Настоящее изобретение относится к способу и устройству для изготовления внутреннего пружинного комплекта и, в частности внутреннего пружинного комплекта для матрацев или иных аналогичных изделий. Внутренние пружинные комплекты представляют собой цепочки заложенных в карманы спиральных пружин, располагаемые бок о бок друг с другом и склеиваемые по бокам вместе между собой при помощи клеящего вещества.
Широко известно в данной области выполнение сборки внутренних пружинных комплектов для матрацев и других аналогичных изделий из заложенных в карманы спиральных пружин. В типичном случае изготовление цепочек заложенных в карманы спиральных пружин осуществляется посредством подачи пружин, поступающих непосредственно из станка для навивки спиральных пружин в промежуток между двумя слоями сваривающейся ткани, причем эти два слоя затем свариваются швами вместе друг с другом, образуя карман, в котором заключена пружина. После этого производится дальнейшая подача ткани на определенную величину, и внутрь образуемого затем следующего кармана заключается очередная пружина и т.д. Таким образом осуществляется наращивание длинных цепочек, состоящих из заложенных в карманы пружин. Такие цепочки, состоящие из заложенных в карманы пружин, именуются в данном описании "гирляндами" пружин.
Внутренние пружинные комплекты соответствующих размеров для матраца могут быть затем получены посредством размещения таких цепочек заложенных в карманы пружин, имеющих соответствующую длину, бок о бок друг с другом и склеивания их вместе между собой.
Известны различные автоматизированные способы формирования внутренних пружинных комплексов по такому принципу, а также различные устройства для реализации таких способов. Например, в описании изобретения к европейскому патенту №0154076 раскрывается способ, в соответствии с которым предусматривается прохождение соответствующего устройства для нанесения клеящего вещества над гирляндой заложенных в карманы пружин, причем устройство для нанесения клеящего вещества производится кратковременно в действие всякий раз, когда оно проходит над каждой очередной пружиной, в результате чего поверх кармана пружины наносится в линию клеящее вещество параллельно линиям, определяющим боковые стороны карманов, а затем эта гирлянда пружин приводится в соприкосновение с другой такой же гирляндой пружин.
В описании изобретения к европейскому патенту №0421495 раскрывается другой способ, в соответствии с которым предусматривается пропускание гирлянды заложенных в карманы пружин в продольном направлении мимо неподвижного устройства для нанесения клеящего вещества, в результате чего клеящее вещество наносится с одной стороны этой гирлянды, которая затем нажатием на нее приводится в соприкосновение с соответствующей стороной второй гирлянды пружин.
В обоих из указанных выше способов количество клеящего вещества, наносимого поверх карманов разных пружин в каждой такой гирлянде, будет, по существу, одинаковым. Это может быть недостатком в том отношении, что получаемый в результате внутренний пружинный комплект будет иметь одну и ту же степень своей твердости по всей своей длине. Но иногда желательно бывает, чтобы твердость внутреннего пружинного комплекта была разной по его длине. Например, известен матрац, изготавливаемый таким образом, чтобы иметь три разные зоны по своей твердости, причем центральная его область, на которую приходится наибольшая часть веса человека, лежащего на матраце, выполняется сравнительно жесткой, тогда как те части матраца, где находится голова и кладутся ноги, выполняются менее жесткими для обеспечения большего комфорта. Более сложная компоновочная схема применяется при изготовлении матраца, имеющего пять разных зон, у которого центральная часть опять же выполняется наиболее жесткой, но крайние его части, расположенные по концам, также выполняются несколько более жесткими, чем промежуточные его области. Другой недостаток известных систем состоит в том, что необходимость в перемещении гирлянды пружин относительно устройства для нанесения клеящего вещества либо в перемещении такого устройства поверх гирлянды пружин может приводить к замедлению производственного процесса.
Задачей данного изобретения является создание способа и устройства для изготовления внутренних пружинных комплектов и внутреннего пружинного комплекта, которые позволяют преодолеть или же в значительной мере устранить вышеупомянутые или иные недостатки, присущие техническим решениям, известным из существующего уровня в данной области техники.
