Изобретения относятся к области имеющих, по крайней мере, один конусообразный или по форме усеченного конуса участок изделий трубчатой формы различного назначения - оболочки сооружений, корпуса конструкций в том числе и строительных, емкости для различных, например жидких, сред, трубы большого диаметра, при изготовлении которых используют в качестве армирующего элемента стеклоткань и связующее вещество.
Известно изделие трубчатой формы, образованное слоями стекловолокна, определенным образом уложенного и связанного между собой связующим, получаемое при намотке на оправку слоями поперечных, прижимных, продольных и уплотняющих нитей стекловолокна, которые пропитывают связующим при вращении оправки (авторское свидетельство СССР №133383, В 28 В 21/48, 1960 г.).
Из известных наиболее близким по конструкции является изделие трубчатой формы, например в виде трубы, используемой в различных областях народного хозяйства, преимущественно в строительстве, и выполненной в виде четырехслойной конструкции, содержащей в качестве наполнителя до 53% минерального наполнителя - песка с максимальным размером зерен до 0,63 мм, 22% ровинга из стеклянных нитей марки РБН (ГОСТ 17139-79) и 25% связующего (авторское свидетельство СССР №1549773 С1, 1990 г.).
Известен способ изготовления изделий трубчатой формы, при котором его образуют слоями стекловолокна, уложенного с образованием полотна, связанного между слоями связующим, при этом изделие получают при намотке на оправку слоями поперечных, прижимных, продольных и уплотняющих нитей стекловолокна, а пропитку связующим производят при вращении оправки (RU №232069, В 28 В 21/48, 1963 г.).
Из известных наиболее близким по достигаемому результату является способ изготовления изделий трубчатой формы, при котором трубу выполняют в виде четырехслойной конструкции намоткой четырех слоев, при этом она содержит в качестве минерального наполнителя до 53% песок с максимальным размером зерен до 0,63 мм, а также 22% ровинга из стеклянных нитей марки РБН (ГОСТ 17139-79) и 25% связующего (авторское свидетельство СССР №1549773 С1, 1990 г.).
Известные конструкции, получаемые с помощью описанной выше технологии, не обеспечивают при больших диаметрах оболочки достаточной надежности и долговечности трубчатых изделий, особенно при использовании при выполнении конструкции многослойной с различными по составу слоев материалами. Взаимодействие материалов различных слоев может привести к образованию их отслоения, вспучиванию, образованию разрывов на поверхности или внутри конструкции, что резко снижает ее надежность и долговечность и не позволяет применить ее для выполнения восокоответственных конструкций большого (2,0-3,5 м) диаметра основания.
Задачей настоящих изобретений является повышение надежности и долговечности изделия трубчатой формы с конусообразным участком, имеющего диаметр основания более 2,0 м, обеспечение возможности ее использования для высокоответственных конструкций путем исключения возможности химического взаимодействия материалов слоев с образованием отслоения, вспучивания или разрыва образующего ее материала.
Достигается это тем, что:
- В способе изготовления изделия трубчатой формы с конусообразным участком на коническую часть оправки, предпочтительно металлической, наносят защитный слой, образованный путем нанесения суспензии, предпочтительно фторопластовой, затем укладывают с натяжением эластичную техническую, предпочтительно капроновую, ткань и фторлоновую ткань, на которую наносят без разогрева резиновую смесь, например, на основе этиленпропиленового каучука, обжимая ее секторами по форме лепестков, предпочтительно накладных или образованных надрезами на отвержденной стеклоткани, и с натяжением 5-45 кг и с выдержкой не менее 15 мин многослойной технологической рубашкой в виде тканной ленты и нанесенной поверх нее одноноправленной стеклоленты, предпочтительно шириной не менее 5 мм, резиновую смесь вулканизируют в поверхностном слое при температуре 90-160°С в течение не менее 50 мин до поверхностной твердости не менее 50 условных единиц по Шору, после чего лепестки и технологическую рубашку в виде тканной ленты и стеклоленты удаляют и наносят на ее поверхность предпочтительно двумя слоями с выдержкой не менее 30 мин между нанесениями слоев полимерсодержащую связующую композицию с образованием газопоглощающего и/или газоизолирующего слоя, на который послойно, предпочтительно 10-90 слоями с уменьшением количества слоев по мере увеличения диаметра конической части оправки, наматывают конструкционный, преимущественно волокнистый или волокносодержащий, материал в виде пропитанного связующим стекло-, и/или угле-, и/или органопластика, а после отверждения изделие снимают с оправки. При этом в качестве полимерсодержащей связующей композиции можно использовать обеспечивающую адгезию к слою наматываемого материала бетонную смесь с полимерными добавками или полимербетонную смесь, которые содержат ускоряющие их твердение добавки, а экзотермию бетонной или полимербетонной смеси используют при термообработке изделия. Кроме того, в качестве связующего для пропитки стекло-, и/или угле-, и/или органопластика используют состав на основе эпоксидной смолы. В качестве полимерсодержащей связующей композиции можно использовать обеспечивающий адгезию к слою наматываемого материала клей 51-К-45 или 51-К-45М.
