимостью вручную формировать заготовку каждого канала, не удается получить с количеством каналов, превышающим достигнутое в колонках, известных из [3-5]. Это препятствует дальнейшему повышению показателей поликапиллярных хроматографических колонок и не позволяет реализовать преимущества способов изготовления, известных из [6, 7].
К предлагаемым поликапиллярной хроматографической колонке и способу ее изготовления наиболее близки колонка и способ, известные из авторского свидетельства СССР №1635128 [6].
Технический результат, на достижение которого направлены предлагаемые изобретения, заключается в получении хроматографической колонки с субмикронными поперечными размерами каналов при доведении их количества до сотен тысяч и более с соответствующим значительным повышением эффективности. Технология изготовления поликапиллярной хроматографической колонки по предлагаемому способу одновременно обеспечивает уменьшение разброса размеров поперечных сечений каналов.
Предлагаемая поликапиллярная хроматографическая колонка, как и наиболее близкая к ней, известная из [6], содержит множество изолированных друг от друга параллельных каналов, стенки которых с внутренней стороны покрыты сорбентом, а наружными сторонами сплавлены с соседними каналами.
Для достижения указанного технического результата предлагаемая поликапиллярная хроматографическая колонка, в отличие от наиболее близкой к ней известной колонки, выполнена в виде совокупности модулей различного уровня. При этом модуль самого низкого уровня представляет собой гексагонально упакованную и имеющую в поперечном сечении вид правильного шестиугольника совокупность каналов, являющуюся результатом совместного вытягивания пучка монокапилляров в размягченном состоянии. Модуль каждого более высокого уровня представляет собой гексагонально упакованную и имеющую в поперечном сечении вид правильного шестиугольника совокупность модулей предыдущего уровня, являющуюся результатом их совместного вытягивания в размягченном состоянии. Все модули самого высокого уровня скомпонованы в единую гексагонально упакованную структуру, являющуюся результатом их совместного вытягивания в размягченном состоянии.
Для повышения механической прочности колонки модули каждого из уровней могут иметь оболочку, выполненную из того же материала, что и стенки каналов, или близкого к нему по температурному коэффициенту линейного расширения.
Все модули самого высокого уровня могут быть заключены в общую оболочку, являющуюся внешней защитной оболочкой поликапиллярной хроматографической колонки.
Стенки каналов, внешняя защитная оболочка и оболочки модулей всех уровней могут быть выполнены из стекла, керамики или металла.
Предлагаемый способ изготовления поликапиллярных хроматографических колонок, как и наиболее близкий к нему известный способ по авторскому свидетельству [6], включает вытягивание гексагонально уложенного пакета заготовок, нагретого в печи до температуры размягчения их материала.
Для достижения указанного выше технического результата предлагаемый способ, в отличие от наиболее близкого к нему известного, осуществляют в несколько стадий, на каждой из которых формируют пакет из ранее изготовленных заготовок. На первой стадии в качестве заготовок используют монокапилляры, а на каждой из последующих стадий - заготовки, полученные в результате осуществления предыдущей стадии. В процессе вытягивания подготовленного пакета поддерживают скорость подачи его в печь более низкой, чем скорость выхода изделия из печи, при постоянном соотношении между этими скоростями. Разрезая выходящее из печи изделие по длине, получают заготовки, являющиеся результатом данной стадии, а после нанесения сорбента на внутреннюю поверхность каналов заготовок, полученных на последней стадии, получают готовые поликапиллярные хроматографические колонки.
В предлагаемом способе в процессе формирования пакета заготовки укладывают параллельными рядами таким образом, чтобы разность количества заготовок в любых двух соседних рядах была нечетной. На всех стадиях, кроме последней, при укладке пакета используют оправки в виде правильной шестигранной призмы. На последней стадии призма не обязательно должна быть шестигранной и правильной, либо может производиться укладка заготовок в трубчатую обойму желаемой формы. В последнем случае для образования плоской грани, на которую укладывается первый ряд заготовок, в указанную обойму помещается вкладыш, с одной стороны конгруэнтный с обоймой, а с другой - плоский.