Поставленная задача в способе изготовления внутреннего пружинного комплекта решается тем, что предусмотрены следующие операции:
а) размещение первой гирлянды заложенных в карманы спиральных пружин с обеспечением при этом непосредственного соприкосновения ее с множеством приспособлений для нанесения клеящего вещества, расположенных взаимно неподвижно по отношению друг к другу на осевой линии, параллельной относительно продольной оси первой гирлянды;
б) нанесение клеящего вещества при помощи приспособлений для нанесения клеящего вещества на первую гирлянду заложенных в карманы спиральных пружин, и
в) приведение упомянутой первой гирлянды в соприкосновение клеящим веществом с второй гирляндой заложенных в карманы спиральных пружин.
Способ, осуществляемый в соответствии с настоящим изобретением, обладает, в первую очередь, тем преимуществом, что в связи с применением множества приспособлений для нанесения клеящего вещества количество и/или распределение клеящего вещества, наносимого на каждый отдельный карман, могут/может изменяться, благодаря чему обеспечивается возможность получения разной твердости по районам внутреннего пружинного комплекта, а следовательно, и готового матраца. Кроме того, поскольку клеящее вещество может наноситься одновременно приспособлениями для нанесения клеящего вещества на все карманы первой гирлянды (а не последовательно на эти карманы один за другим), может быть получено соответствующее увеличение скорости выполнения этой операции и пропускной способности оборудования. Помимо этого, при одновременном нанесении клеящего вещества всеми приспособлениями для несения клеящего вещества отрезок времени, истекающий между распределением клеящего вещества и моментом приведения первой и второй гирлянд пружин в соприкосновение друг с другом, может быть сведен к минимально возможному, оставаясь при этом одинаковым для всех частей этих гирлянд, что позволяет улучшить прилипание и обеспечить большее его постоянство.
Кроме того, настоящее изобретение обеспечивает также получение соответствующего внутреннего пружинного комплекта, изготавливаемого согласно способу, осуществляемому в соответствии с первой отличительной особенностью настоящего изобретения.
Задачей данного изобретения является также создание устройства для изготовления внутреннего пружинного комплекта, причем это устройство содержит множество приспособлений для нанесения клеящего вещества, средство для размещения первой гирлянды заложенных в карманы спиральных пружин с обеспечением при этом непосредственного соприкосновения ее с множеством приспособлений для нанесения клеящего вещества, а также средство для приведения первой гирлянды в соприкосновение клеящим веществом с второй гирляндой заложенных в карманы спиральных пружин, при этом множество приспособлений для нанесения клеящего вещества располагается взаимно неподвижно по отношению друг к другу на осевой линии, параллельной относительно продольной оси упомянутой первой гирлянды.
Для большинства практических применений предпочтительно было бы, чтобы клеящее вещество распределялось при помощи приспособлений нанесения клеящего вещества одновременно или же, по существу, одновременно.
Предпочтительно было бы также, чтобы первая гирлянда заложенных в карманы спиральных пружин подавалась в продольном направлении в устройство, выполненное в соответствии с настоящим изобретением, а затем перемещалась в поперечном направлении до прихода ее в непосредственное соприкосновение с приспособлением для нанесения клеящего вещества. При этом наиболее предпочтительно было бы, чтобы приспособления для нанесения клеящего вещества расположены были в одну линию и находились выше пути поперечного движения первой гирлянды. Каждое приспособление для нанесения клеящего вещества будет, в общем, иметь направленное вниз выпускное отверстие для клеящего вещества (которое обычно будет применяться в виде жидкости), имеющее в нормальном своем исполнении форму сопла. В некоторых случаях практического применения каждое приспособление для нанесения клеящего вещества может выполняться более чем с одним выпускным отверстием, например иметь целый ряд таких сопел, расположенных на одной прямой, поперечной или же параллельной относительно продольной оси первой гирлянды, либо иметь одно-единственное сопло, но более чем с одним отверстием, которые располагаются таким образом, чтобы распределять клеящее вещество в разных направлениях.
Первая гирлянда может изготавливаться с применением обычных технологических процессов, например, путем введения пружин, находящихся в сжатом состоянии, в промежуток между слоями сложенной полосы, сваривающейся при помощи ультразвука ткани с образованием при этом соответствующих замкнутых отделений для каждой пружины посредством выполнения соответствующей последовательности сварных швов.
