Группа изобретений относится к производству длинномерных изделий из порошков пластифицированных масс путем их экструзии.
Известны способы и устройства для получения на экструзионных прессах длинномерных листов из расплавов полимерных материалов. Например, известна формующая головка к экструдеру для изготовления ленты из термопластов, имеющая рабочий канал с входным отверстием круглой формы и щелевым выходным калибровочным отверстием. Поверхность рабочего канала имеет заходный конус, переходную зону и калибрующую зону, причем переходная зона содержит накопительные участки в виде конусообразных поверхностей с меньшим углом конуса при вершине. Способ, реализуемый эти устройством, включает формование заготовки и ее продавливание через деформационный канал круглого сечения на входе и щелевого на выходе с обеспечением вытяжки материала, формования изделия и его калибрования. Накопительные участки создают зону увеличенной плотности материала, обеспечивая устойчивость формы экструдируемого изделия (см., например, RU 94025660 A1, опубликовано 20.05.1996).
Жидкое состояние расплава полимерного материала позволяет не опасаться разрывов его сплошности даже при высоких градиентах скорости течения материала в деформационном канале, а также в способах экструзии, использующих подачу материала по отдельным каналам в разные зоны деформационного канала, позволяет получать при слиянии этих отдельных потоков на поверхностях их контакта бездефектную и однородную среду.
Этими свойствами жидких сред не обладают пластичные и вязко-пластичные среды, к которым относятся твердые и пластифицированные материалы, что не позволяет решения, используемые в процессе переработки расплавов материалов, применять в производстве длинномерных листов из пластифицированных порошковых материалов.
Задачей изобретения является обеспечение возможности формования из пластифицированных порошковых материалов длинномерных листов, имеющих бездефектную и однородную структуру.
Техническим результатом изобретения является обеспечение одинаковой по всему объему изделия степени деформационной обработки материала и одинаковой линейной скорости истечения деформируемого материала из деформационного канала, что обеспечивает бездефектную и однородную структуру по всему объему отформованного изделия.
Технический результат достигается тем, что в способе формования длинномерных листов из пластифицированных порошковых материалов, включающем формование заготовки и ее продавливание через деформационный канал круглого сечения на входе и прямоугольного сечения на выходе с обеспечением вытяжки материала, формования изделия и его калибрования, в процессе продавливания через деформационный канал формируют в материале зоны деформации - центральную зону, примыкающую к вертикальной плоскости симметрии деформационного канала, и две периферийные зоны по обе стороны от центральной зоны. При этом в первой половине длины деформационного канала материал центральной зоны деформируют не менее чем на 80%, а в периферийных зонах - не более чем на 20% от общей степени деформации, получаемой материалом по всей длине деформационного канала. Во второй половине длины деформационного канала одновременно с перемещением материала вдоль оси канала, уменьшая ширину и высоту периферийных зон, уменьшают объем материала в этих зонах относительно объема материала центральной зоны путем выдавливания его по схеме обратного прессования в центральную зону.
В частном случае при формовании материалов, механические свойства которых зависят от температуры, в процессе продавливания материал подвергают воздействию неоднородного и симметричного относительно оси вытяжки температурного поля, в котором температура снижается в направлении от входа в деформационный канал к его выходу и повышается от вертикальной плоскости симметрии к периферии.
Технический результат также достигается устройством для формования длинномерных листов из пластифицированных порошковых материалов, включающем деформирующий элемент с профилированным рабочим каналом, выходной участок которого выполнен в виде калибрующей фильеры и профилированная поверхность которого имеет горизонтальную и вертикальную плоскости симметрии, линия пересечения которых является осью канала, а также имеет входное отверстие круглой формы и прямоугольное калибрующее отверстие. Причем профилированная поверхность от ортогонального к оси канала сечения круглой формы на входном отверстии переходит к прямоугольному сечению на калибрующем отверстии через выпукло-вогнутые замкнутые контуры, в которых кривые, имеющие разный знак кривизны, сопряжены по касательной, а каждая из линий пересечения вертикальной плоскости симметрии с профилированной поверхностью рабочего канала включает выпукло-вогнутый участок, пересекающий вогнутые элементы указанных замкнутых контуров, и сопряженный с ним с вогнутой стороны прямолинейный участок, параллельный оси канала. При этом расстояние между прямолинейными участками обеих линий является постоянным и равным высоте прямоугольного калибрующего отверстия, а выпукло-вогнутые участки обеих линий начинают переходить в прямолинейные в том же сечении, в котором в центре вогнутых элементов указанных выпукло-вогнутых замкнутых контуров вогнутые элементы начинают переходить по касательной в прямые отрезки, длина которых по длине рабочего канала растет и на выходе из него равна ширине прямоугольного калибрующего отверстия. Каждая из линий пересечения горизонтальной плоскости симметрии с профилированной поверхностью рабочего канала состоит из двух участков разного знака кривизны и пересекает выпуклые элементы указанных замкнутых контуров, участки которых, примыкающие к горизонтальной плоскости симметрии, переходят на выходе рабочего канала в параллельные вертикальной плоскости симметрии прямые отрезки, максимальная длина которых равна высоте прямоугольного калибрующего отверстия.