Для увеличения механической прочности изготавливаемых поликапиллярных колонок заготовки, получаемые на каждой стадии и подлежащие укладке в пакет на следующей стадии, выполняют с оболочками.
Для этого при формировании пакета заготовок по его периферии укладывают одинаковые с заготовками по форме и геометрическим размерам сплошные стержни из того же или близкого по температурному коэффициенту линейного расширения материала.
Выполнение такой операции при формировании пакета, подлежащего вытягиванию на последней стадии осуществления способа, приводит к получению поликапиллярных хроматографических колонок, заключенных в внешнюю защитную оболочку. Если формирование пакета, подлежащего вытягиванию на последней стадии осуществления способа, производится путем укладки заготовок в трубчатую обойму, внешняя защитная оболочка образуется в результате вытягивания трубчатой обоймы вместе с находящимся в ней пакетом заготовок.
В качестве материала монокапилляров, используемых на первой стадии, и сплошных стержней, используемых в качестве заготовок для получения оболочек модулей разного уровня и внешних защитных оболочек готовых поликапиллярных хроматографических колонок, могут быть применены стекло, керамика или металл.
Предлагаемые изобретения иллюстрируются чертежами, на которых показаны:
- на фиг.1 - схематический вид поперечного сечения поликапиллярной хроматографической колонки;
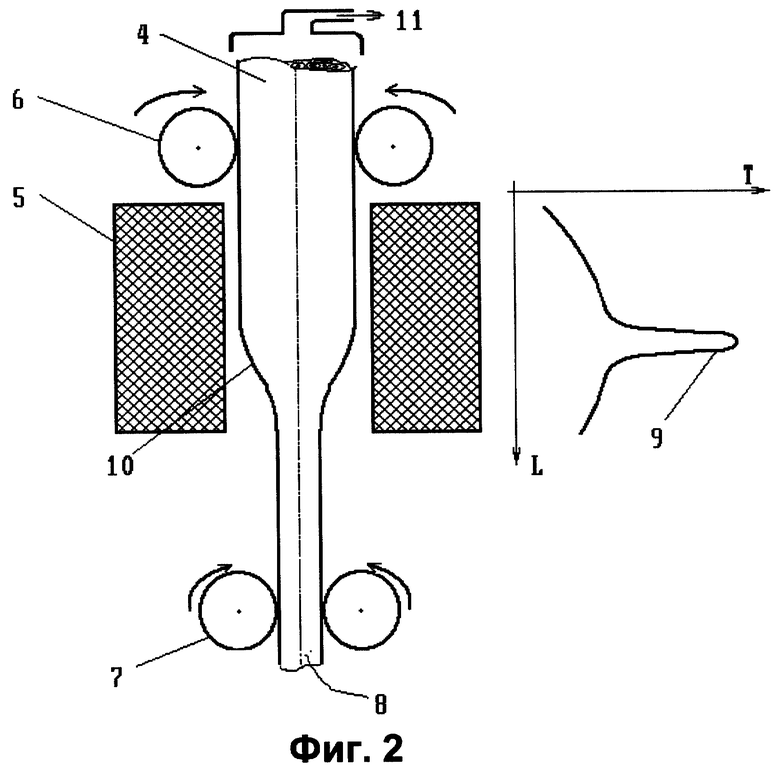
- на фиг.2 - процесс вытягивания;
- на фиг.3 - процесс формирования пакета заготовок для первой стадии способа;
- на фиг.4 - форма поперечного сечения заготовки, полученной в результате выполнения первой стадии способа;
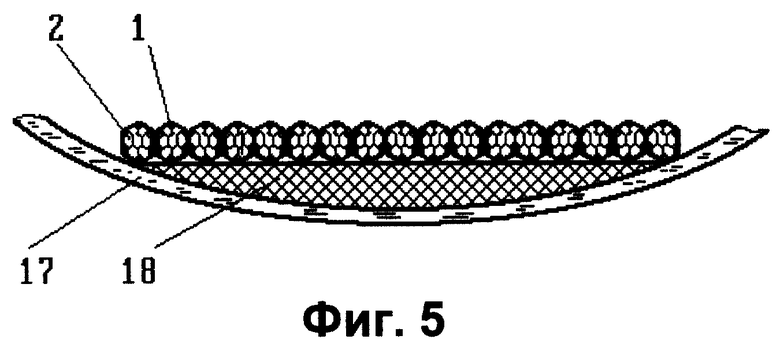
- на фиг.5 - использование вкладыша при укладке пакета заготовок на заключительной стадии способа в трубчатую обойму.