После нанесения клеящего вещества на первую гирлянду предпочтительно было бы переместить первую гирлянду на поворотный механизм, при помощи которого производится поворачивание первой гирлянды вокруг своей оси в стоячее положение, в результате чего та поверхность первой гирлянды, на которую наносилось клеящее вещество, приводится в соприкосновение с соответствующей поверхностью второй гирлянды. Второй гирляндой будет наиболее вероятно та гирлянда, которая непосредственно перед этим была обработана точно так же, как и первая гирлянда. Поворотный механизм в наиболее предпочтительном случае представляет собой пластину, расположенную параллельно по отношению к приспособлениям для нанесения клеящего вещества. При этом наиболее предпочтительно было бы, чтобы такая пластина имела ширину, приблизительно соответствующую ширине первой гирлянды, и поворачивалась вокруг основного своего края, который удален от приспособлений для нанесения клеящего вещества. Когда первая гирлянда перемещена будет на эту пластину, то тогда пластина может быть затем повернута таким образом, чтобы находящаяся на ней первая гирлянда развернулась в обратную сторону относительно приспособления для нанесения клеящего вещества и вошла при этом в соприкосновение с второй гирляндой. Наиболее предпочтительно было бы, чтобы данный поворотный механизм снабжен был соответствующим средством для удерживания гирлянды пружин в установленном положении во время выполнения операции поворачивания. При этом весьма удобно было бы, чтобы такое средство представляло собой один или более электромагнитов, которые приводились бы в действие в момент, когда происходит перемещение очередной гирлянды пружин на поворотную пластину, и выключались бы, как только первая гирлянда нажатием на нее приведена будет в соприкосновение с второй гирляндой.
Различные перемещения первой гирлянды, т.е. при установке ее на одной прямой с устройствами для нанесения клеящего вещества в поперечном направлении под указанными приспособлениями для нанесения клеящего вещества и перемещение ее на поворотную пластину, было бы наиболее удобно осуществлять при помощи соответствующего механического средства, например, с использованием электрического, гидравлического или пневматического силового привода. Кроме того, предпочтительно также, чтобы с помощью соответствующих датчиков обеспечены были бы непрерывный контроль различных перемещений и управление ими с применением средств, обычно используемых в таких целях.
В качестве клеящего вещества, которое наносится на первую гирлянду, может использоваться одно из таких клеящих веществ, которые обычно применяются при изготовлении внутренних пружинных комплектов. В особенности пригодными для использования с этой целью являются клеи-расплавы. В общем применяться в данном случае могут любые обыкновенные клеящие вещества, обладающие требуемыми свойствами (например, сильным прилипающим действием, хорошей текучестью и отсутствием запаха).
Во многих случаях практического применения распределение клеящего вещества при помощи соответствующих устройств для нанесения клеящего вещества будет осуществляться с использованием таких устройств для нанесения клеящего вещества, которые занимают неподвижное стационарное положение относительно гирлянды пружин. Однако возможны и другие случаи практического применения, в которых клеящее вещество может распределяться в то время, когда соответствующие приспособления для нанесения клеящего вещества совершают управляемое движение относительно гирлянды пружин. Такое может быть необходимо или желательно, например, для того чтобы добиться получения какого-либо определенного (к примеру, растянутого в длину) распределения клеящего вещества по поверхности некоторых или же всех карманов. Очевидно, что такой результат может быть получен либо посредством перемещения приспособлений для нанесения клеящего вещества относительно неподвижной гирлянды пружин, либо (что может оказаться более удобным) посредством перемещения гирлянды пружин относительно неподвижных устройств приспособлений для нанесения клеящего вещества.
Кроме того, может также оказаться желательным обеспечить возможность регулировки расстояния, на котором находятся приспособления для нанесения клеящего вещества от гирлянды пружин, например, в целях изменения размера площадки, на которую наносится клеящее вещество. Такая компоновочная схема позволяет также проводить соответствующую обработку карманов разного диаметра под пружины.