В частном случае при ширине калибрующего отверстия больше диаметра входного отверстия линии, образованные пересечением профилированной поверхности рабочего канала с горизонтальной плоскостью симметрии и состоящие из двух участков разного знака кривизны, являются вогнуто-выпуклыми, имеющими вогнутый участок, примыкающий к входному отверстию, и выпуклый участок, примыкающий к калибрующему отверстию.
В другом частном случае при ширине калибрующего отверстия меньше диаметра входного отверстия линии, образованные пересечением профилированной поверхности рабочего канала с горизонтальной плоскостью симметрии и состоящие из двух участков разного знака кривизны, являются выпукло-вогнутыми, имеющими выпуклый участок, примыкающий к входному отверстию, и вогнутый участок, примыкающий к калибрующему отверстию.
Кроме того, при формовании материалов, механические свойства которых зависят от температуры, деформирующий элемент выполнен со стенками, имеющими от 6 до 10 каналов, симметричных относительно оси рабочего канала и имеющих независимые входы и выходы, предназначенные для прокачивания жидкости или газа.
Изобретение иллюстрируется чертежами.
На фиг.1 показана профилированная поверхность рабочего канала предложенного устройства.
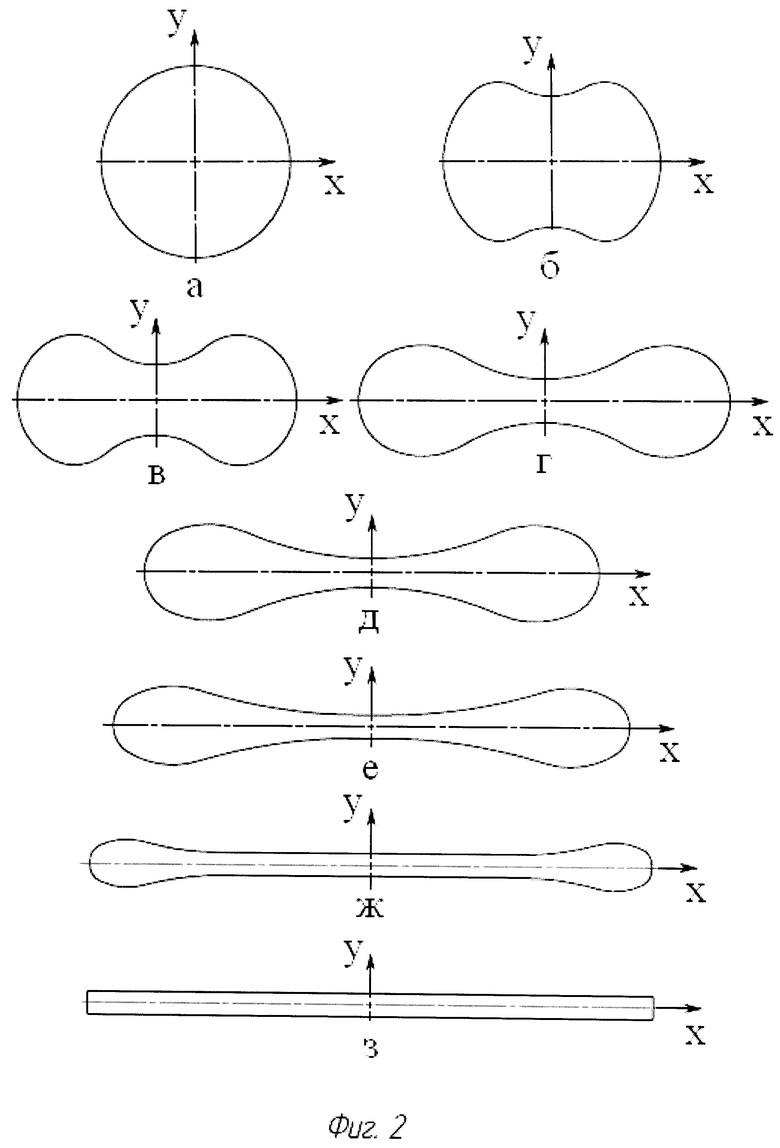
На фиг.2(а-з) показаны поперечные сечения профилированной поверхности рабочего канала последовательно от входного отверстия круглой формы (а) до выходного отверстия прямоугольной формы (з).