На фиг.1 изображены модули высшего уровня с оболочками 1. Каждый из этих модулей образован группой модулей 2 предыдущего уровня. На фиг.1 каждый модуль высшего уровня условно показан состоящим из семи модулей предыдущего уровня (в действительности их гораздо больше; масштаб чертежа не позволяет также показать их внутреннюю структуру с модулями более низких уровней). Все модули высшего уровня, скомпонованные в единую гексагональную структуру и заключенные в общую защитную оболочку 3, образуют хроматографическую колонку.
Следует обратить внимание на то, что конструкция предлагаемой поликапиллярной хроматографической колонки не представляет собой простого результата сборки в прямой последовательности сначала каналов-монокапилляров в модули первого уровня, затем группирование последних в модули второго уровня и т.д. Эта конструкция неразрывно связана с предлагаемым способом изготовления поликапиллярных хроматографических колонок. Модули того или иного уровня и поликапиллярная хроматографическая колонка появляются только в результате осуществления способа в целом, после нескольких стадий вытягивания. Изготовленную поликапиллярную хроматографическую колонку уже нельзя разобрать на модули разного уровня и отдельные каналы.
Для изготовления описанных поликапиллярных хроматографических колонок по предлагаемому способу пакет 4 заготовок (фиг.2), например стеклянных, полученных на предыдущей стадии способа, подают вертикально в печь 5 с помощью верхнего привода 6 и осуществляют вытягивание его из печи со скоростью, превышающей скорость подачи, с помощью нижнего привода 7. В результате вытягивания получают изделие 8 существенно меньшего поперечного размера, чем размер пакета 4 на входе в печь. Температура в печи должна быть достаточна для размягчения материала и сплавления соседних заготовок, образующих пакет 4. На первой стадии в качестве заготовок, из которых формируют пакет, используют монокапилляры, в частности стеклянные. Сами стеклянные монокапилляры могут быть получены по аналогичной технологии путем вытягивания стеклянных трубок с последующим разрезанием их на отрезки требуемой длины.
При вытягивании в печи создают осесимметричное температурное поле с показанным на фиг.2 распределением температуры Т по высоте L печи, имеющим узкий максимум 9. Область перехода 10 первоначального поперечного размера пакета 4 заготовок в меньший диаметр изделия 8 находится в зоне узкого пика 9 распределения температуры по высоте печи.
Чтобы предотвратить сплющивание (“схлопывание”) капилляров в процессе вытягивания, сопровождающегося сжатием заготовок, давление в пространстве между ними поддерживают более низким, чем внутри каналов заготовок (важно поддержание более высокого, чем в указанном пространстве, давления в каналах капилляров модулей самого нижнего уровня). Для этого верхние концы каналов заготовок перед формированием из них пакета закрывают (например, оплавляют верхние концы заготовок), а в процессе вытягивания осуществляют вакуумирование пакета (отсос газов) через верхний торец пакета заготовок (вакуумирование схематически показано позицией 11 на фиг.2). Герметизации нижних концов каналов заготовок не требуется, так как близкий к герметизации результат достигается благодаря существенному уменьшению поперечного размера выходящего из печи изделия по сравнению с поперечным размером пакета заготовок, подаваемого в печь сверху.
Полученное в результате вытягивания изделие после охлаждения разрезают, получая заготовки для следующей стадии. Из них вновь формируют пакет и осуществляют вытягивание аналогично предыдущей стадии.
Процесс формирования пакета заготовок-капилляров для проведения первой стадии предлагаемого способа показан на фиг.3 для частного случая, когда модули первого уровня должны иметь оболочку. На фиг.3 позицией 12 показаны разъемные оправки, имеющие отверстия в виде правильных шестигранных призм; 13 и 14 - заготовки (в данном случае - соответственно круглые монокапилляры 13 и сплошные стержни 14 того же диаметра). Сплошные стержни 14 (на чертеже зачернены), расположенные по периферии пакета, предназначены для формирования оболочки модуля (в данном случае - модуля первого уровня). Заготовки уложены горизонтальными слоями, параллельными нижним горизонтальным граням отверстий оправок 12. Количество заготовок в любых двух соседних слоях отличается на нечетное число.