Как поясняется в приведенном здесь выше описании, настоящее изобретение обеспечивает возможность изготовления таких внутренних пружинных комплектов, которые являются "зонированными", т.е. которые имеют отдельные части, обладающие разной твердостью. Таким образом, в соответствии со следующей отличительной особенностью настоящего изобретения, обеспечивается получение такого внутреннего пружинного комплекта, который содержит гирлянды заложенных в карманы спиральных пружин, причем упомянутые гирлянды соединяются при помощи клеящего вещества, наносимого на примыкающие друг к другу поверхности карманов гирлянд, прилегающих одна к другой, между собой, при этом количество и/или распределение клеящего вещества, наносимого на карманы гирлянд, прилегающих одна к другой, являются неодинаковыми. Такой внутренний пружинный комплект может содержать, по меньшей мере, одну такую часть, в пределах которой прилегающие одна к другой гирлянды соединяются между собой посредством нанесения клеящего вещества в сравнительно больших количествах на карманы этих гирлянд, а также, по меньшей мере, одну такую часть, в пределах которой прилегающие одна к другой гирлянды соединяются между собой посредством нанесения клеящего вещества в сравнительно малых количествах на карманы этих гирлянд.
Хотя приведенные выше соображения излагаются, в основном, применительно к внутренним пружинным комплектам, предназначенным для использования их в производстве матрацев, тем не менее те же самые способы и устройства могут быть также применены и при изготовлении внутренних пружинных комплектов, предназначенных для использования их в производстве подушек и других аналогичных изделий.
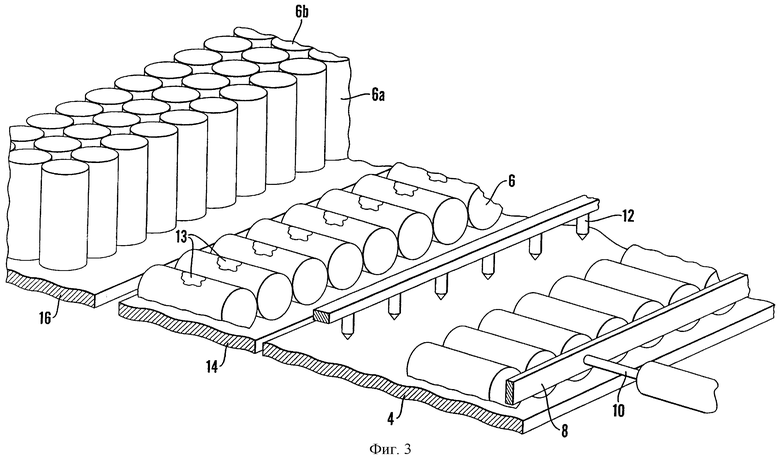
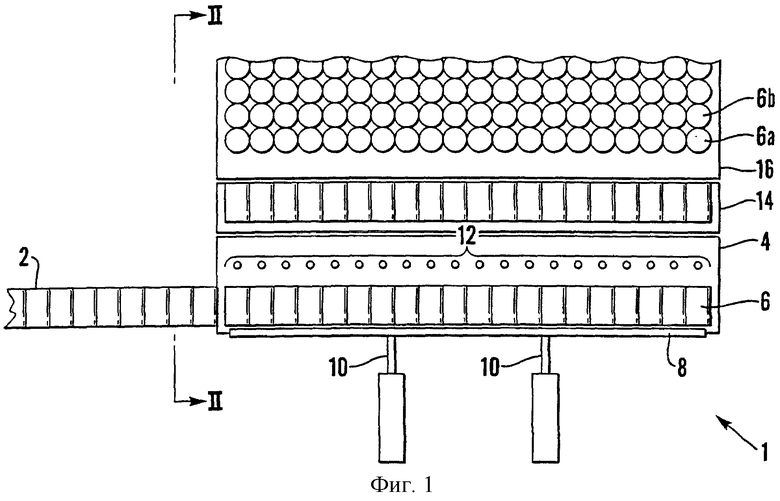
Ниже следует подробное описание настоящего изобретения, которое носит исключительно лишь иллюстративный характер и ведется со ссылками на прилагаемые чертежи, на которых: фиг.1 представляет собой схематическое изображение горизонтальной проекции устройства, выполненного в соответствии с настоящим изобретением; фиг.2 - проекция по линии II-II, показанной на фиг.1; фиг.3 - частичное схематическое изображение в перспективе, иллюстрирующее отдельные стадии, предусматриваемые при осуществлении настоящего изобретения; фиг.4 - схематическое изображение гирлянды заложенных в карманы пружин, предназначенной для использования ее при изготовлении "3-зонного" матраца; фиг.5 - изображение, аналогичное представленному на фиг.4, но построенное для гирлянды заложенных в карманы пружин, предназначенной для использования ее при изготовлении матраца, имеющего "5-зонную" конструкцию; фиг.6 - боковая проекция заложенных в карманы пружин, показывающая способ нанесения клеящего вещества, пригодный к применению его при сборке матраца, имеющего гнездовую конфигурацию по расположению пружин; фиг.7 - горизонтальная проекция гнездового внутреннего пружинного комплекта.