На фиг.3 показаны линии пересечения профилированной поверхности рабочего канала с вертикальной плоскостью симметрии.
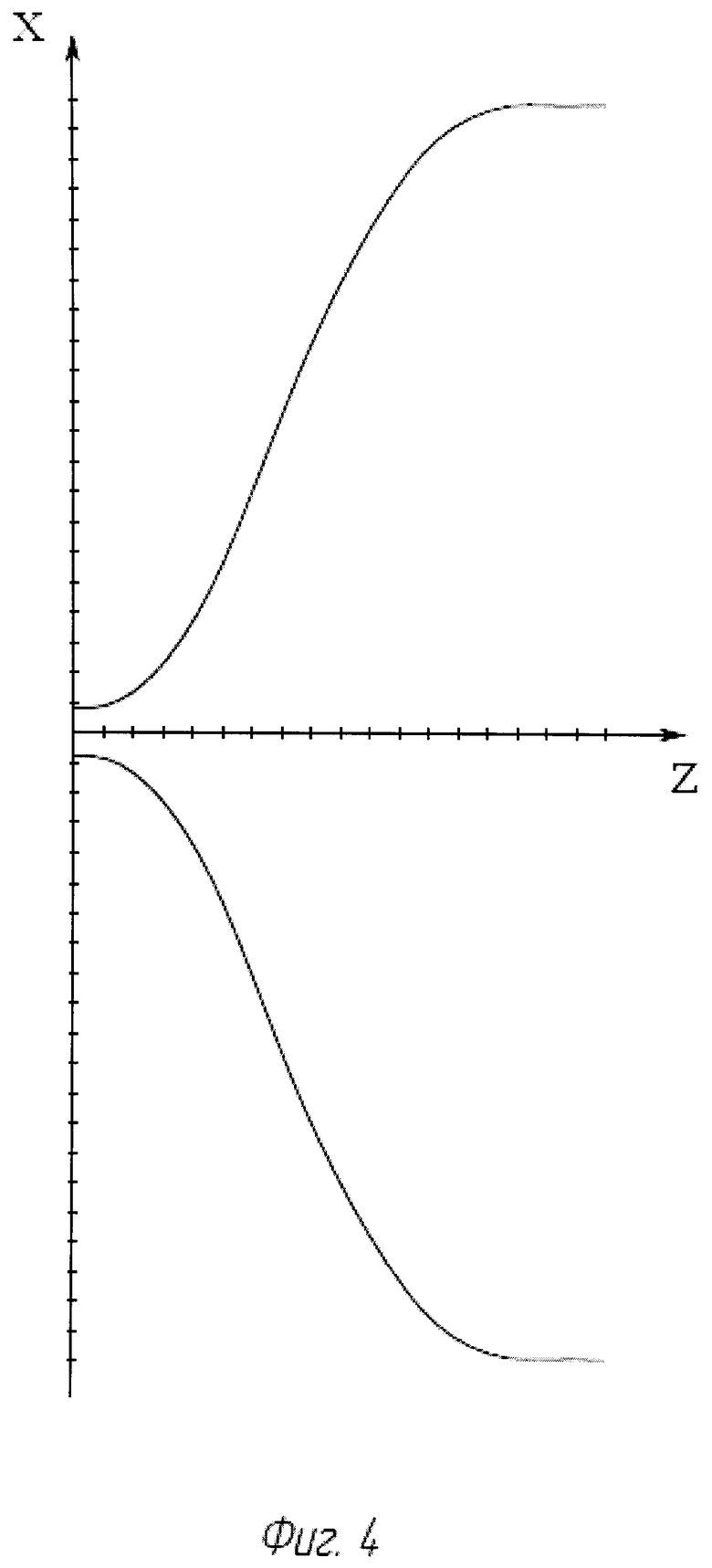
На фиг.4 показаны линии пересечения профилированной поверхности рабочего канала с горизонтальной плоскостью симметрии.