- Изделие трубчатой формы с конусообразным участком изготавливают описанным выше способом предпочтительно в виде оболочки сооружения или конструкции, содержащей внутренний слой из резины или резиноподобного материала, преимущественно каучука этиленпропиленового, и предпочтительно 10-90 слоев, образованных навивкой на коническую часть оправки конструкционного, преимущественно волокнистого или волокносодержащего, материала в виде стекло-, и/или угле-, и/или органопластика, соединенных полимерсодержащим связующим, при этом между внутренним слоем и, по крайней мере, первым слоем конструкционного материала полимерсодержащим связующим образован барьерный газопоглощающий и/или газоизолирующий слой для защиты конструкционного материала в процессе термообработки и твердения изделия.
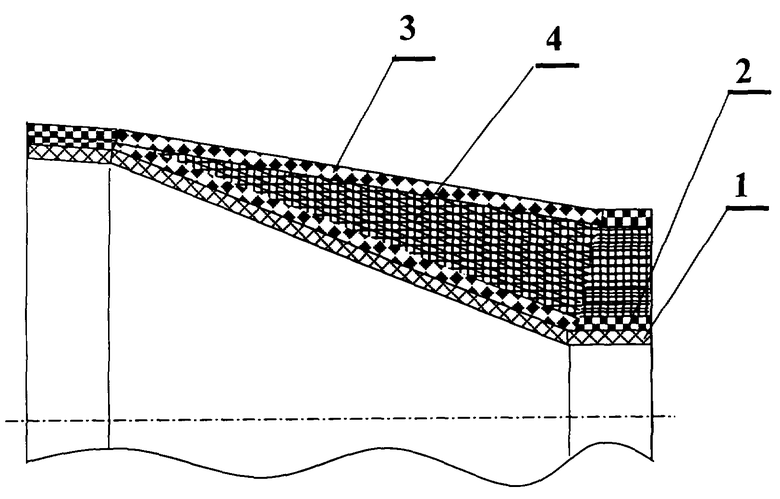
Изобретения поясняются чертежом, где представлен местный разрез конической части оболочки конструкции.
Изделие трубчатой формы имеет форму цилиндрической с коническим или коническими участками оболочки диаметром 2,0-3,5 м, сооружения или конструкции. Изделие содержит внутренний слой 1 из резины (51-2185 ТУ 6-02-5-009-92) с подвулканизированным поверхностным слоем. Внутренний слой 1 может быть выполнен из резиноподобного материала, например этиленпропиленового каучука (СКЭПТ, СКЭП, БК). На внутренний слой нанесено полимерсодержащее связующее 2 в виде клея 51-К-45 или 51-К-45М (ТУ 38 1051955-90) или полимербетонной смеси, содержащей, например, 25-30% полиэфирного связующего с ускорителем полимеризации в виде нефтената кобальта, 2-5% перекиси метилэтилкетона и остальное - мелкозернистый минеральный наполнитель, например, в виде песка. Полимерсодержащее связующее образует барьерный газопоглощающий и/или газоизолирующий слой, поверх которого нанесено 8-20 слоев, образованных навивкой конструкционного, преимущественно волокнистого или волокносодержащего, материала 3 в виде стекло-, и/или угле-, и/или органопластика, соединенных полимерсодержащим связующим в виде клея 51-К-45 или 51-К-45М. Барьерный слой предназначен для защиты конструкционного материала в процессе термообработки и твердения изделия. Между слоями связующего 2 и материала 3 размещают теплозащитное покрытие 4.