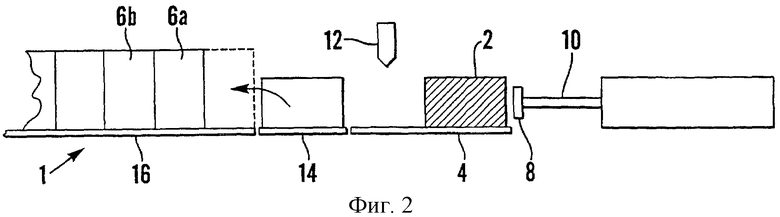
Рассмотрим сначала фиг.1 и 2, на которых показано устройство для изготовления внутренних пружинных комплектов, обозначенное, в общем, позицией 1. В устройство 1 подается непрерывная цепочка 2, состоящая из заложенных в карманы спиральных пружин, которая может изготавливаться с применением обычных технологических процессов.
Гирлянда 6 заложенных в карманы пружин отрезается нужной длины при помощи обычного режущего приспособления (не показано) от головного конца цепочки 2. Гирлянда 6 перемещается затем в продольном направлении на станину 4 при помощи соответствующего транспортирующего средства (также не показано). В приведенном для иллюстрации примере гирлянда 6 имеет длину, соответствующую двадцати заложенным в карманы пружинам, причем эта длина соответствует также и длине готового внутреннего пружинного комплекта.
Как только головная гирлянда 6 будет уложена соответствующим образом на станине 4, транспортирующее средство временно останавливается. Гирлянда 6 затем подается в поперечном направлении относительно станины 4 при помощи транспортирующей пластины 8, которая в иллюстрируемом варианте осуществления настоящего изобретения приводится в движение при помощи пары пневматических силовых цилиндров 10. Для обеспечения повышенной точности перемещения предпочтительным может являться такое техническое решение, в котором транспортирующая пластина 8 приводится в движение при помощи серводвигателя. Двадцать расположенных в ряд нагнетателей 12 для клеящего вещества размещены выше пути движения гирлянды 6 и приводятся в действие при прохождении под ними гирлянды 6 таким образом, чтобы нанести соответствующее количество клея-расплава на обращенную вверх поверхность каждого кармана гирлянды 6. Эта операция может быть проведена посредством кратковременного включения нагнетателей 12 для клеящего вещества, в то время как гирлянда 6 совершает свое движение, находясь под нагнетателями 12. В альтернативном исполнении движение гирлянды 6, происходящее под нагнетателями 12, может быть временно прекращено в тот момент, когда приводятся в действие нагнетатели 12. Соответствующим образом, регулируя движение гирлянды 6 и действие нагнетателей 12, можно добиться большого разнообразия различных рисунков при нанесении клеящего вещества на поверхность карманов, из которых состоит гирлянда 6. Например, клеящее вещество может наноситься в виде одного-единственного пятна 13 (как показано на фиг.3), имеющего, в общем, круглую форму, либо в виде ряда таких пятен, расположенных в продольном направлении по длине кармана (либо с получением какого-нибудь другого рисунка, как указано в приведенном здесь ниже описании), либо клеящее вещество может быть нанесено сплошной непрерывной линией вдоль кармана. Соответственно, возможны также и такие варианты, когда все нагнетатели 12 приводятся в действие одновременно, обеспечивая тем самым нанесение клеящего вещества на все карманы, или же когда приводятся в действие только лишь некоторые из нагнетателей 12.