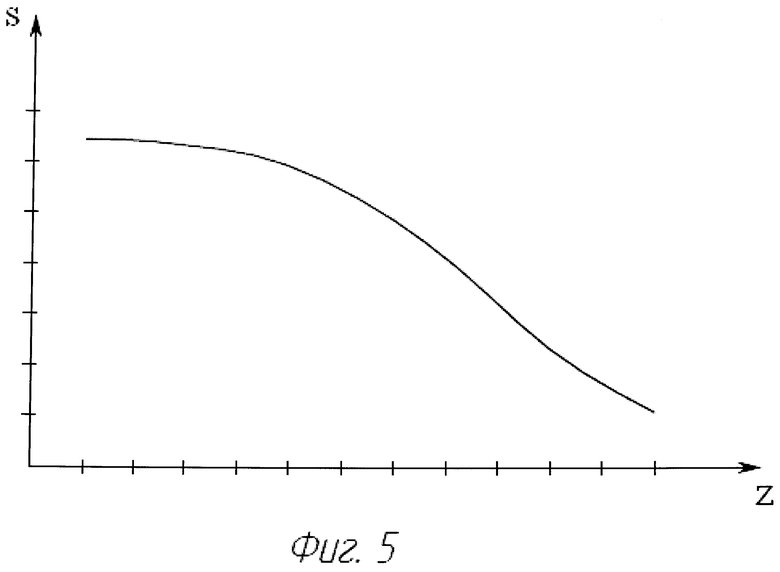
На фиг.5 показан график изменения площади s поперечного сечения периферийных зон канала по его длине l.
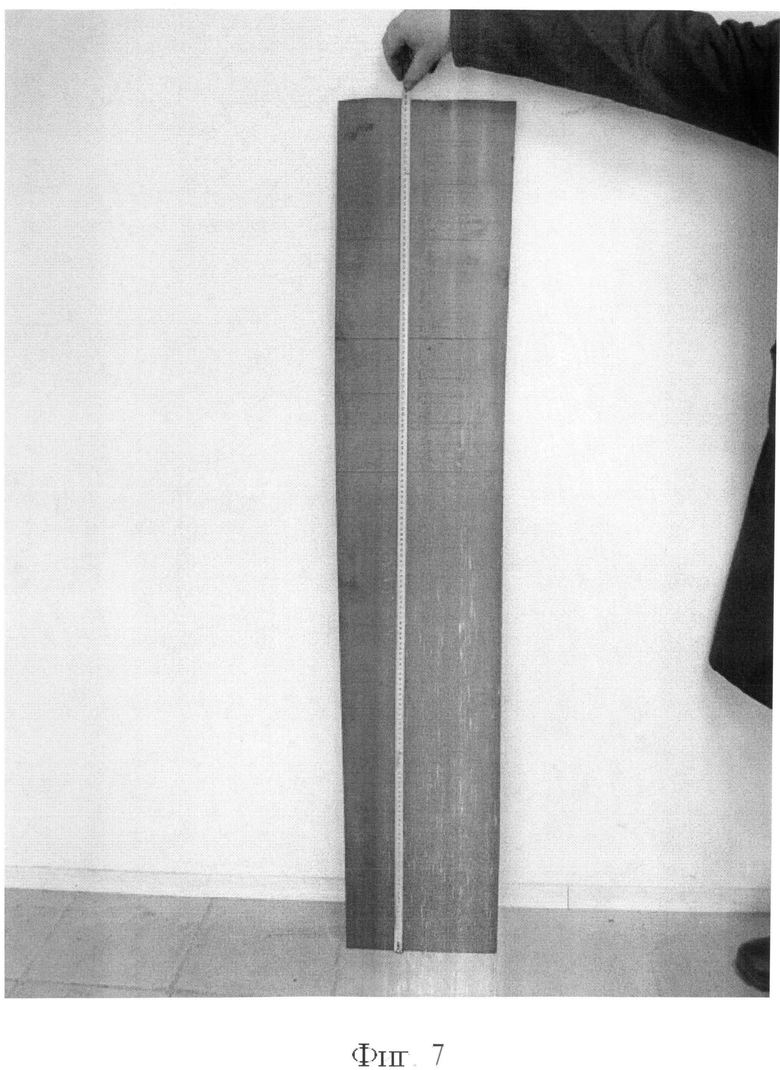
На фиг.6 и 7 приведены фотографии длинномерных листов, полученных с помощью предложенных способа и устройства.