В результате вытягивания по схеме, показанной на фиг.2, круглые капилляры превращаются в каналы 15 (фиг.4), имеющие форму, близкую к гексагональной. На этом же чертеже видна оболочка 16 заготовки, являющейся результатом первой стадии способа и предназначенной для использования при формировании пакета второй стадии. В процессе вытягивания по схеме фиг.2 разъемные оправки (на фиг.2 не показаны) снимаются с пакета 4 по мере введения его в печь 5.
На последующих стадиях способа пакеты формируются аналогично показанному на фиг.3, с той разницей, что при этом используются заготовки, имеющие форму, близкую к гексагональной. Формирование пакета для заключительной стадии способа может отличаться по форме отверстий используемых оправок. Они не обязательно должны иметь форму правильной шестигранной призмы и могут представлять собой в поперечном сечении произвольный выпуклый многоугольник, одна из сторон которого в начале процесса формирования пакета должна быть расположена горизонтально. На этой стадии пакет может формироваться также путем гексагональной укладки заготовок в трубчатую обойму 17 (фиг.5) с любой требуемой формой поперечного сечения. Отсутствие плоской грани у трубчатой обоймы может компенсироваться путем помещения в обойму вкладыша 18, с одной стороны конгруэнтного с обоймой, а с другой стороны - плоского. Первый ряд заготовок (в данном случае - модулей высшего уровня с оболочками 1, образованных группами модулей 2 предыдущего уровня) укладывают на плоскую поверхность вкладыша 18.
Гексагональная укладка круглых заготовок на первой стадии обеспечивает наибольшую проницаемость модулей первого уровня, а использование заготовок гексагональной формы и их гексагональная укладка на последующих стадиях обеспечивают наиболее плотную упаковку каналов и, следовательно, наиболее высокую проницаемость изготавливаемых колонок в целом, в том числе и при многоугольной форме поперечного сечения готовой колонки, отличающейся от правильного шестиугольника, или при укладке пакета для последней стадии способа в трубчатую обойму. Особенности описанной технологии обеспечивают малый разброс размеров поперечного сечения каналов-капилляров.
Для колонки, предназначенной для использования в газовой хроматографии, нанесение сорбента на стенки каналов-капилляров осуществляют путем продавливания через каналы его 3-10%-ного раствора в органическом растворителе и последующего высушивания растворителя продувкой инертным газом.
Для колонки, предназначенной для использования в жидкостной хроматографии, осуществляют травление стенок каналов-капилляров подходящим агентом, например 20%-ным раствором NaOH или концентрированным аммиаком при повышенной температуре. Затем травящий агент отмывают чистой водой.
В изготовленных опытных образцах поликапиллярных колонок поперечные размеры каналов имели порядок 1 мкм при количестве каналов порядка 1 миллиона.
При столь большом числе каналов сверхмалого диаметра чувствительность хроматографического анализа существенно возрастает. Экспериментально подтверждено, что обеспечивается равномерное нанесение неподвижной фазы на стенки каналов при продавливании через них растворов. В экспериментах по газовой хроматографии при длине колонок 400 мм достигнута эффективность 2-4 тыс. т.т., или 5-10 т.т. на один метр длины колонки. В жидкостной хроматографии величина эффективности составила около 1500 т.т. при длине колонки 100 мм.
Источники информации
1. Тесаржик К., Комарек К. Капиллярные колонки в газовой хроматографии: Пер. с чешек. - М.: Мир, 1987. - 222 с.
2. Руденко Б.А. Капиллярная хроматография. - М.: Наука, 1978. - 215 с.
3. Авторское свидетельство СССР №968181, опубл. 15.08.1991.
4. Авторское свидетельство СССР №1635128, опубл. 15.03.1991.
5. Патент Российской Федерации №1651200, опубл. 23.05.1991.
6. Авторское свидетельство СССР №1635128, опубл. 15.03.1991.