После нанесения на нее клеящего вещества гирлянда 6 транспортируется дальше в том же самом направлении при помощи транспортирующей пластины 8, перемещаясь при этом на поворотный стол 14. Затем производится вращение поворотного стола 14 на угол 90°, в результате чего происходит поворачивание гирлянды 6 вокруг своей оси в стоячее положение, сопровождающееся прижатием той поверхности гирлянды 6, на которую нанесено было клеящее вещество, и приведением ее в соприкосновение с соответствующей поверхностью ранее обработанной гирлянды 6а, которая находится на главной станине 16. Электромагниты (не показаны), установленные под поворотным столом 14, удерживают гирлянду 6 на своем месте во время выполнения операции поворачивания. В то время как производится поворачивание гирлянды 6, пневматические силовые цилиндры 10 отводят транспортирующую пластину 8 обратно в ее исходное положение (как показано на фиг.1 и 2), после чего происходит подача следующей гирлянды на станину 4. Эта следующая гирлянда затем проходит ту же самую обработку, что и предыдущая гирлянда 6. Таким образом, происходит постепенное наращивание, готовой внутренней пружинной конструкции, составляемой из последовательно обрабатываемых гирлянд 6, 6а, 6b и т.д.
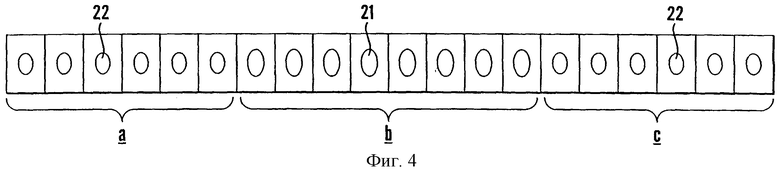
Степень склеивания между прилегающими друг к другу карманами расположенных последовательно одна за другой гирлянд внутреннего пружинного комплекта в собранном виде определяет собой степень твердости той части внутреннего пружинного комплекта и, следовательно, той части матраца, при изготовлении которого используется данный внутренний пружинный комплект. Таким образом, становится возможным обеспечить требуемую твердость в различных зонах матраца посредством соответствующего распределения клеящего вещества при нанесении его на соответствующие карманы. На фиг.4 показано, как следует придерживаться при нанесении клеящего вещества при изготовлении, так называемого "3-зонного" матраца. При такой конструкции те части матраца, где находится голова и кладутся ноги лежащего на нем человека, получаются сравнительно мягкими, в то время как центральная область матраца остается сравнительно жесткой. Для того чтобы добиться такого результата, клеящее вещество наносится в пределах большей площадки 21 на карманах в центральной части b каждой гирлянды по сравнению с площадкой 22, в пределах которой наносится клеящее вещество на карманы в двух крайних частях а, с гирлянды.
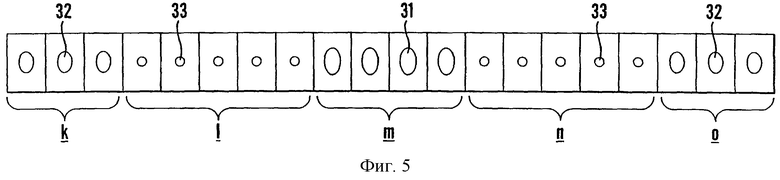
На фиг.5 показан несколько более сложный чертеж для нанесения клеящего вещества, предназначенный для применения его при изготовлении "5-зонного" матраца. При такой конструкции матраца его центральная область m опять же является наиболее жесткой (а клеящее вещество наносится здесь в пределах самой большой площадки 31), но в этом случае крайние его части k, о, где находится голова и кладутся ноги лежащего на матраце человека, имеют промежуточную твердость (площадка 32 с клеящим веществом) и при этом отделены от центральной области k сравнительно мягкими областями l, n (площадки 33 с клеящим веществом в наименьших количествах).