Устройство для формования длинномерных листов из пластифицированных порошковых материалов содержит примыкающий к экструдеру деформирующий элемент с профилированной поверхностью 1 рабочего канала. Как показано на фиг.1, профилированная поверхность 1 рабочего канала имеет горизонтальную и вертикальную плоскости симметрии, линия пересечения которых является осью канала (ось z), a также имеет входное отверстие 2 круглой формы и прямоугольное калибрующее отверстие 3. При этом профилированная поверхность 1 от сечения круглой формы на входном отверстии 2 переходит в прямоугольное сечение калибрующего отверстия 3 через выпукло-вогнутые поверхности. Эти поверхности в ортогональных к оси канала сечениях образуют, как показано на фиг.2 замкнутые контуры, в которых кривые, имеющие разный знак кривизны, сопряжены по касательной.
Линии пересечения вертикальной плоскости симметрии (плоскость y-z) с профилированной поверхностью 1 рабочего канала, показанные на фиг.3, проходят через центры вогнутых элементов замкнутых контуров, показанных на фиг.2, и включают выпукло-вогнутый участок 4 и сопряженный с ним с вогнутой стороны прямолинейный участок 5, параллельный оси канала (ось z). Расстояния по оси y между прямолинейными участками 5 обеих линий является постоянным и равным высоте калибрующего отверстия 3.
Начиная с сечения д, в котором показанные на фиг.3 выпукло-вогнутые линии 4 переходят в параллельные оси рабочего канала отрезки прямых линий 5, в центре вогнутых элементов, показанных на фиг.2 выпукло-вогнутых замкнутых контуров, вогнутые элементы начинают переходить по касательной в отрезки 6 прямых линий (фиг.2д), расстояние между которыми по оси y, соответственно, равно высоте калибрующего отверстия 3, а их длина по длине рабочего канала растет и на выходе из него равна ширине прямоугольного калибрующего отверстия 3.
Один из вариантов формы линий пересечения горизонтальной плоскости симметрии (плоскость x-z) с профилированной поверхностью рабочего канала показан на фиг.4. Каждая из этих линий проходит через центры выпуклых элементов замкнутых контуров, показанных на фиг.2, и состоит из двух участков, имеющих разные знаки кривизны. На выходе из рабочего канала расстояние между этими линиями по оси x равно ширине калибрующего канала.
Особенности геометрии профилированной поверхности 1 рабочего канала обеспечивают реализацию предложенного способа формования длинномерных листов из пластифицированных порошковых материалов. Продавливаемая через деформационный рабочий канал 1 заготовка круглого сечения, проходя через рабочий канал 1 устройства, принимает на выходе форму прямоугольника с высоким отношением размеров в горизонтальной и вертикальной плоскостях симметрии. Так продавливаемый через деформационный канал материал центральной зоны, прилегающей к центральной плоскости симметрии (плоскость y-z), вследствие быстрого, как показано на фиг.2 и 3, уменьшения площади сечения рабочего канала в этой зоне получает в первой половине длины рабочего канала 1 по схеме прямого прессования не менее 80% от степени вытяжки, которую получает материал по всей длине очага деформации. Такая интенсивная деформационная обработка материала этой зоны создает в последнем высокие напряжения сжатия, которые по схеме прямого прессования выдавливают материал в ортогональном к оси вытяжки направлении в прилегающие к центральной зоне две, показанные на фиг.2, выпуклые периферийные зоны рабочего канала. Такое перемещение материала является следствием того, что давления выдавливания, а соответственно, и напряжения сжатия в материале в периферийных зонах будут меньше, поскольку в этих зонах площади сечения в первой половине длины деформационного канала, как показано на фиг.5, уменьшают не более чем на 20%, что соответствует и степени вытяжки материала в этих зонах. Дополнительную деформационную обработку материал в этих зонах получает за счет деформации осадки (сжатия) материала в направлениях ортогональных горизонтальной плоскости симметрии деформационного канала (плоскость x-z), что при малом уменьшении площади сечений этих зон в плоскостях, ортогональных оси вытяжки, сопровождается увеличением ширины периферийных зон вдоль горизонтальной плоскости симметрии.