7. Авторское свидетельство СССР №1635129, опубл. 15.03.1991.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОКАНАЛЬНЫЙ НАКОНЕЧНИК ДЛЯ ЭКСТРАКЦИИ НУКЛЕИНОВЫХ КИСЛОТ, БЕЛКОВ И ПЕПТИДОВ | 2013 |
|
RU2547597C1 |
| Способ изготовления поликапиллярной хроматографической колонки | 1987 |
|
SU1635128A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИКАПИЛЛЯРНОЙ ЖЕСТКОЙ ВОЛОКОННО-ОПТИЧЕСКОЙ СТРУКТУРЫ ИЛИ ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ РЕНТГЕНОВСКИМ И ДРУГИМИ ВИДАМИ ИЗЛУЧЕНИЯ | 1994 |
|
RU2096353C1 |
| ХРОМАТОГРАФИЧЕСКАЯ ПОЛИКАПИЛЛЯРНАЯ КОЛОНКА (ВАРИАНТЫ) | 1999 |
|
RU2149397C1 |
| СПОСОБ ВЫПОЛНЕНИЯ НАНОПОЛИКАПИЛЛЯРНОЙ ХРОМАТОГРАФИЧЕСКОЙ КОЛОНКИ | 2010 |
|
RU2426113C1 |
| Устройство для изготовления стеклянных капиллярных хроматографических колонок | 1981 |
|
SU1004874A1 |
| Способ изготовления стеклянных капиллярных хроматографических колонок и устройство для его осуществления | 1987 |
|
SU1408364A1 |
| Поликапиллярная хроматографическая колонка | 1986 |
|
SU1651200A1 |
| Хроматографическая колонка и способ ее изготовления | 1978 |
|
SU787983A1 |
| ХРОМАТОГРАФИЧЕСКАЯ ПОЛИКАПИЛЛЯРНАЯ КОЛОНКА С МОНОЛИТНЫМ СОРБЕНТОМ | 2007 |
|
RU2337354C1 |


Использование: в технологии изготовления элементов аппаратуры для хроматографии. Сущность: поликапиллярная хроматографическая колонка содержит множество изолированных друг от друга параллельных каналов, стенки которых с внутренней стороны покрыты сорбентом, а наружными сторонами сплавлены со стенками соседних каналов. Особенностью колонки является то, что она выполнена в виде совокупности модулей различного уровня, при этом модуль самого низкого уровня представляет собой гексагонально упакованную и имеющую в поперечном сечении вид правильного шестиугольника совокупность каналов, являющуюся результатом совместного вытягивания пучка монокапилляров в размягченном состоянии. Модуль каждого более высокого уровня представляет собой гексагонально упакованную и имеющую в поперечном сечении вид правильного шестиугольника совокупность модулей предыдущего уровня, являющуюся результатом их совместного вытягивания в размягченном состоянии. Все модули самого высокого уровня (на чертеже заключены в оболочки 1), содержащие модули 2 предыдущего уровня, скомпонованы в единую гексагонально упакованную структуру (на чертеже окружена внешней защитной оболочкой 3), являющуюся результатом их совместного вытягивания в размягченном состоянии. Способ изготовления колонок заключается в осуществлении нескольких стадий вытягивания пакетов заготовок, каждая из которых является результатом вытягивания на предыдущей стадии и разрезания получаемого при вытягивании изделия на части определенной длины - заготовки. Технический результат - достигаются микронный и субмикронный размер каналов при количестве их порядка 1 млн. с малым разбросом диаметра каналов и повышение эффективности разделения. 2 н. и 7 з.п. ф-лы, 5 ил.

| Способ изготовления поликапиллярной хроматографической колонки | 1987 |
|
SU1635128A1 |
| Способ изготовления поликапиллярной хроматографической колонки | 1987 |
|
SU1635129A1 |
| ХРОМАТОГРАФИЧЕСКАЯ ПОЛИКАПИЛЛЯРНАЯ КОЛОНКА | 2001 |
|
RU2190846C1 |
| DE 4443754 А1, 13.06.1996 | |||
| Свод дуговой печи | 1980 |
|
SU926492A1 |