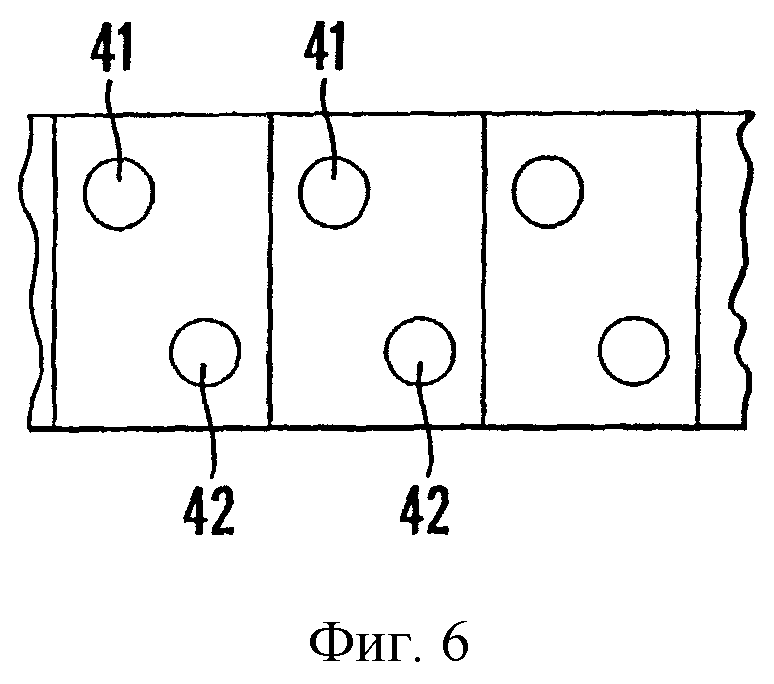
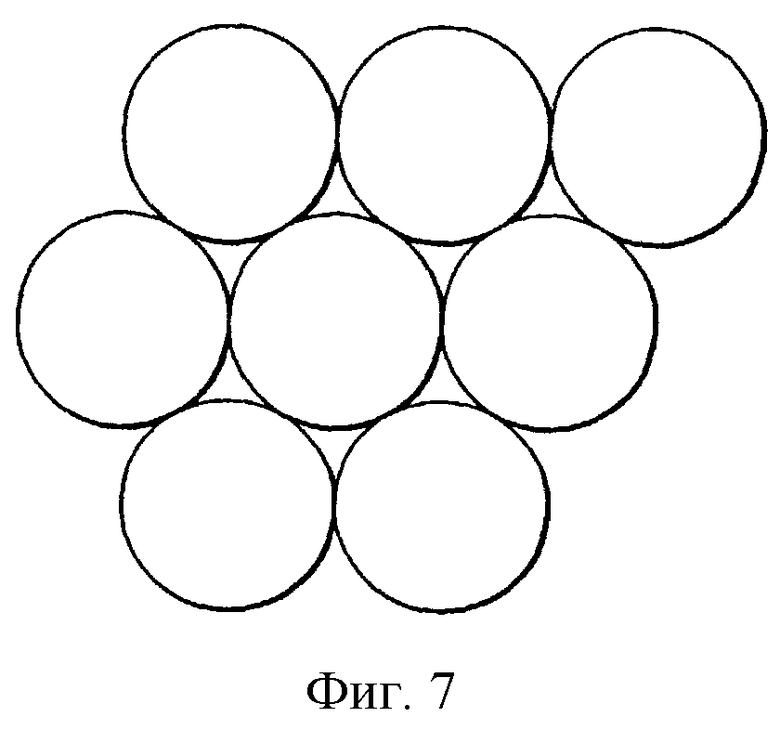
Виды нанесения клеящего вещества, показанные на фиг.4 и 5, соответствуют внутренним пружинным комплектам, в которых карманы с заложенными в них пружинами располагаются таким образом, что центры их образуют квадратную периодическую структуру, т.е. такую структуру, в которой карманы расположены правильными продольными и поперечными рядами. Другим вариантом расположения, который применяется в некоторых отдельных случаях, является, так называемая, гнездовая схема расположения, при применении которой карманы с заложенными в них пружинами располагаются таким образом, что образуется шестиугольная периодическая структура. Такая структура показана на фиг.7. Поскольку при формирований такой периодической структуры к карманам предыдущей гирлянды прижимается не центральная часть каждого кармана с заложенной в него пружиной, а те поверхности этого кармана, которые смещены в обе стороны относительно средней линии, более приемлемым в данном случае для нанесения клеящего вещества будет рисунок, показанный на фиг.6. Этот чертеж состоит из двух площадок 41, 42 круглой формы для нанесения клеящего вещества на каждом кармане, причем эти площадки 41, 42 расположены с промежутком, одна относительно другой в продольном направлении, и смещены в разные стороны относительно продольной осевой линии каждого кармана. Чертеж такого вида может быть получен посредством нанесения клеящего вещества сначала на площадки 41, когда нагнетатели 12 для клеящего вещества занимают положение, смещенное относительно средней линии карманов, после чего нагнетатели 12 для клеящего вещества перемещаются во второе свое положение, в котором они смещены относительно этой линии в другом направлении, и клеящее вещество наносится теперь уже на вторые площадки 42. Соответствующее расстояние между этими двумя площадками 41, 42 в направлении вдоль средней линии карманов обеспечивается за счет перемещения гирлянды в сторону поворотного стола в интервале между двумя последовательно выполняемыми операциями но нанесению клеящего вещества.