Большие потери давления выдавливания материала центральной зоны в первой половине длины рабочего канала, вызванные большими степенями его вытяжки на этом участке длины рабочего канала, и малые степени вытяжки материала, т.е. малое сопротивление течению материала этой зоны во второй половине длины рабочего канала привели, как следствие, к малым величинам напряжений сжатия в материале центральной зоны во второй части длины рабочего канала. Так как перемещение материала вдоль периферийных зон в первой половине длины рабочего канала из-за малой степени его вытяжки в этих зонах не сопровождалось большими потерями давления выдавливания материала, то напряжения сжатия в материале этих зон на входе во вторую половину длины рабочего канала остались близкими к давлениям его выдавливания на входе в рабочий канал. Такая динамика изменения напряжений сжатия в материале центральной и периферийных зон привела к изменению соотношения между напряжениями сжатия в материалах этих зон. Уменьшение на 80% и более площади сечения выпуклых периферийных зон, а также их высоты в направлении оси y до высоты сечения калибрующего отверстия, как показано на фиг.2 и 5, т.е. увеличение степени вытяжки материала периферийных зон по схеме прямого прессования во второй половине длины деформационного канала дает большое сопротивление его течению вдоль канала. А это, как следствие, приводит к выдавливанию материала в зону низких напряжений сжатия по схеме обратного прессования из периферийных зон в расширяющуюся до ширины формуемого изделия центральную зону в направлениях, ортогональных оси вытяжки. Такой способ деформационной обработки материала при формовании длинномерных листов из пластифицированных порошковых материалов позволяет выравнивать линейные скорости выхода материала из деформационного канала по всей его ширине и высоте и обеспечивать одинаковую по всей площади этого сечения деформационную обработку материала.
Этот результат подтверждают данные о плотности полученных из коксо-пековых композиций заготовок длинномерных листов, фотографии которых приведены на фиг.6 и 7. Так при 24% содержания среднетемпературного пека и размерах частиц менее 10 мкм вытянутые заготовки имели плотность 1,76-1,78 г/см3, что, практически, равно аддитивной плотности такого композиционного материала. Такая близкая к компактному состоянию плотность материала отформованной заготовки полностью исключает все проблемы, связанные с разноплотностью материала в изделиях. После обжига и графитации плотность материала без дополнительных пропиток и дополнительных обработок имела уровень 1,86-1,89 г/см3. Из фиг.6 и 7 также следует, что дефекты, возникающие при высоких градиентах линейной скорости выхода материала из деформационного канала, как и сами градиенты этой скорости отсутствуют.
Наличие в деформирующем элементе устройства от 6 до 10 каналов, предназначенных для прокачивания жидкости или газа, симметричных относительно оси канала и имеющих независимые входы и выходы (на чертежах не показаны), позволяет в процессе продавливания материала через деформационный канал реализовать воздействие на него неоднородного и симметричного относительно оси вытяжки температурного поля. Это позволяет выравнивать по очагу деформации предельные и вязкие характеристики материала, что обеспечивает достижение поставленной в способе формования цели. Такое регулирование температуры в материале, механические свойства которого зависят от температуры, необходимо потому, что материал уже при входе в деформационный канал имеет неодинаковую температуру в сечениях, ортогональных оси канала, и это распределение температур в материале изменяется при его перемещении вдоль канала из-за разных условий теплопередачи по поверхности инструмента и от степени деформации, получаемой материалом в тех или иных зонах деформации, поскольку работа деформации переходит в температуру нагрева деформируемой среды.