При изготовлении изделия трубчатой формы с конусообразным участком на коническую часть оправки, предпочтительно металлической, наносят защитный слой, образованный путем нанесения суспензии, предпочтительно фторопластовой Ф-4Д ТУ 6-05-1246-81, затем укладывают с натяжением эластичную техническую, предпочтительно капроновую, ткань ТУ 17-04-08/2-458-94 и фторлоновую ткань ОСТ 17-90-84 с нахлестом витков 25-30 мм, на которую наносят толщиной 0,6-0,8 мм по винтовой линии с нахлестом полотен резины 25-30 мм без разогрева резиновую смесь ТУ 51-2185, например, на основе этиленпропиленового каучука, обжимая ее секторами по форме лепестков, предпочтительно накладных или образованных надрезами на отвержденной стеклоткани, и с натяжением 5-45 кг и с выдержкой не менее 15 мин многослойной технологической рубашкой в виде тканной ленты и нанесенной поверх нее одноноправленной стеклоленты (ТУ 6-48-119-94) предпочтительно шириной не менее 5 мм, резиновую смесь вулканизируют в поверхностном слое при температуре 90-160°С в течение не менее 50 мин до поверхностной твердости не менее 50 условных единиц по Шору, после чего лепестки и технологическую рубашку в виде тканной ленты и стеклоленты удаляют и наносят на ее поверхность предпочтительно двумя слоями с выдержкой не менее 30 мин между нанесениями слоев полимерсодержащую связующую композицию, например клей 51-К-45 или 51-К-45М (ТУ 38 1051955-90) с образованием газопоглощающего и/или газоизолирующего слоя, на который послойно, предпочтительно 10-90 слоями с уменьшением количества слоев по мере увеличения диаметра конической части оправки, наматывают конструкционный, преимущественно волокнистый или волокносодержащий, материал в виде пропитанного связующим стекло-, и/или угле-, и/или органопластика (ТУ 10-1260 или ТУ 6-48-70-91), а после отверждения изделие снимают с оправки. При этом в качестве полимерсодержащей связующей композиции можно использовать обеспечивающую адгезию к слою наматываемого материала бетонную смесь с полимерными добавками или полимербетонную смесь, которые содержат ускоряющие их твердение добавки, а экзотермию бетонной или полимербетонной смеси используют при термообработке изделия. Кроме того, в качестве связующего для пропитки стекло-, и/или угле-, и/или органопластика используют состав на основе эпоксидной смолы. В качестве полимерсодержащей связующей композиции можно использовать обеспечивающий адгезию к слою наматываемого материала клей 51-К-45 или 51-К-45М.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ В ВИДЕ ОБОЛОЧКИ СООРУЖЕНИЯ ИЛИ КОНСТРУКЦИИ | 2003 |
|
RU2234411C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТОРООБРАЗНОЙ ФОРМЫ | 2004 |
|
RU2243091C1 |
| Способ изготовления толстостенных намоточных изделий | 1980 |
|
SU988574A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СЕКЦИЙ СТВОЛА МУСОРОПРОВОДА ИЛИ ВЕНТИЛЯЦИОННОЙ ШАХТЫ | 2005 |
|
RU2283223C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ГОФРИРОВАННЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1987 |
|
RU1603670C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗОЛЯТОРОВ | 2002 |
|
RU2233494C1 |
| СЕКЦИЯ СТВОЛА МУСОРОПРОВОДА | 2005 |
|
RU2299959C2 |
| СОСУД ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2215216C2 |
| ЗАЩИТНЫЙ КОЖУХ (ВАРИАНТЫ) | 2004 |
|
RU2253720C1 |
Изобретения относятся к области имеющих, по крайней мере, один конусообразный или по форме усеченного конуса участок изделий трубчатой формы различного назначения, при изготовлении которых используют в качестве армирующего элемента стеклоткань и связующее вещество. Технический результат - повышение надежности и долговечности изделия трубчатой формы с конусообразным участком. Изделие изготавливают трубчатой формы с конусообразным участком, при котором на коническую часть оправки, предпочтительно металлической, наносят защитный слой, образованный путем нанесения суспензии, предпочтительно фторопластовой. Укладывают с натяжением эластичную техническую, предпочтительно капроновую, ткань и фторлоновую ткань, на которую наносят без разогрева резиновую смесь, например, на основе этиленпропиленового каучука, обжимая ее секторами по форме лепестков, предпочтительно накладных или образованных надрезами на отвержденной стеклоткани, и с натяжением 5-45 кг и с выдержкой не менее 15 мин многослойной технологической рубашкой в виде тканной ленты и нанесенной поверх нее однонаправленной стеклоленты предпочтительно шириной не менее 5 мм. Резиновую смесь вулканизируют в поверхностном слое при температуре 90-160°С в течение не менее 50 мин до поверхностной твердости не менее 50 условных единиц по Шору, после чего лепестки и технологическую рубашку в виде тканной ленты и стеклоленты удаляют и наносят на ее поверхность предпочтительно двумя слоями с выдержкой не менее 30 мин между нанесениями слоев полимерсодержащую связующую композицию с образованием газопоглощающего и/или газоизолирующего слоя, на который послойно, предпочтительно 10-90 слоями с уменьшением количества слоев по мере увеличения диаметра конической части оправки, наматывают конструкционный, преимущественно волокнистый или волокносодержащий, материал в виде пропитанного связующим стекло-, и/или угле-, и/или органопластика, а после отверждения изделие снимают с оправки. Изделие трубчатой формы с конусообразным участком изготавливается описанным выше способом предпочтительно в виде оболочки сооружения или конструкции, содержащей внутренний слой из резины или резиноподобного материала, преимущественно каучука этиленпропиленового, и предпочтительно 10-90 слоев, образованных навивкой на коническую часть оправки конструкционного, преимущественно волокнистого или волокносодержащего, материала в виде стекло-, и/или угле-, и/или органопластика, соединенных полимерсодержащим связующим, при этом между внутренним слоем и, по крайней мере, первым слоем конструкционного материала полимерсодержащим связующим образован барьерный газопоглощающий и/или газоизолирующий слой для защиты конструкционного материала в процессе термообработки и твердения изделия. 2 с. и 3 з.п. ф-лы, 1 ил.
| Способ изготовления полимербетонной трубы | 1986 |
|
SU1549773A1 |