Очевидно, что для того, чтобы обеспечить возможность нанесения клеящего вещества на эти две площадки, находящиеся с противоположных сторон относительно средней линии каждого кармана, необходимо будет предусмотреть наличие соответствующего средства, предназначенного для перемещения нагнетателей 12 для клеящего вещества по отношению к гирлянде. Следовательно, при этом может предусматриваться наличие соответствующего средства, предназначенного либо для перемещения всех нагнетателей 12 сразу как единого узла, либо для смещения гирлянды на короткое расстояние в направлении продольной ее оси относительно неподвижно установленных нагнетателей. В следующем альтернативном варианте исполнения чертеж такого вида, как показан на фиг.6, мог бы быть получен с помощью установленных в два ряда нагнетателей для клеящего состава, причем оба эти ряда должны располагаться на соответствующих осевых линиях, параллельных относительно продольной оси гирлянды, но смещенных одна относительно другой таким образом, чтобы нагнетатели, расположенные в одном ряду, обеспечивали нанесение клеящего вещества с одной стороны от средней линии карманов (предположим, в пределах первых площадок 41), а расположенные в другом ряду нагнетатели наносили бы клеящее вещество с другой стороны от этой линии (т.е. в пределах вторых площадок 42).
Кроме того, следует также понимать, что с применением способа, предложенного в соответствии с настоящим изобретением, могут быть получены и такие виды при нанесении клеящего вещества, при выполнении которых клеящее вещество наносится на две (или более) площадки, находящиеся на средней линии некоторых или же каждого из карманов. Такие участки, на которые наносится клеящее вещество, могут располагаться с промежутками друг относительно друга, либо они могут перекрываться друг с другом, либо же сливаться все вместе, образуя при этом одиночные площадки более крупного размера.
Способ используют в производстве матраца, подушки или другого аналогичного изделия. Способ предусматривает следующие операции: размещение первой гирлянды заложенных в карманы спиральных пружин с обеспечением при этом непосредственного соприкосновения ее с множеством приспособлений для нанесения клеящего вещества, расположенных взаимно неподвижно по отношению друг к другу на осевой линии, параллельной относительно продольной оси первой гирлянды; нанесение клеящего вещества при помощи приспособления для нанесения клеящего вещества на первую гирлянду заложенных в карманы спиральных пружин и приведение первой гирлянды в соприкосновение клеящим веществом с второй гирляндой заложенных в карманы спиральных пружин. Кроме того, раскрываются также устройство, предназначенное для реализации этого способа, и внутренний пружинный комплект, изготавливаемый согласно этому способу. Способ, устройство и внутренний пружинный комплект отличаются простой конструкцией, легкостью изготовления. 3 н. и 19 з.п. ф-лы, 7 ил.
| СТАНОК ДЛЯ ПЕРЕРАБОТКИ ЗАГОТОВОК ТОНКОМЕРНОЙ ДРЕВЕСИНЫ | 1972 |
|
SU421495A1 |
| 0 |
|
SU154076A1 | |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Ленточный конвейер для крупнокусковых грузов | 1973 |
|
SU490730A1 |
| RU 96123133 A, 27.02.1999. | |||