Группа изобретений относится к производству длинномерных изделий из порошков пластифицированных масс путем их экструзии. Технический результат, достигаемый при использовании изобретений, - обеспечение возможности формования из пластифицированных порошковых материалов длинномерных листов, имеющих бездефектную и однородную структуру. Способ формования длинномерных листов из пластифицированных порошковых материалов включает формование заготовки и ее продавливание через деформационный канал круглого сечения на входе и прямоугольного сечения на выходе с обеспечением вытяжки материала, формование изделия и его калибрование. В первой половине длины деформационного канала степень деформации материала в центральной зоне составляет не менее 80%, а в периферийных зонах - не более 20% от общей степени деформации, получаемой материалом по всей длине деформационного канала. Во второй половине длины деформационного канала, одновременно с перемещением материала вдоль оси канала, уменьшая ширину и высоту периферийных зон, уменьшают объем материала в этих зонах относительно объема материала центральной зоны путем выдавливания его по схеме обратного прессования в центральную зону. Устройство для осуществления способа включает деформирующий элемент с профилированным рабочим каналом, выходной участок которого выполнен в виде калибрующей фильеры. Профилированная поверхность имеет горизонтальную и вертикальную плоскости симметрии, линия пересечения которых является осью канала. Расстояние между прямолинейными участками обеих линий является постоянным и равным высоте прямоугольного калибрующего отверстия. Каждая из линий пересечения горизонтальной плоскости симметрии с профилированной поверхностью рабочего канала состоит из двух участков разного знака кривизны и пересекает выпуклые элементы замкнутых контуров, участки которых, примыкающие к горизонтальной плоскости симметрии, переходят на выходе рабочего канала в параллельные вертикальной плоскости симметрии прямые отрезки, максимальная длина которых равна высоте прямоугольного калибрующего отверстия. 2 н. и 4 з.п. ф-лы, 7 ил.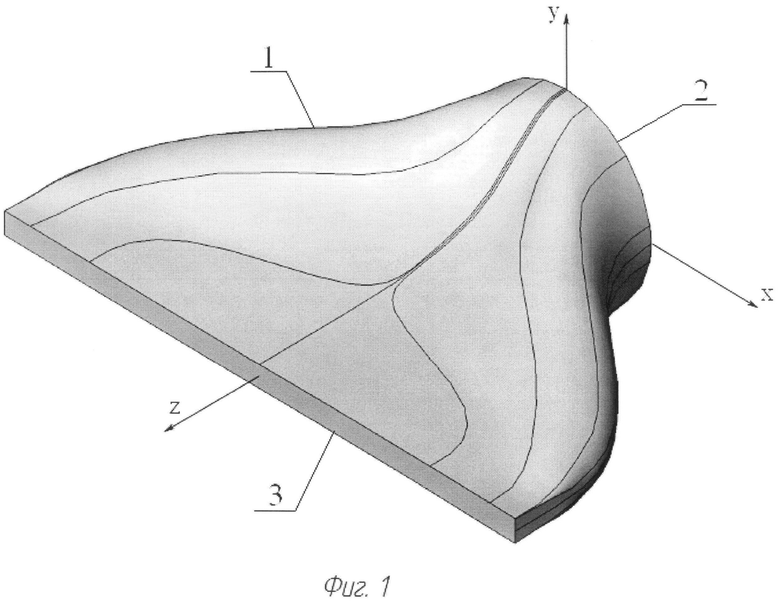
1. Способ формования длинномерных листов из пластифицированных порошковых материалов, включающий формование заготовки и ее продавливание через деформационный канал круглого сечения на входе и прямоугольного сечения на выходе с обеспечением вытяжки материала, формования изделия и его калибрования, причем в процессе продавливания материала через деформационный канал формируют в нем зоны деформации - центральную зону, примыкающую к вертикальной плоскости симметрии деформационного канала, и две периферийные зоны по обе стороны от центральной зоны, при этом в первой половине длины деформационного канала степень деформации материала в центральной зоне составляет не менее 80%, а в периферийных зонах - не более 20% от общей степени деформации материала по всей длине деформационного канала, а во второй половине длины деформационного канала, при перемещении материала вдоль оси канала, одновременно уменьшая ширину и высоту периферийных зон, уменьшают объем материала в этих зонах относительно объема материала центральной зоны путем выдавливания его по схеме обратного прессования в центральную зону.
2. Способ по п.1, отличающийся тем, что при формовании длинномерных листов из материалов, механические свойства которых зависят от температуры, в процессе продавливания материал подвергают воздействию неоднородного и симметричного относительно оси вытяжки температурного поля, в котором температура снижается в направлении от входа в деформационный канал к его выходу и повышается от вертикальной плоскости симметрии к периферии.
3. Устройство для формования длинномерных листов из пластифицированных порошковых материалов, включающее деформирующий элемент с профилированным рабочим каналом, выходной участок которого выполнен в виде калибрующей фильеры, а профилированная поверхность имеет горизонтальную и вертикальную плоскости симметрии, линия пересечения которых является осью канала, а также имеет входное отверстие круглой формы и прямоугольное калибрующее отверстие, причем профилированная поверхность от ортогонального к оси канала сечения круглой формы на входном отверстии переходит к ортогональному оси канала прямоугольному сечению на калибрующем отверстии через выпукло-вогнутые замкнутые контуры, в которых кривые, имеющие разный знак кривизны, сопряжены по касательным, при этом каждая из линий пересечения вертикальной плоскости симметрии с профилированной поверхностью рабочего канала включает выпукло-вогнутый участок, пересекающий вогнутые элементы указанных замкнутых контуров, и сопряженный с ним с вогнутой стороны прямолинейный участок, параллельный оси канала, причем расстояние между прямолинейными участками обеих линий является постоянным и равным высоте прямоугольного калибрующего отверстия, а выпукло-вогнутые участки обеих линий начинают переходить в прямолинейные в том же сечении, в котором в центре вогнутых элементов указанных выпукло-вогнутых замкнутых контуров вогнутые элементы начинают переходить по касательной в прямые отрезки, длина которых по длине рабочего канала растет и на выходе из него равна ширине прямоугольного калибрующего отверстия, а каждая из линий пересечения горизонтальной плоскости симметрии с профилированной поверхностью рабочего канала состоит из двух участков разного знака кривизны и пересекает выпуклые элементы указанных замкнутых контуров, участки которых, примыкающие к горизонтальной плоскости симметрии, переходят на выходе из рабочего канала в параллельные вертикальной плоскости симметрии прямые отрезки, максимальная длина которых равна высоте прямоугольного калибрующего отверстия.
4. Устройство по п.3, отличающееся тем, что при ширине прямоугольного калибрующего отверстия больше диаметра входного отверстия линии, образованные пересечением профилированной поверхности рабочего канала с горизонтальной плоскостью симметрии и состоящие из двух участков разного знака кривизны, являются вогнуто-выпуклыми, имеющими вогнутый участок, примыкающий к входному отверстию, и выпуклый участок, примыкающий к калибрующему отверстию.
5. Устройство по п.3, отличающееся тем, что при ширине прямоугольного калибрующего отверстия меньше диаметра входного отверстия линии, образованные пересечением профилированной поверхности рабочего канала с горизонтальной плоскостью симметрии и состоящие из двух участков разного знака кривизны, являются выпукло-вогнутыми, имеющими выпуклый участок, примыкающий к входному отверстию, и вогнутый участок, примыкающий к калибрующему отверстию.
6. Устройство по п.3, отличающееся тем, что деформирующий элемент выполнен со стенками, имеющими от 6 до 10 каналов, симметричных относительно оси рабочего канала и имеющих независимые входы и выходы, предназначенные для прокачивания жидкости или газа.
| СПОСОБ ЭКСТРУЗИИ ПЛАСТИЧНЫХ И ПЛАСТИФИЦИРОВАННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272707C2 |
| ЩВАРЦ О | |||
| и др | |||
| Переработка пластмасс | |||
| - СПб.: Профессия, 2005, с.62, 65-66, рис.5.24, 72-76 | |||
| ФИШЕР Э | |||
| Экструзия пластических масс | |||
| - М.: Химия, 1970, с.88-91, 158-162, 179-182 | |||
| RU 94025660 A1, 20.05.1996 | |||
| DE 10208752 A1, 10.07.2003 | |||
| US 7908728 B2, 26.07.2007. | |||

